
一种涡轮增压器压气机蜗壳的制备方法.pdf

是你****枝呀


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮增压器压气机蜗壳的制备方法.pdf
本发明涉及一种涡轮增压器压气机蜗壳的制备方法,属于合金材料技术领域。该制备方法包括配料,熔炼,变质、除渣、除气精炼,金属型重力铸造和热处理。本发明涡轮增压器压气机蜗壳合理设计合金材料中合金元素的添加时间,采用金属型重力铸造工艺以及固溶处理和时效处理结合的T6热处理,使其机械性能高,切削加工性能好,抗拉强度达295MPa,伸长率4%,布氏硬度90HBS,韧性比传统材料高25%,满足主机配套要求的安全性及可靠性。

一种涡轮增压器压气机蜗壳.pdf
本发明涉及一种涡轮增压器压气机蜗壳,属于合金材料技术领域。该涡轮增压器压气机蜗壳主要由以下质量百分比的成分组成:Si:6.5%-7.5%、Mg:0.25%-0.45%、Ti:0.12%-0.15%、La:0.4%-0.7%、Mn:≤0.35%、Cu:≤0.2%、Zn:≤0.3%、Fe:≤0.2%、Sn:≤0.01%、Pb:≤0.03%,杂质元素总含量≤0.1%,余量为铝。其制备方法包括配料,熔炼,变质、除渣、除气精炼,金属型重力铸造和热处理。本发明涡轮增压器压气机蜗壳配伍合理,使涡轮增压器压气机蜗壳机械性
带有降噪功能的涡轮增压器压气机蜗壳.pdf
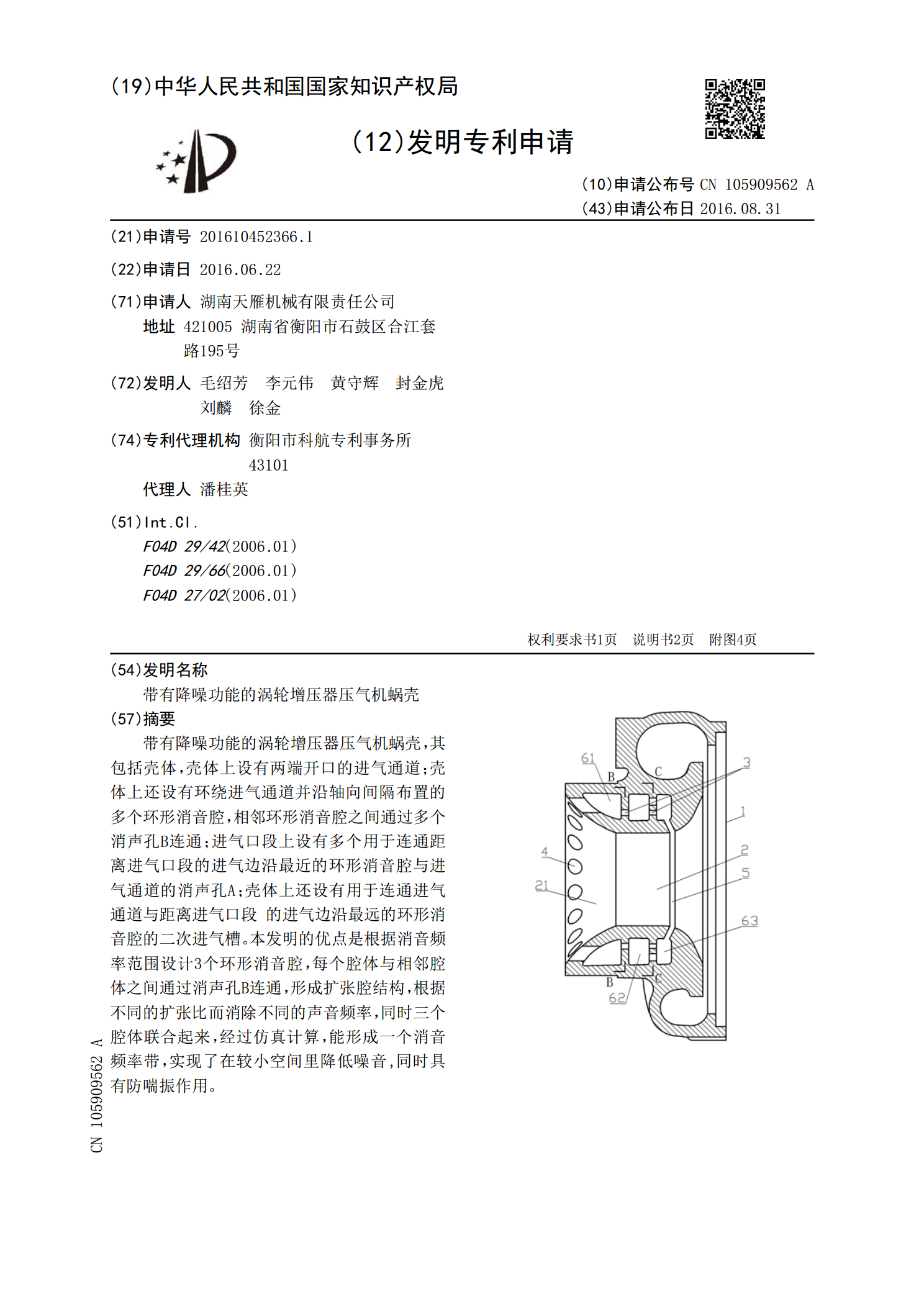
带有降噪功能的涡轮增压器压气机蜗壳,其包括壳体,壳体上设有两端开口的进气通道;壳体上还设有环绕进气通道并沿轴向间隔布置的多个环形消音腔,相邻环形消音腔之间通过多个消声孔B连通;进气口段上设有多个用于连通距离进气口段的进气边沿最近的环形消音腔与进气通道的消声孔A;壳体上还设有用于连通进气通道与距离进气口段的进气边沿最远的环形消音腔的二次进气槽。本发明的优点是根据消音频率范围设计3个环形消音腔,每个腔体与相邻腔体之间通过消声孔B连通,形成扩张腔结构,根据不同的扩张比而消除不同的声音频率,同时三个腔体联合起来
分体式涡轮增压器压气机蜗壳.pdf
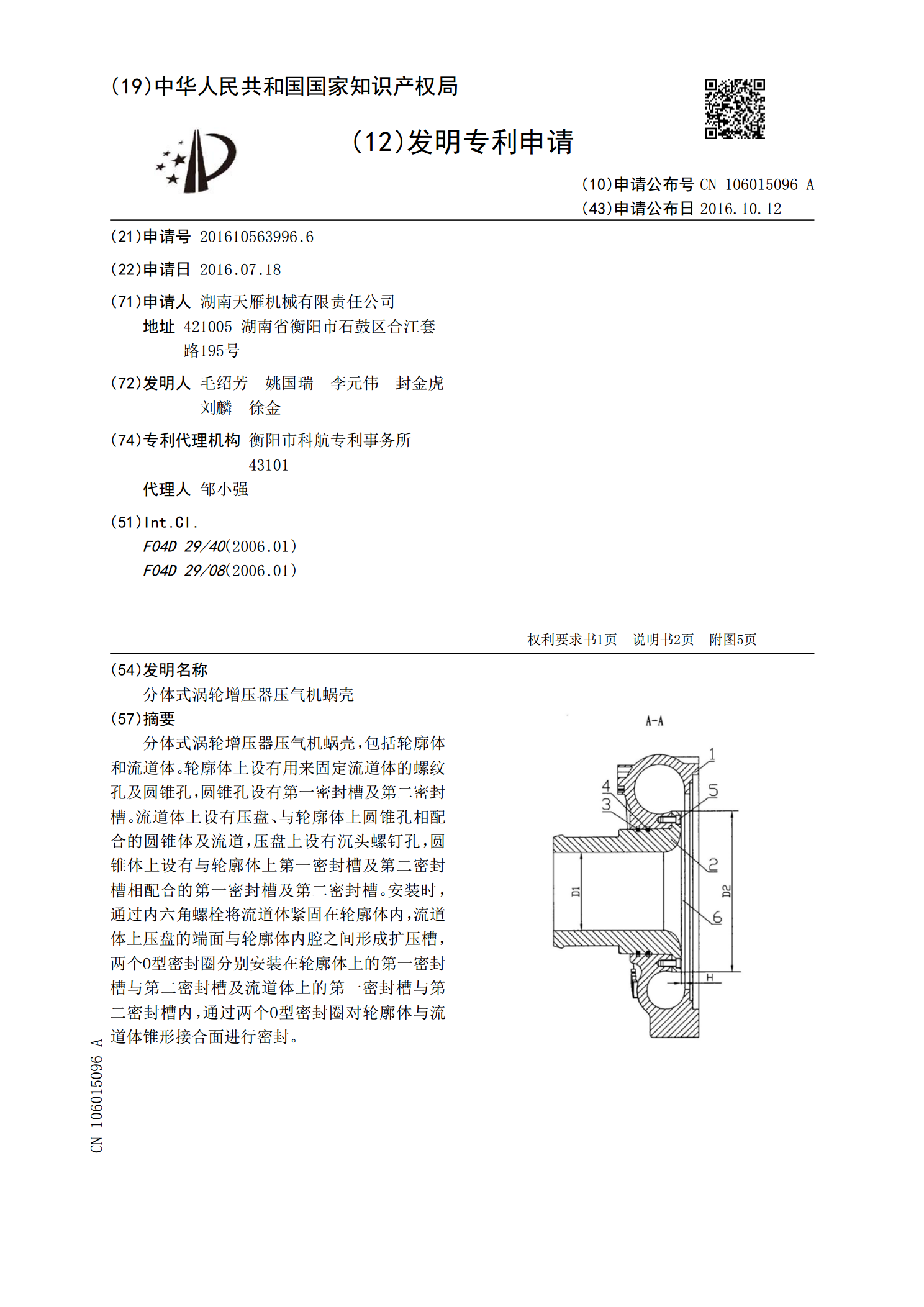
分体式涡轮增压器压气机蜗壳,包括轮廓体和流道体。轮廓体上设有用来固定流道体的螺纹孔及圆锥孔,圆锥孔设有第一密封槽及第二密封槽。流道体上设有压盘、与轮廓体上圆锥孔相配合的圆锥体及流道,压盘上设有沉头螺钉孔,圆锥体上设有与轮廓体上第一密封槽及第二密封槽相配合的第一密封槽及第二密封槽。安装时,通过内六角螺栓将流道体紧固在轮廓体内,流道体上压盘的端面与轮廓体内腔之间形成扩压槽,两个O型密封圈分别安装在轮廓体上的第一密封槽与第二密封槽及流道体上的第一密封槽与第二密封槽内,通过两个O型密封圈对轮廓体与流道体锥形接合面

防喘振的涡轮增压器压气机蜗壳结构.pdf
一种防喘振的涡轮增压器压气机蜗壳结构,压气机蜗壳进气通道的一端为锥形进气口,进气通道的另一端为与叶轮弧形叶片外轮廓相配的弧形端,在进气通道与弧形端接缘处的内壁设有环形导流腔。使用时,叶轮安装在压气机蜗壳的弧形端处,叶轮主叶片的前缘端处在环形导流腔腔内的中部。当气流扰动沿叶轮轮毂线向叶轮进口处传播抵达叶轮主叶片前缘时,一部分进气周向畸变涡旋进入导流腔,让流场畸变向叶轮本体外转移,减小叶轮进口处气流的扰动畸变,防止其进一步向叶轮内传播,通过改变叶轮进口处的进气气流角,从而抑制气流流场在压气机进气端处的畸变,增