
用于调节铸造模具或工件冷却速度的调节装置及方法.pdf

文库****坚白

1/8

2/8
3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于调节铸造模具或工件冷却速度的调节装置及方法.pdf
本发明公开了用于调节铸造模具或工件冷却速度的调节装置及方法,该装置包括底座,用于支撑铸造模具或工件;温度调节罩,与底座配合以罩住铸造模具或工件,温度调节罩上设有开口,开口上设有可相对开口打开的盖板;温度检测元件,穿过温度调节罩以测量铸造模具或工件的温度,在温度调节罩上设置开口与盖板,通过调整盖板可实现对温度调节罩上开口敞口面积的调整,从而实现对模具或工件冷却速度的调整;通过不同的外界环境温度,可选择合适的温度调节罩厚度,同时,冷却时间也根据外部温度的变化,有所调整,保证模具或工件在冷却过程中范围温度始终保
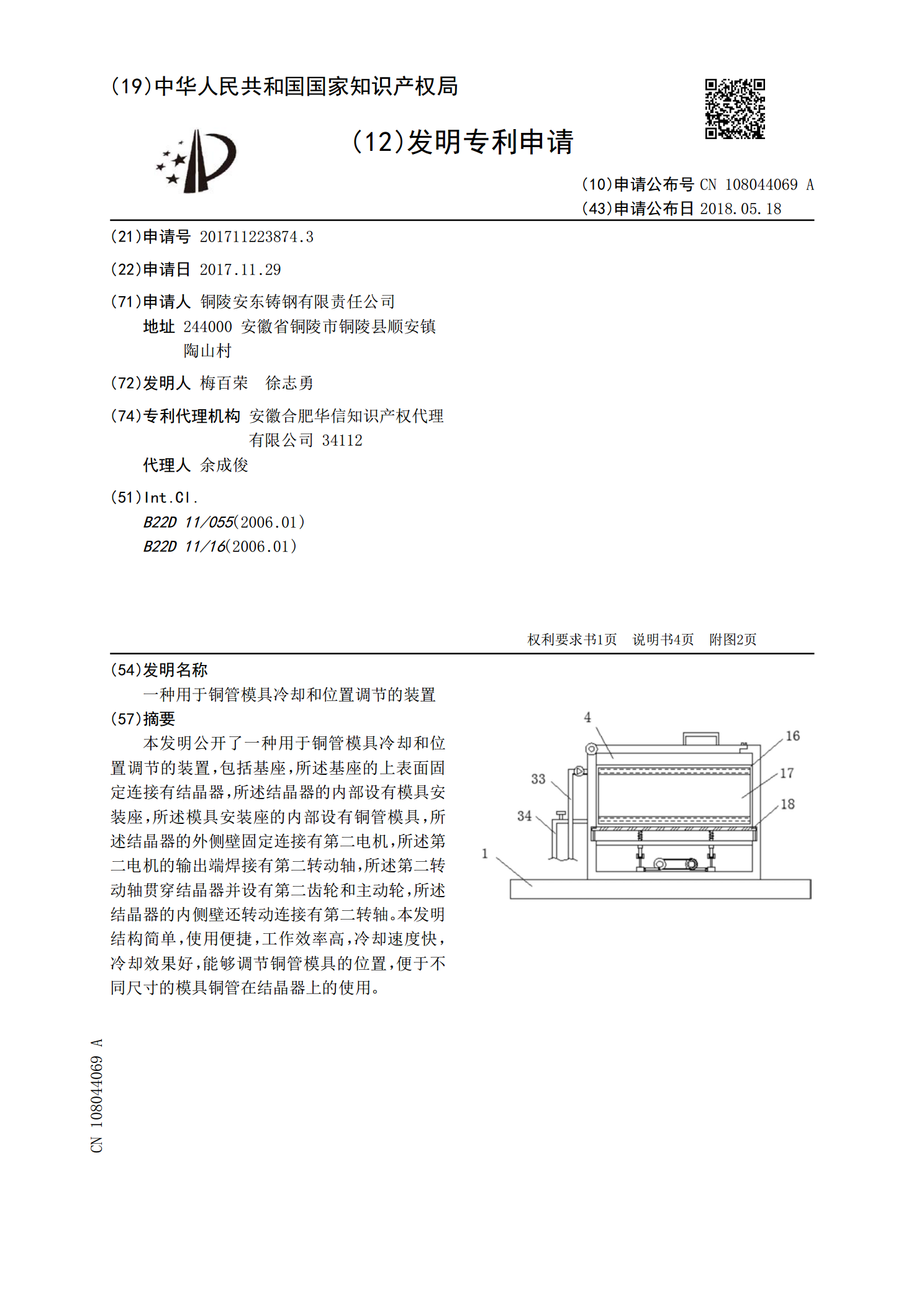
一种用于铜管模具冷却和位置调节的装置.pdf
本发明公开了一种用于铜管模具冷却和位置调节的装置,包括基座,所述基座的上表面固定连接有结晶器,所述结晶器的内部设有模具安装座,所述模具安装座的内部设有铜管模具,所述结晶器的外侧壁固定连接有第二电机,所述第二电机的输出端焊接有第二转动轴,所述第二转动轴贯穿结晶器并设有第二齿轮和主动轮,所述结晶器的内侧壁还转动连接有第二转轴。本发明结构简单,使用便捷,工作效率高,冷却速度快,冷却效果好,能够调节铜管模具的位置,便于不同尺寸的模具铜管在结晶器上的使用。
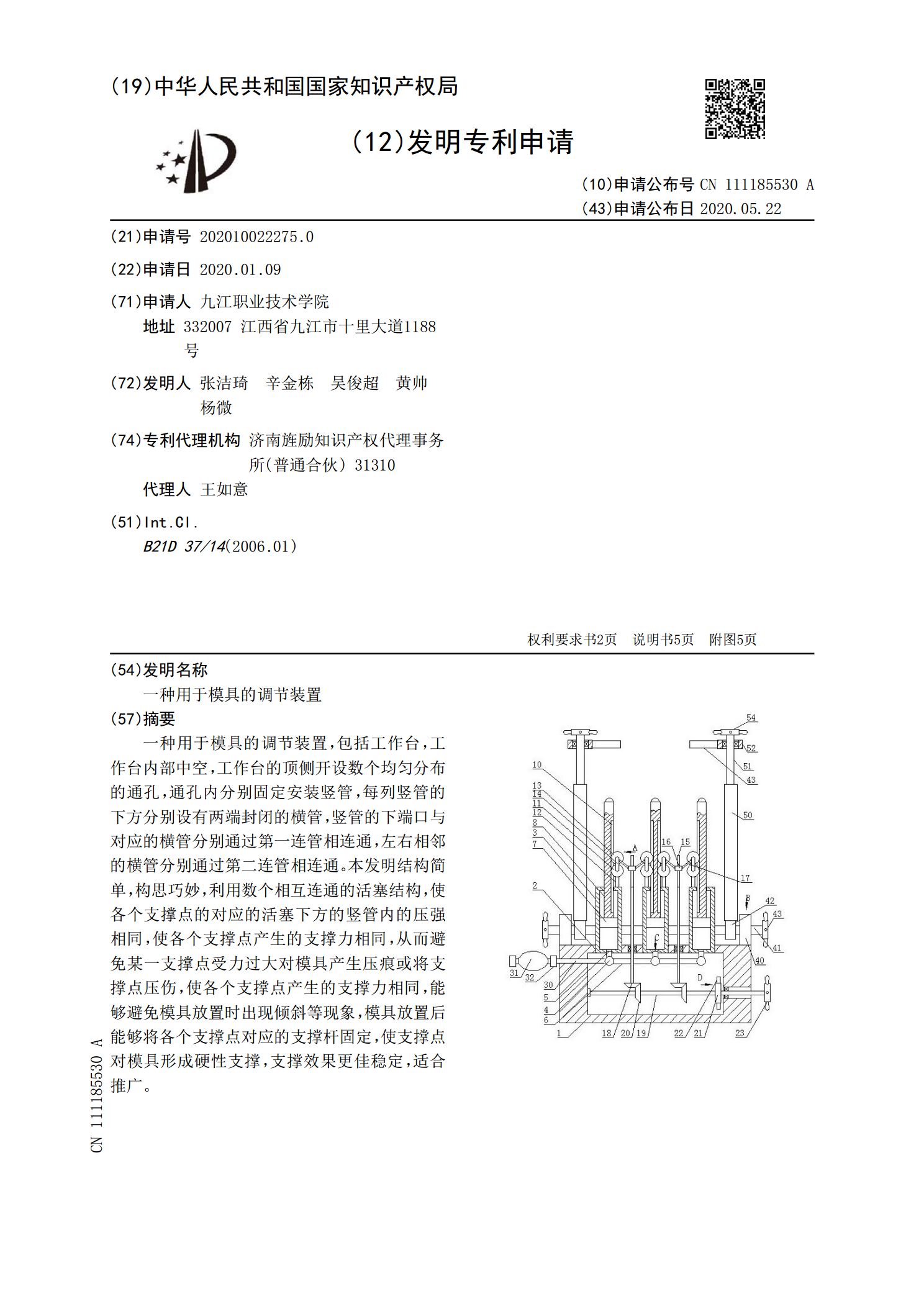
一种用于模具的调节装置.pdf
一种用于模具的调节装置,包括工作台,工作台内部中空,工作台的顶侧开设数个均匀分布的通孔,通孔内分别固定安装竖管,每列竖管的下方分别设有两端封闭的横管,竖管的下端口与对应的横管分别通过第一连管相连通,左右相邻的横管分别通过第二连管相连通。本发明结构简单,构思巧妙,利用数个相互连通的活塞结构,使各个支撑点的对应的活塞下方的竖管内的压强相同,使各个支撑点产生的支撑力相同,从而避免某一支撑点受力过大对模具产生压痕或将支撑点压伤,使各个支撑点产生的支撑力相同,能够避免模具放置时出现倾斜等现象,模具放置后能够将各个支
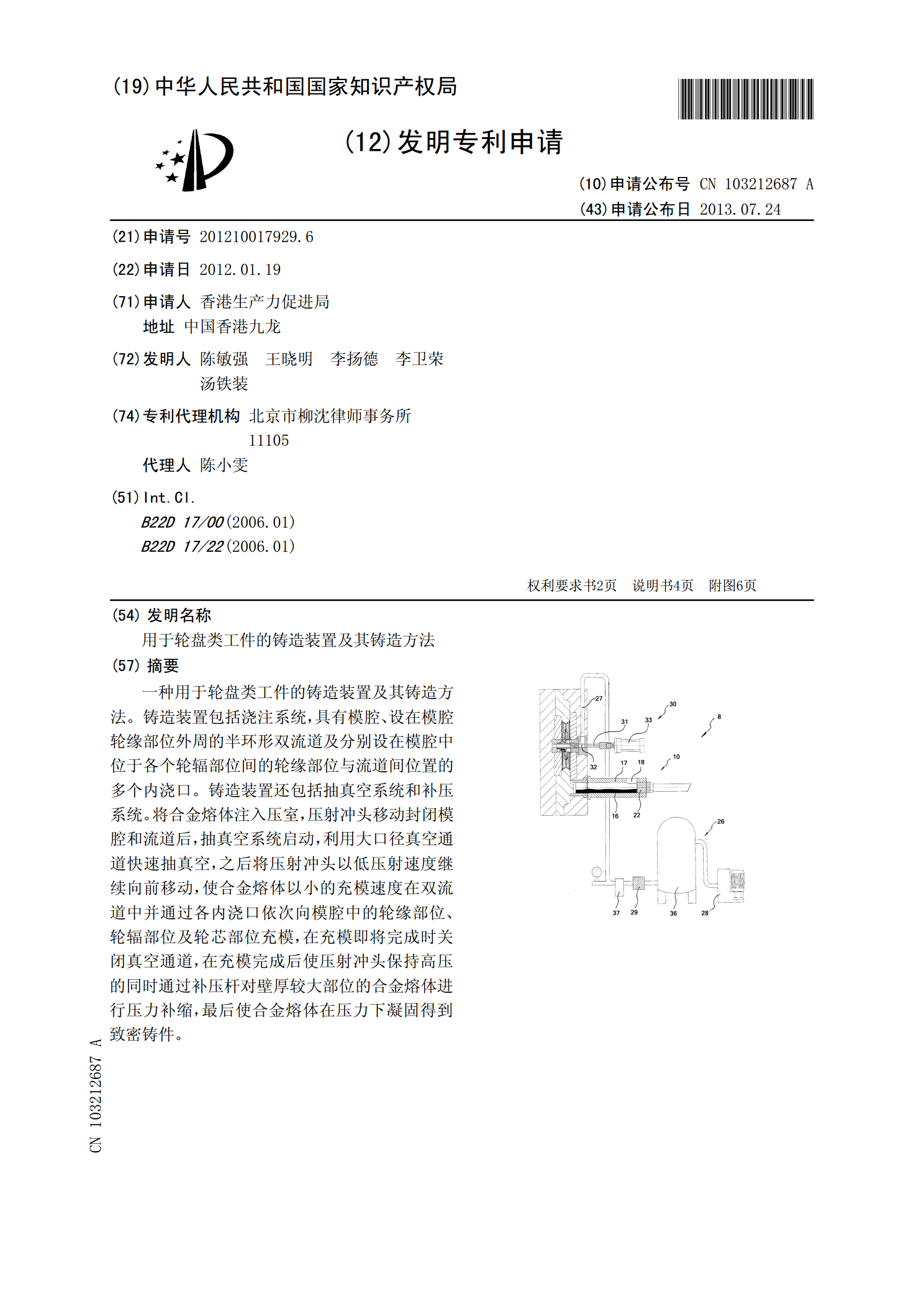
用于轮盘类工件的铸造装置及其铸造方法.pdf
一种用于轮盘类工件的铸造装置及其铸造方法。铸造装置包括浇注系统,具有模腔、设在模腔轮缘部位外周的半环形双流道及分别设在模腔中位于各个轮辐部位间的轮缘部位与流道间位置的多个内浇口。铸造装置还包括抽真空系统和补压系统。将合金熔体注入压室,压射冲头移动封闭模腔和流道后,抽真空系统启动,利用大口径真空通道快速抽真空,之后将压射冲头以低压射速度继续向前移动,使合金熔体以小的充模速度在双流道中并通过各内浇口依次向模腔中的轮缘部位、轮辐部位及轮芯部位充模,在充模即将完成时关闭真空通道,在充模完成后使压射冲头保持高压的同
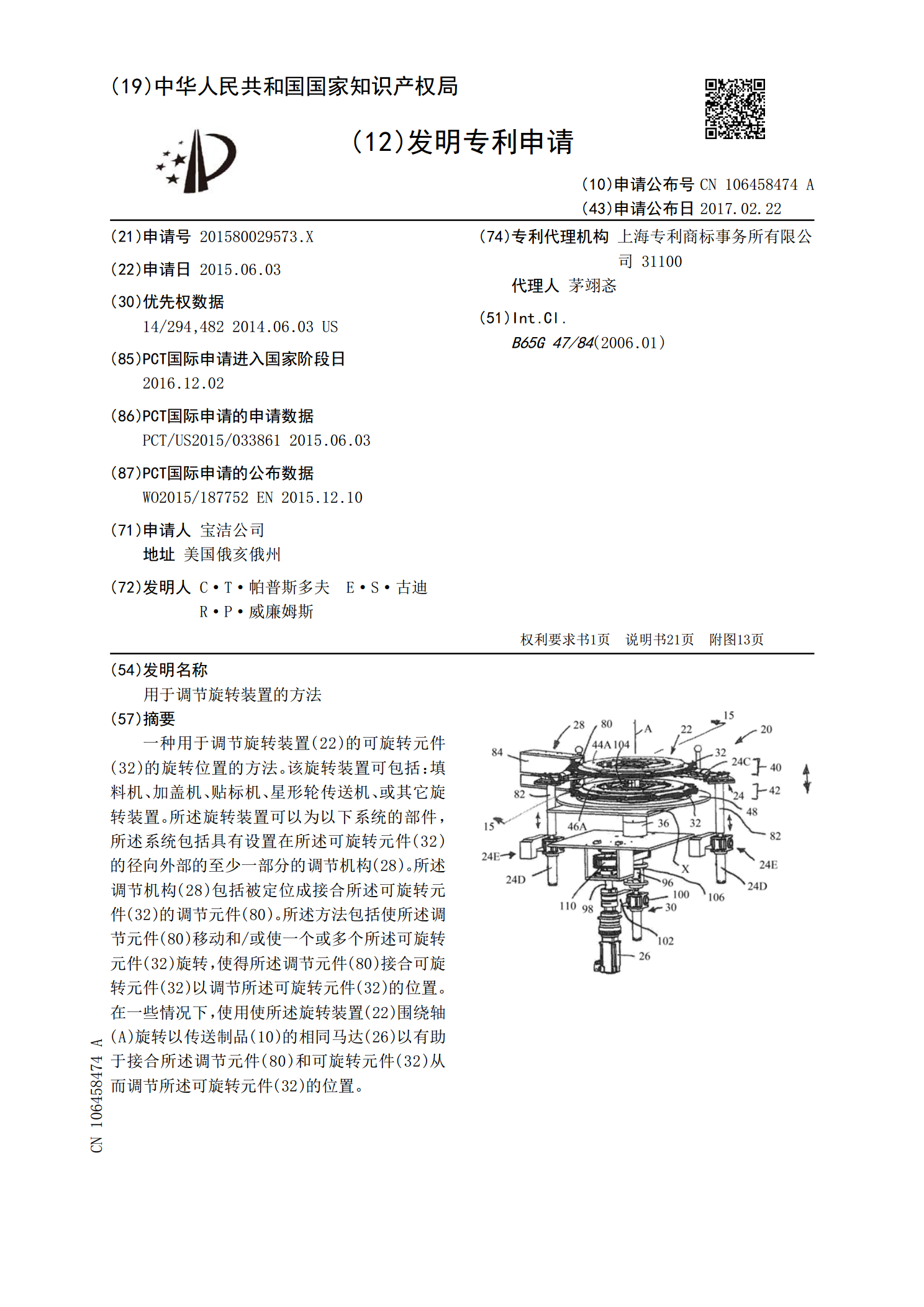
用于调节旋转装置的方法.pdf
一种用于调节旋转装置(22)的可旋转元件(32)的旋转位置的方法。该旋转装置可包括:填料机、加盖机、贴标机、星形轮传送机、或其它旋转装置。所述旋转装置可以为以下系统的部件,所述系统包括具有设置在所述可旋转元件(32)的径向外部的至少一部分的调节机构(28)。所述调节机构(28)包括被定位成接合所述可旋转元件(32)的调节元件(80)。所述方法包括使所述调节元件(80)移动和/或使一个或多个所述可旋转元件(32)旋转,使得所述调节元件(80)接合可旋转元件(32)以调节所述可旋转元件(32)的位置。在一些情