
铸造装置及铸造方法.pdf

一吃****春晓

1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸造装置及铸造方法.pdf
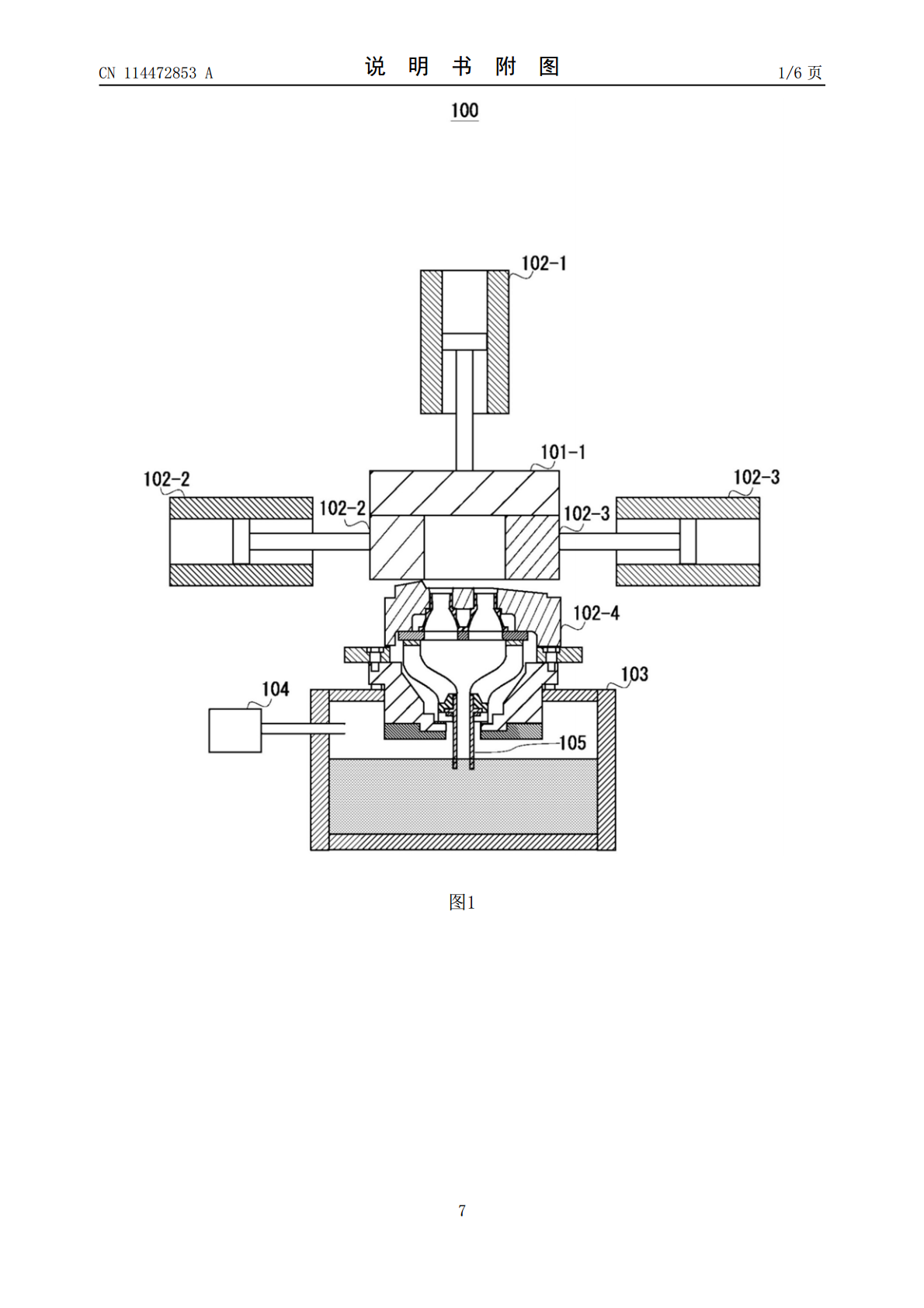
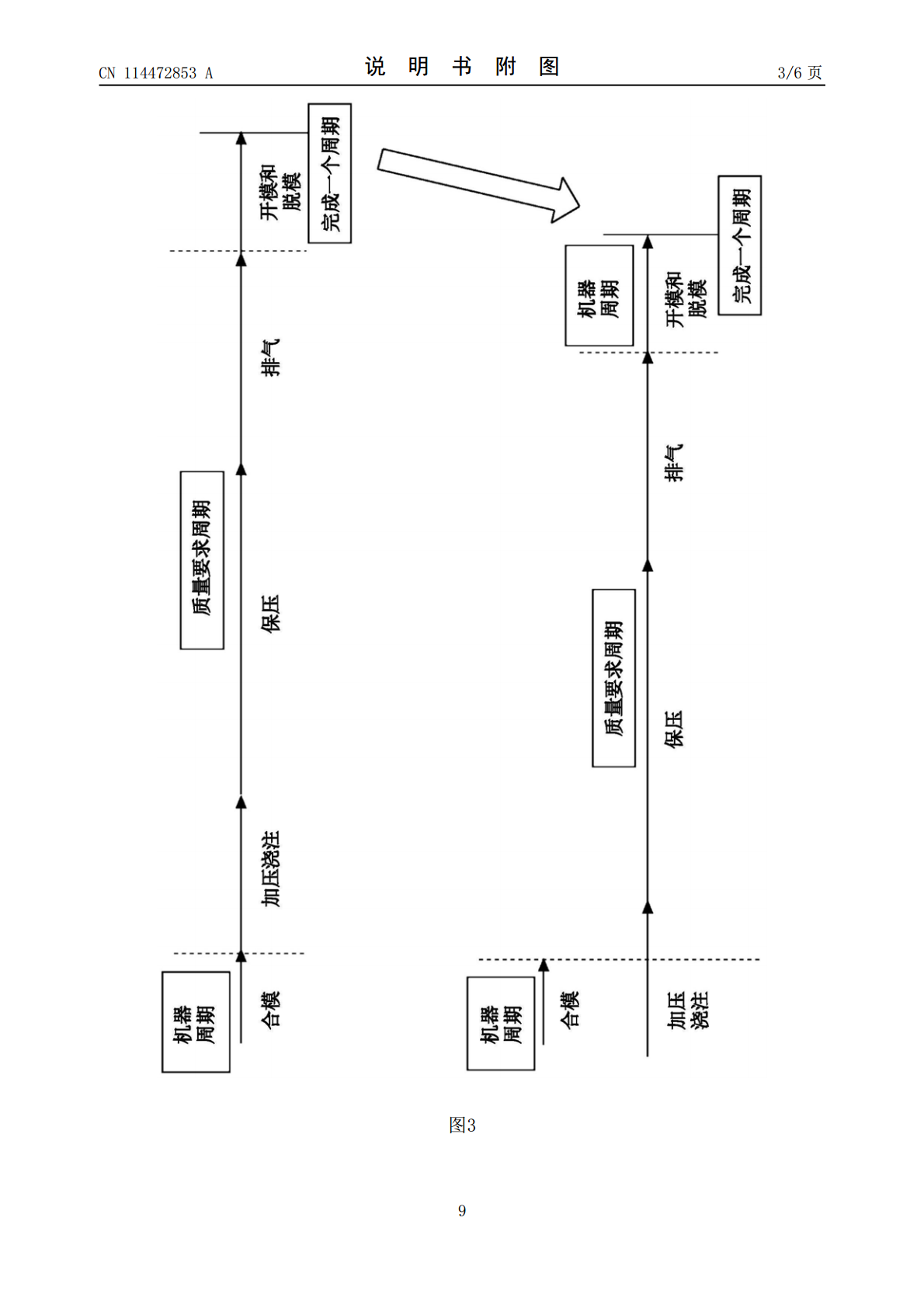
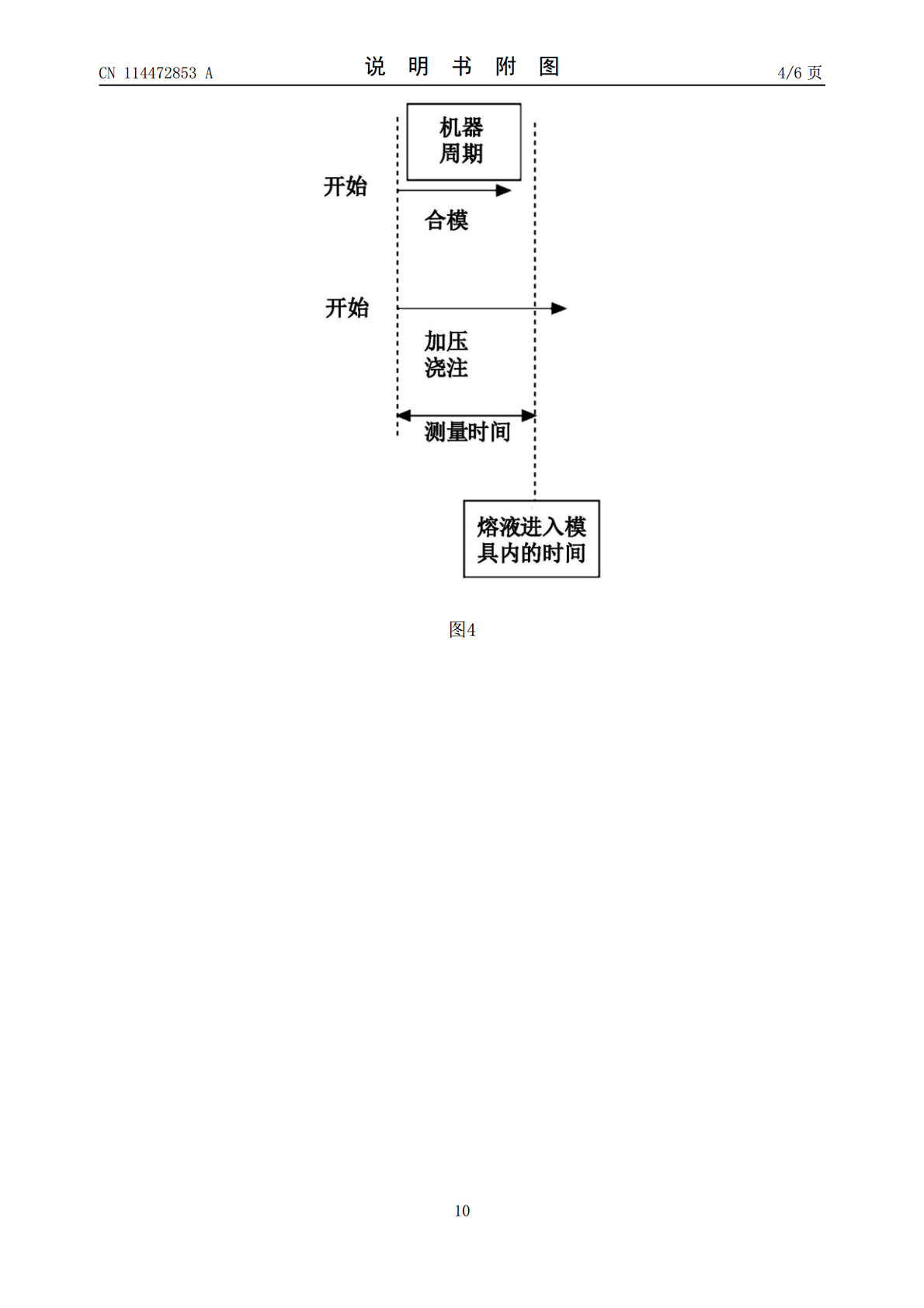
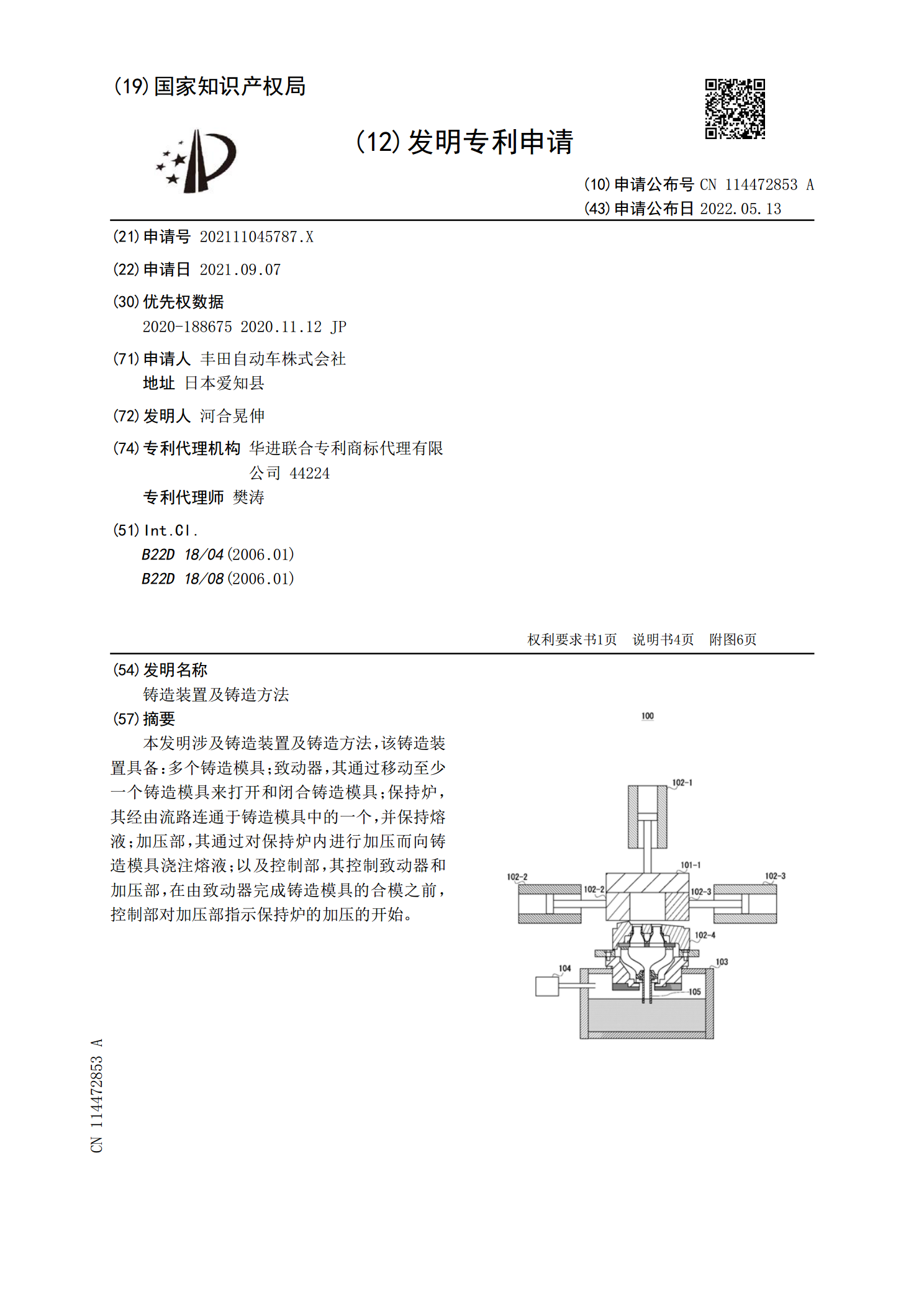
本发明涉及铸造装置及铸造方法,该铸造装置具备:多个铸造模具;致动器,其通过移动至少一个铸造模具来打开和闭合铸造模具;保持炉,其经由流路连通于铸造模具中的一个,并保持熔液;加压部,其通过对保持炉内进行加压而向铸造模具浇注熔液;以及控制部,其控制致动器和加压部,在由致动器完成铸造模具的合模之前,控制部对加压部指示保持炉的加压的开始。
铸造装置及铸造方法.pdf
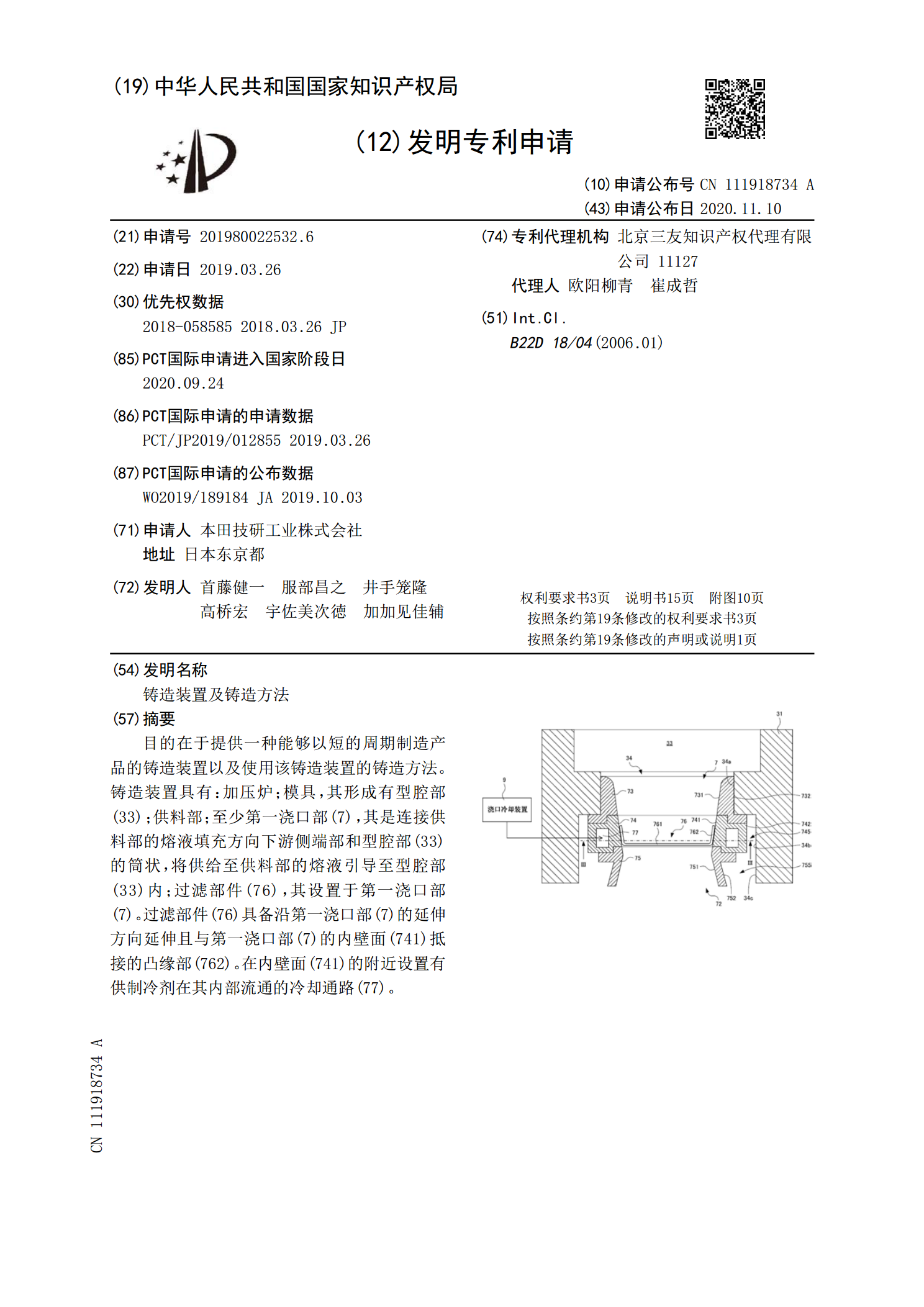
目的在于提供一种能够以短的周期制造产品的铸造装置以及使用该铸造装置的铸造方法。铸造装置具有:加压炉;模具,其形成有型腔部(33);供料部;至少第一浇口部(7),其是连接供料部的熔液填充方向下游侧端部和型腔部(33)的筒状,将供给至供料部的熔液引导至型腔部(33)内;过滤部件(76),其设置于第一浇口部(7)。过滤部件(76)具备沿第一浇口部(7)的延伸方向延伸且与第一浇口部(7)的内壁面(741)抵接的凸缘部(762)。在内壁面(741)的附近设置有供制冷剂在其内部流通的冷却通路(77)。
铸造装置及铸造方法.pdf
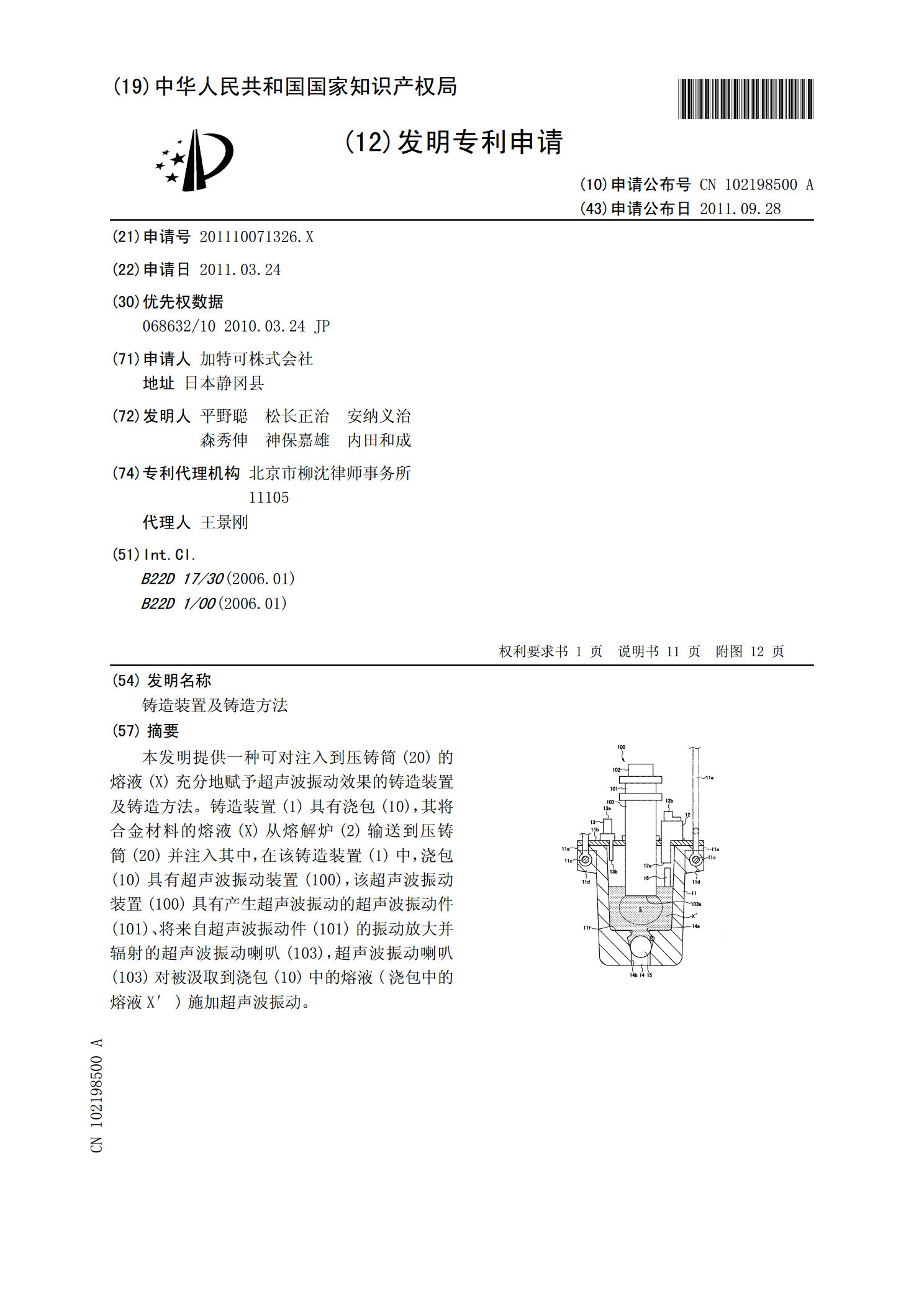
本发明提供一种可对注入到压铸筒(20)的熔液(X)充分地赋予超声波振动效果的铸造装置及铸造方法。铸造装置(1)具有浇包(10),其将合金材料的熔液(X)从熔解炉(2)输送到压铸筒(20)并注入其中,在该铸造装置(1)中,浇包(10)具有超声波振动装置(100),该超声波振动装置(100)具有产生超声波振动的超声波振动件(101)、将来自超声波振动件(101)的振动放大并辐射的超声波振动喇叭(103),超声波振动喇叭(103)对被汲取到浇包(10)中的熔液(浇包中的熔液X′)施加超声波振动。
铸造方法以及铸造装置.pdf
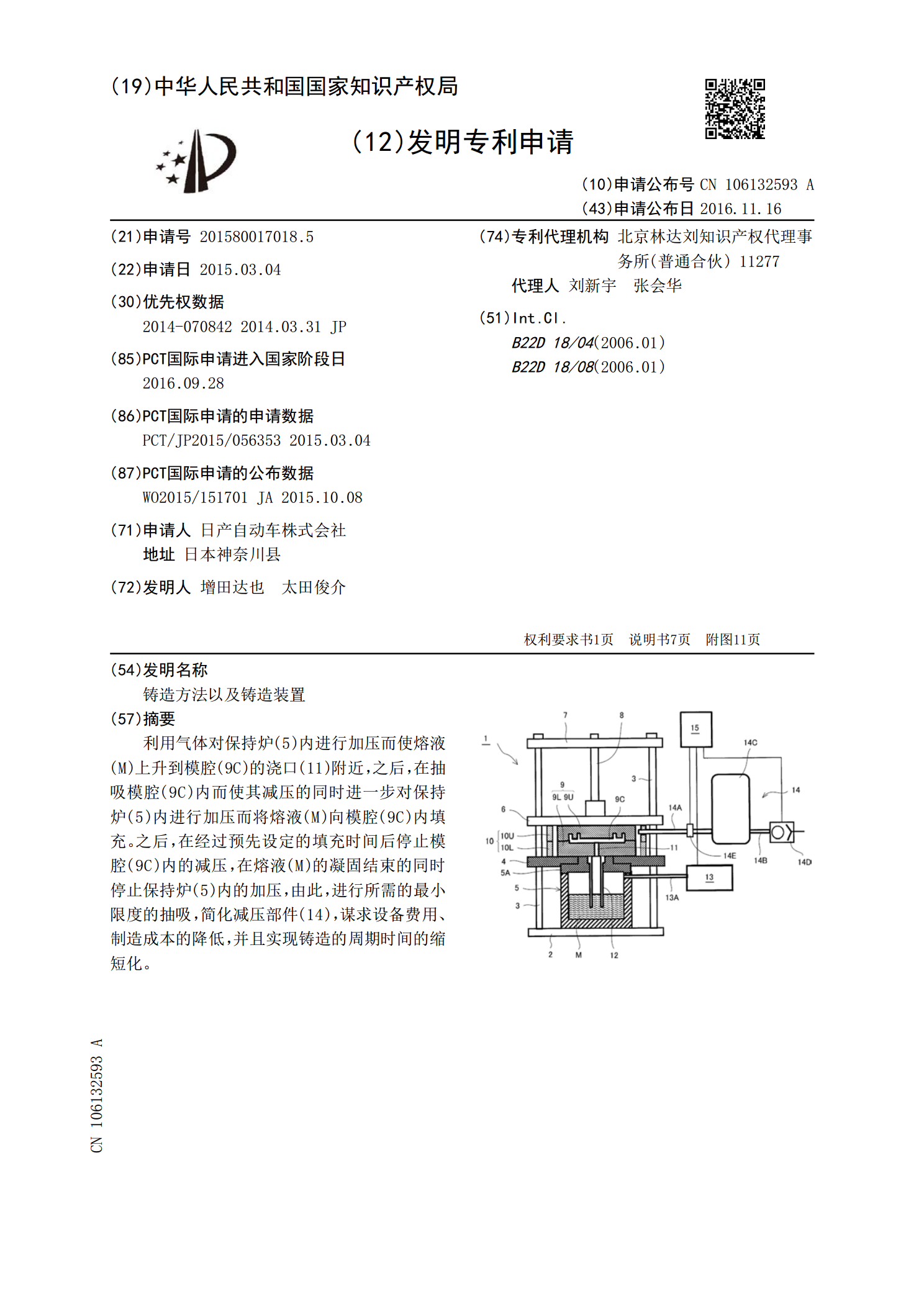
利用气体对保持炉(5)内进行加压而使熔液(M)上升到模腔(9C)的浇口(11)附近,之后,在抽吸模腔(9C)内而使其减压的同时进一步对保持炉(5)内进行加压而将熔液(M)向模腔(9C)内填充。之后,在经过预先设定的填充时间后停止模腔(9C)内的减压,在熔液(M)的凝固结束的同时停止保持炉(5)内的加压,由此,进行所需的最小限度的抽吸,简化减压部件(14),谋求设备费用、制造成本的降低,并且实现铸造的周期时间的缩短化。
铸造方法和铸造装置.pdf
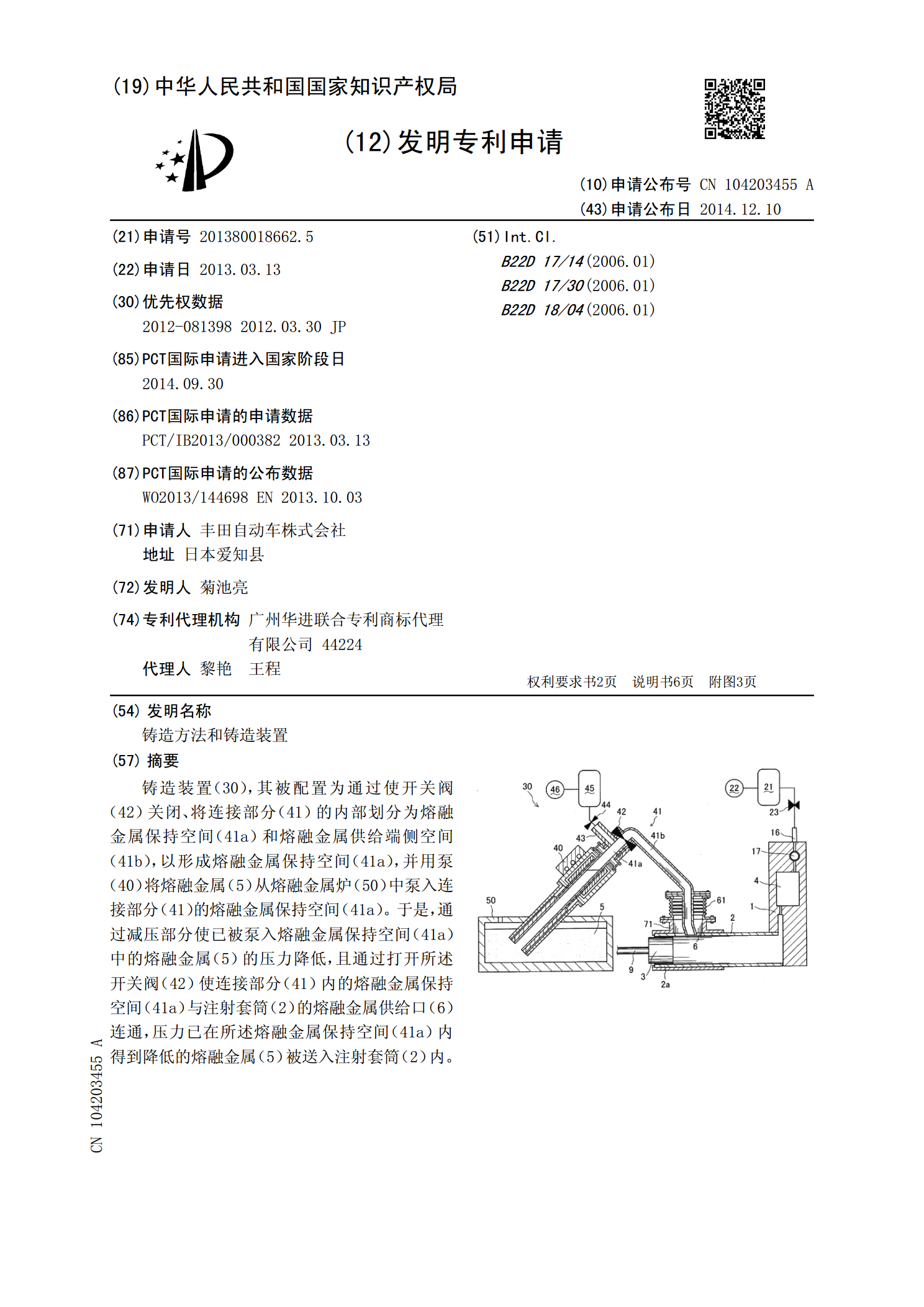
铸造装置(30),其被配置为通过使开关阀(42)关闭、将连接部分(41)的内部划分为熔融金属保持空间(41a)和熔融金属供给端侧空间(41b),以形成熔融金属保持空间(41a),并用泵(40)将熔融金属(5)从熔融金属炉(50)中泵入连接部分(41)的熔融金属保持空间(41a)。于是,通过减压部分使已被泵入熔融金属保持空间(41a)中的熔融金属(5)的压力降低,且通过打开所述开关阀(42)使连接部分(41)内的熔融金属保持空间(41a)与注射套筒(2)的熔融金属供给口(6)连通,压力已在所述熔融金属保持空