
用于汽车线束生产线的治具板自动换面装置.pdf

子安****吖吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于汽车线束生产线的治具板自动换面装置.pdf
本发明涉及一种用于汽车线束生产线的治具板自动换面装置,生产线设有条形工作台,驱动链轮,链条,治具板,移载小车,特征是治具板通过与转盘轴承共中心的直线轴承连接升降杆,升降杆下端与设于工作台的斜面体滚动接触,升降杆上端固接传递杆中部,传递杆两端分别固接治具板定位销;还分别固接传动杠杆的一端;传动杠杆的另一端连接插装在一导向滑槽内的竖直导向杆;导向滑槽为V形槽,其设置符合公式:r1=r0+L1;r1/2轮半径,r1为滑槽圆的半径,θ1,θ2分别为进口斜槽段及出口斜槽段角度。本发明优点:治具板自动换面。
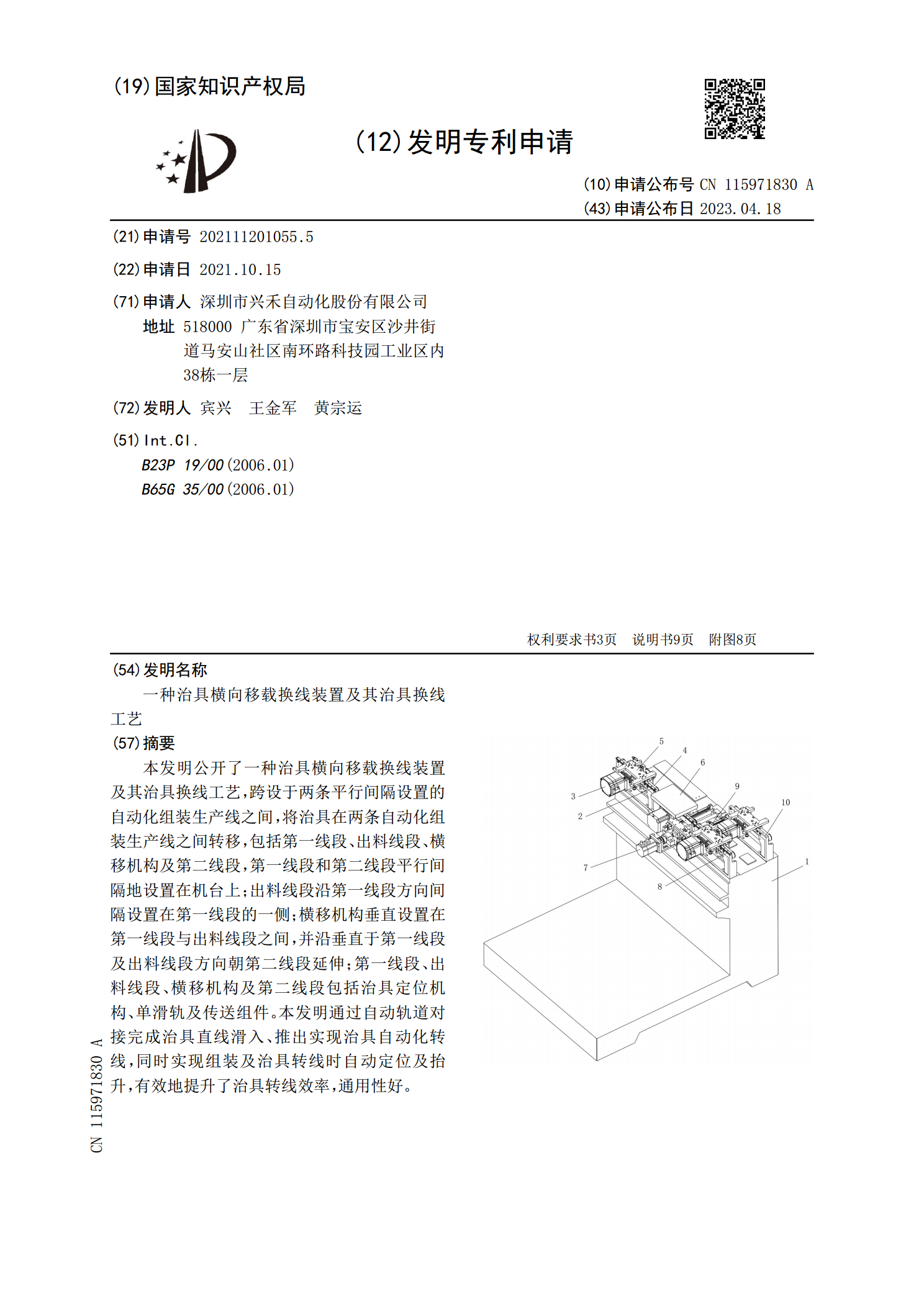
一种治具横向移载换线装置及其治具换线工艺.pdf
本发明公开了一种治具横向移载换线装置及其治具换线工艺,跨设于两条平行间隔设置的自动化组装生产线之间,将治具在两条自动化组装生产线之间转移,包括第一线段、出料线段、横移机构及第二线段,第一线段和第二线段平行间隔地设置在机台上;出料线段沿第一线段方向间隔设置在第一线段的一侧;横移机构垂直设置在第一线段与出料线段之间,并沿垂直于第一线段及出料线段方向朝第二线段延伸;第一线段、出料线段、横移机构及第二线段包括治具定位机构、单滑轨及传送组件。本发明通过自动轨道对接完成治具直线滑入、推出实现治具自动化转线,同时实现组
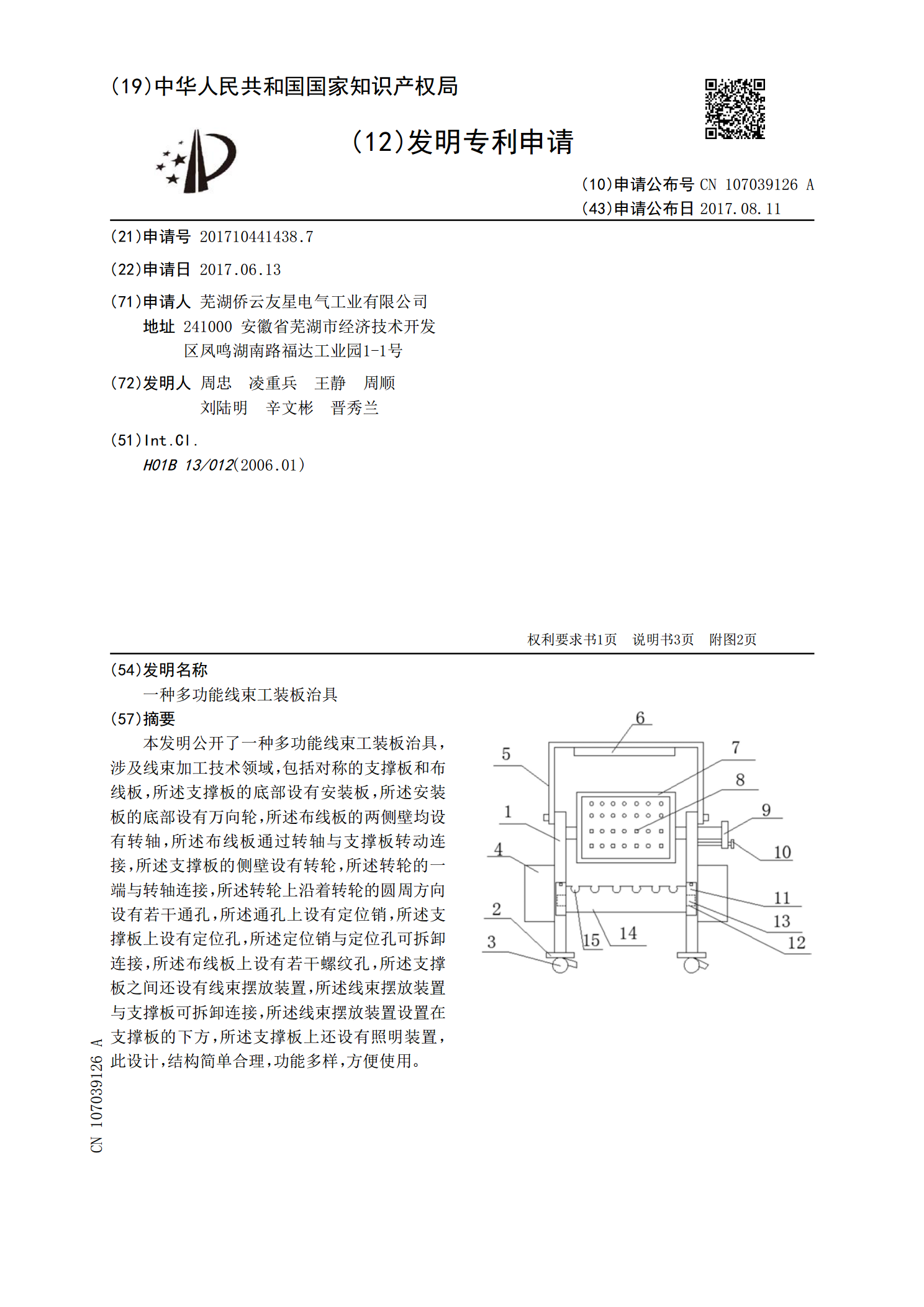
一种多功能线束工装板治具.pdf
本发明公开了一种多功能线束工装板治具,涉及线束加工技术领域,包括对称的支撑板和布线板,所述支撑板的底部设有安装板,所述安装板的底部设有万向轮,所述布线板的两侧壁均设有转轴,所述布线板通过转轴与支撑板转动连接,所述支撑板的侧壁设有转轮,所述转轮的一端与转轴连接,所述转轮上沿着转轮的圆周方向设有若干通孔,所述通孔上设有定位销,所述支撑板上设有定位孔,所述定位销与定位孔可拆卸连接,所述布线板上设有若干螺纹孔,所述支撑板之间还设有线束摆放装置,所述线束摆放装置与支撑板可拆卸连接,所述线束摆放装置设置在支撑板的下方
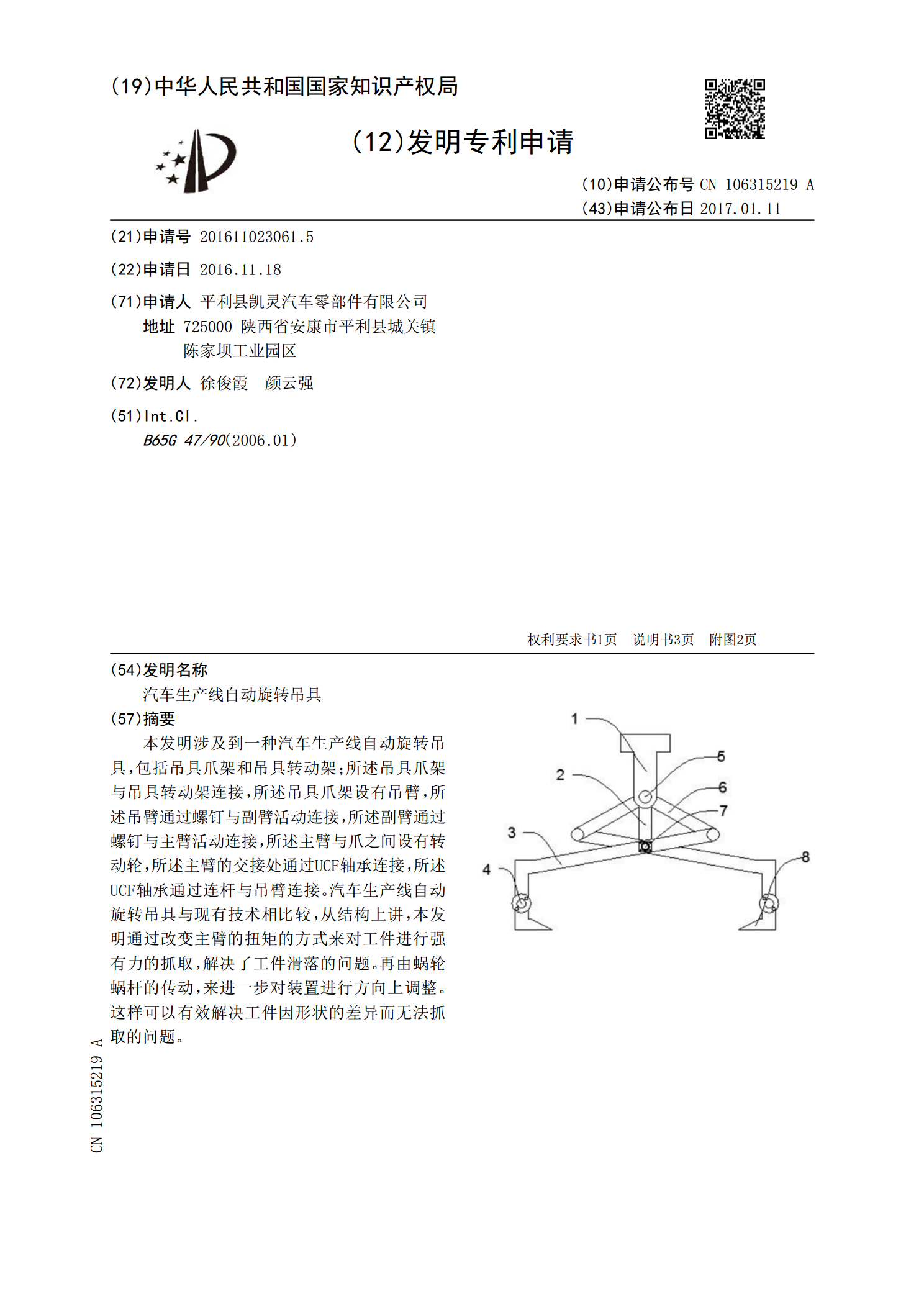
汽车生产线自动旋转吊具.pdf
本发明涉及到一种汽车生产线自动旋转吊具,包括吊具爪架和吊具转动架;所述吊具爪架与吊具转动架连接,所述吊具爪架设有吊臂,所述吊臂通过螺钉与副臂活动连接,所述副臂通过螺钉与主臂活动连接,所述主臂与爪之间设有转动轮,所述主臂的交接处通过UCF轴承连接,所述UCF轴承通过连杆与吊臂连接。汽车生产线自动旋转吊具与现有技术相比较,从结构上讲,本发明通过改变主臂的扭矩的方式来对工件进行强有力的抓取,解决了工件滑落的问题。再由蜗轮蜗杆的传动,来进一步对装置进行方向上调整。这样可以有效解决工件因形状的差异而无法抓取的问题。
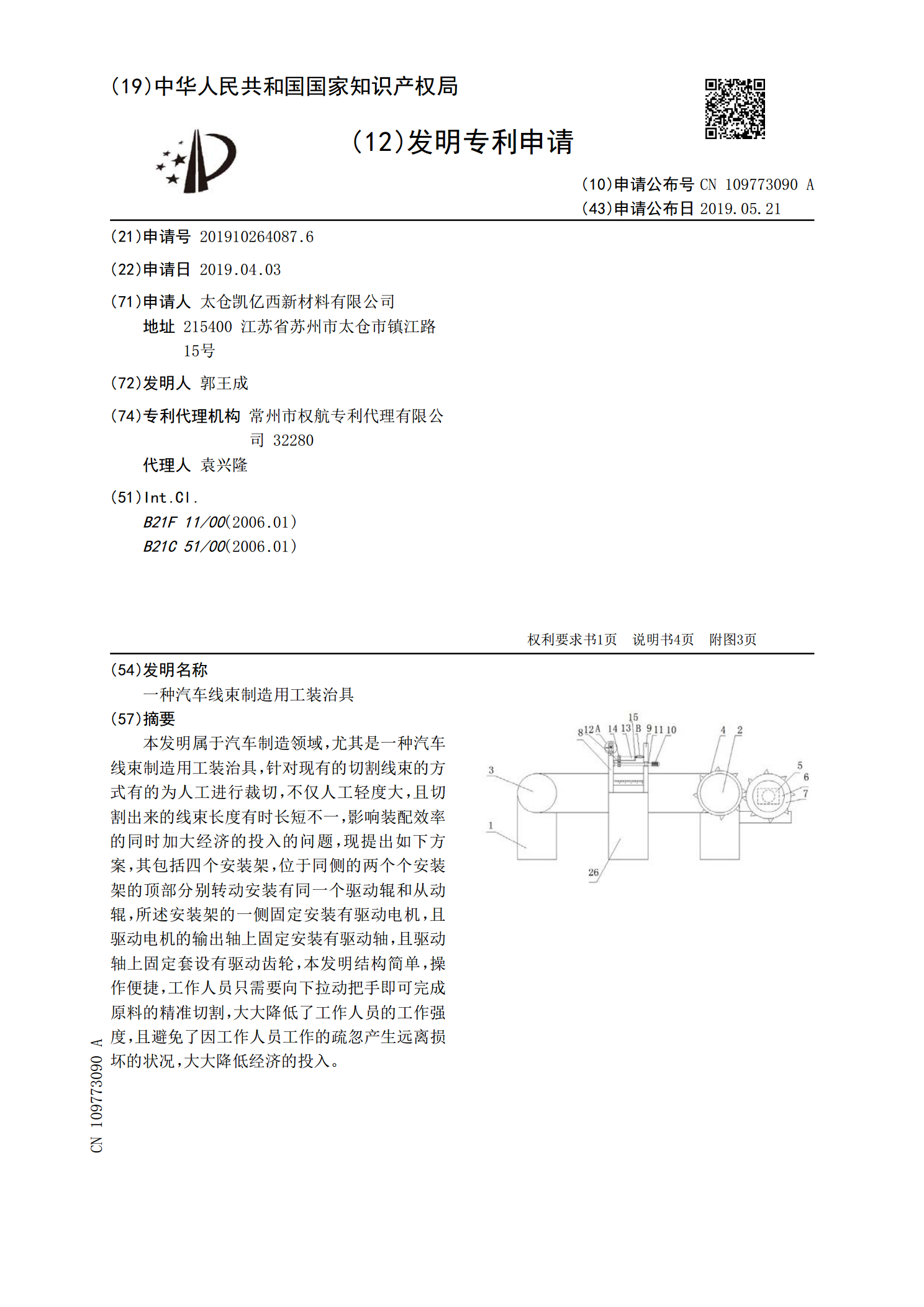
一种汽车线束制造用工装治具.pdf
本发明属于汽车制造领域,尤其是一种汽车线束制造用工装治具,针对现有的切割线束的方式有的为人工进行裁切,不仅人工轻度大,且切割出来的线束长度有时长短不一,影响装配效率的同时加大经济的投入的问题,现提出如下方案,其包括四个安装架,位于同侧的两个个安装架的顶部分别转动安装有同一个驱动辊和从动辊,所述安装架的一侧固定安装有驱动电机,且驱动电机的输出轴上固定安装有驱动轴,且驱动轴上固定套设有驱动齿轮,本发明结构简单,操作便捷,工作人员只需要向下拉动把手即可完成原料的精准切割,大大降低了工作人员的工作强度,且避免了因