
一种圆盘剪刀磨削方法.pdf

小琛****82


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆盘剪刀磨削方法.pdf
一种圆盘剪刀磨削方法,属于冶金机械维修领域,其特征是磨床采用80#砂轮对圆盘剪刀进行粗磨1小时;采用150#砂轮对圆盘剪刀进行精磨和抛光至粗糙度是0.1um。本发明可以提高圆盘剪刀磨削精度,保证在纵切配刀时正常分条切边,提高带钢产品质量。
一种修枝剪刀片的磨削方法.pdf
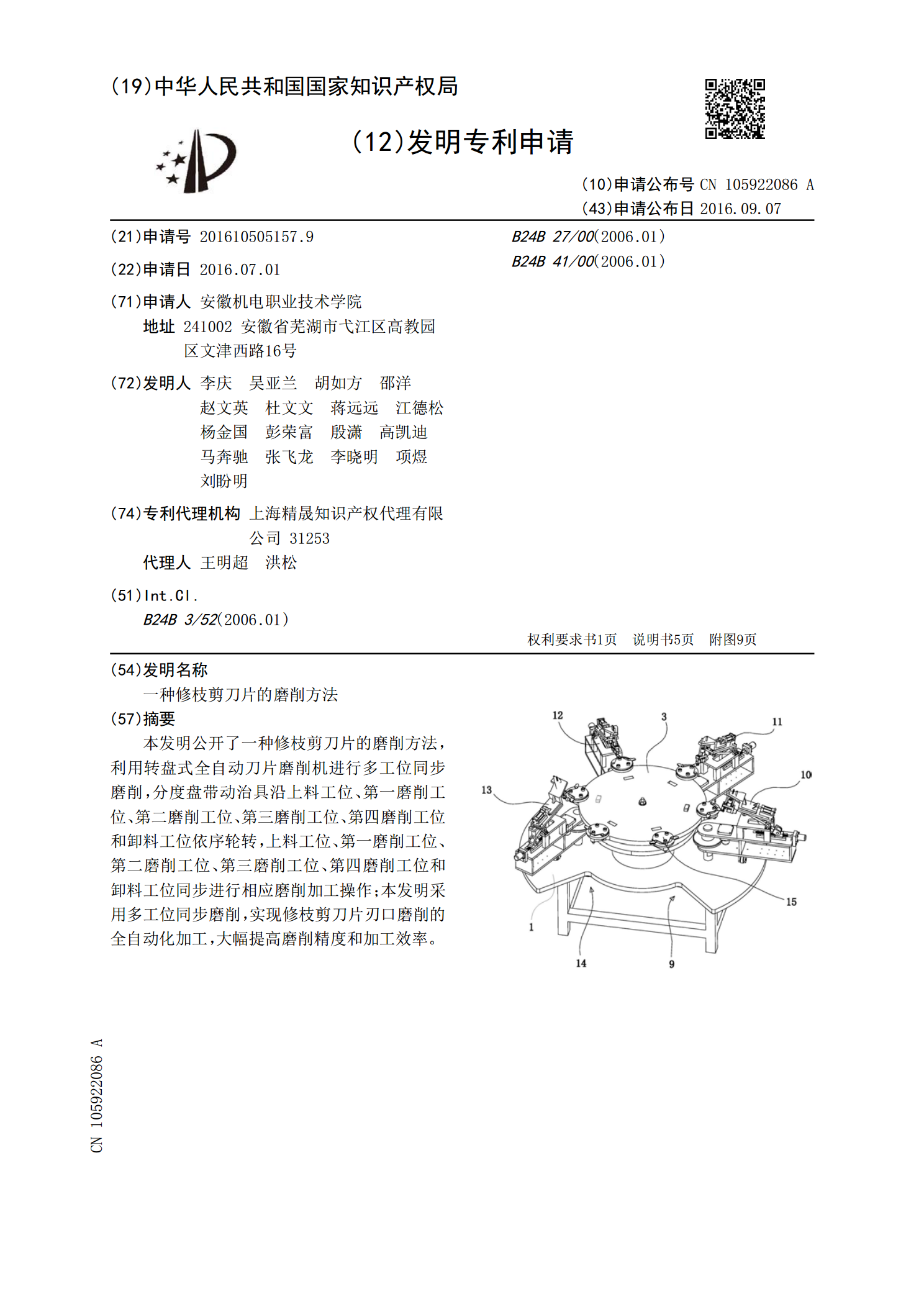
本发明公开了一种修枝剪刀片的磨削方法,利用转盘式全自动刀片磨削机进行多工位同步磨削,分度盘带动治具沿上料工位、第一磨削工位、第二磨削工位、第三磨削工位、第四磨削工位和卸料工位依序轮转,上料工位、第一磨削工位、第二磨削工位、第三磨削工位、第四磨削工位和卸料工位同步进行相应磨削加工操作;本发明采用多工位同步磨削,实现修枝剪刀片刃口磨削的全自动化加工,大幅提高磨削精度和加工效率。
一种圆盘剪刀盘间隙调整方法及装置.pdf
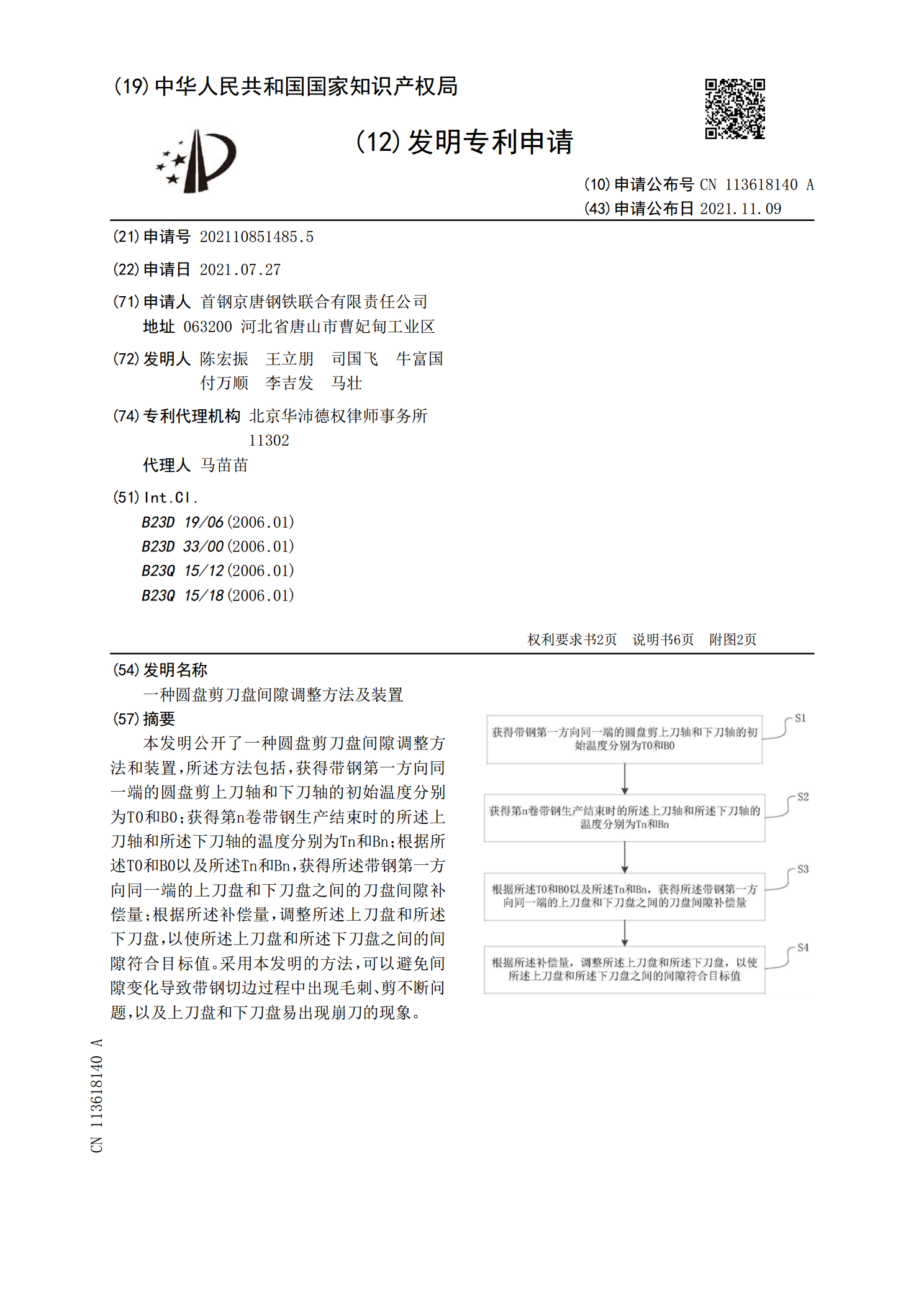
本发明公开了一种圆盘剪刀盘间隙调整方法和装置,所述方法包括,获得带钢第一方向同一端的圆盘剪上刀轴和下刀轴的初始温度分别为T0和B0;获得第n卷带钢生产结束时的所述上刀轴和所述下刀轴的温度分别为Tn和Bn;根据所述T0和B0以及所述Tn和Bn,获得所述带钢第一方向同一端的上刀盘和下刀盘之间的刀盘间隙补偿量;根据所述补偿量,调整所述上刀盘和所述下刀盘,以使所述上刀盘和所述下刀盘之间的间隙符合目标值。采用本发明的方法,可以避免间隙变化导致带钢切边过程中出现毛刺、剪不断问题,以及上刀盘和下刀盘易出现崩刀的现象。
一种高精度圆盘滚剪刀片及其制造方法.pdf
本发明公开了一种高精度圆盘滚剪刀片及其制造方法,属于机械生产用刀具制造工艺领域,其解决了现有滚剪刀片加工质量精度低的问题。本发明的滚剪刀采用如下方法制造:步骤1,粗加工,留精加工余量0.40~0.60mm;步骤2,淬火,放入热油或者硝盐中至140℃取出;步骤3,深冷处理,在‑140℃~‑160℃环境中保温4‑6h;步骤4,回火,加热至500±10℃,保温3h,出炉,冷却至室温;步骤5,磨削加工;步骤6,抛光,抛光工件至尺寸公差在‑0.001mm,表面粗糙度<Ra0.07μm。本发明能有效提高滚剪刀片的各项
一种圆盘刀数控研磨机及其磨削方法.pdf
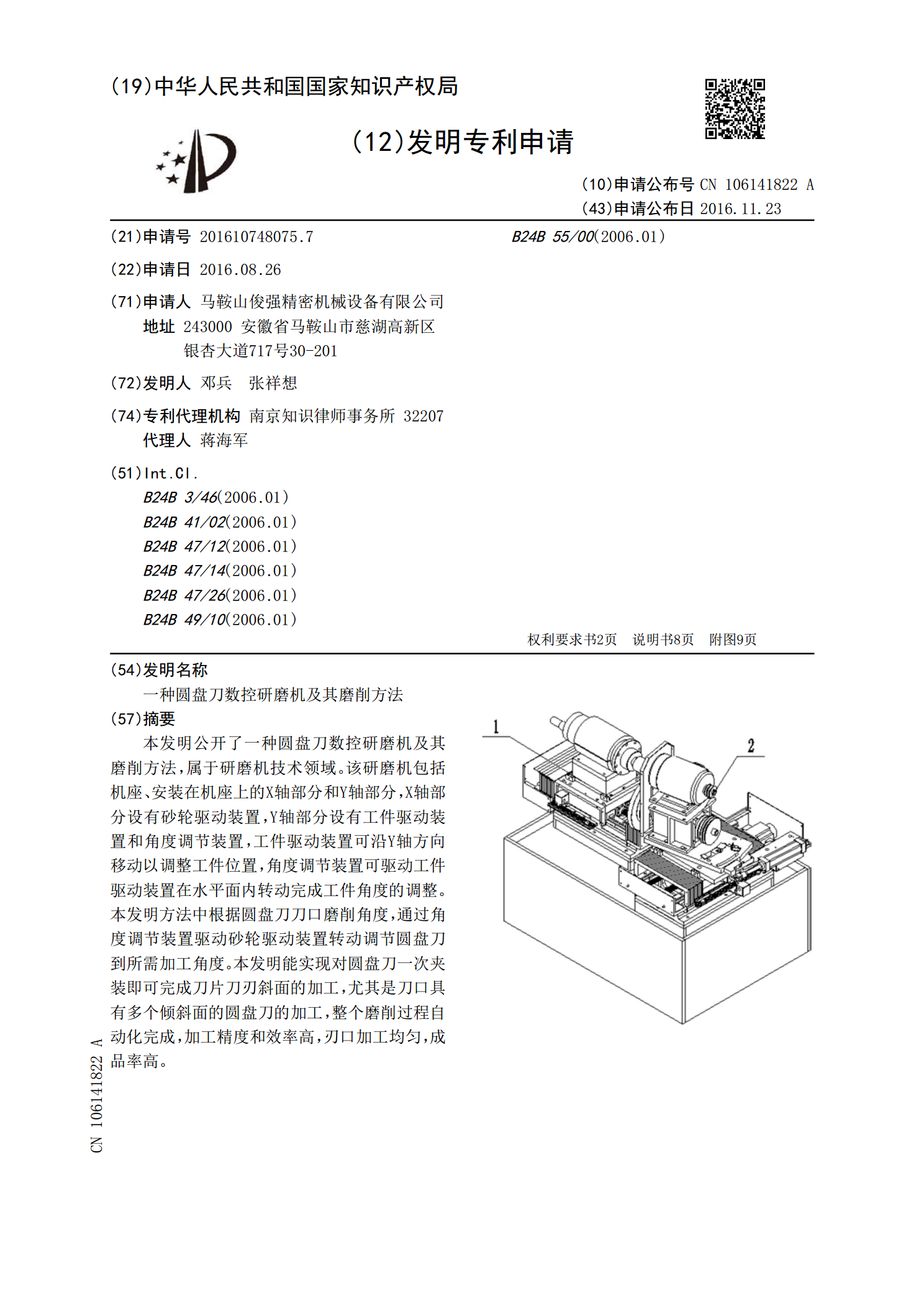
本发明公开了一种圆盘刀数控研磨机及其磨削方法,属于研磨机技术领域。该研磨机包括机座、安装在机座上的X轴部分和Y轴部分,X轴部分设有砂轮驱动装置,Y轴部分设有工件驱动装置和角度调节装置,工件驱动装置可沿Y轴方向移动以调整工件位置,角度调节装置可驱动工件驱动装置在水平面内转动完成工件角度的调整。本发明方法中根据圆盘刀刀口磨削角度,通过角度调节装置驱动砂轮驱动装置转动调节圆盘刀到所需加工角度。本发明能实现对圆盘刀一次夹装即可完成刀片刀刃斜面的加工,尤其是刀口具有多个倾斜面的圆盘刀的加工,整个磨削过程自动化完成,