
一种修枝剪刀片的磨削方法.pdf

俊凤****bb

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种修枝剪刀片的磨削方法.pdf
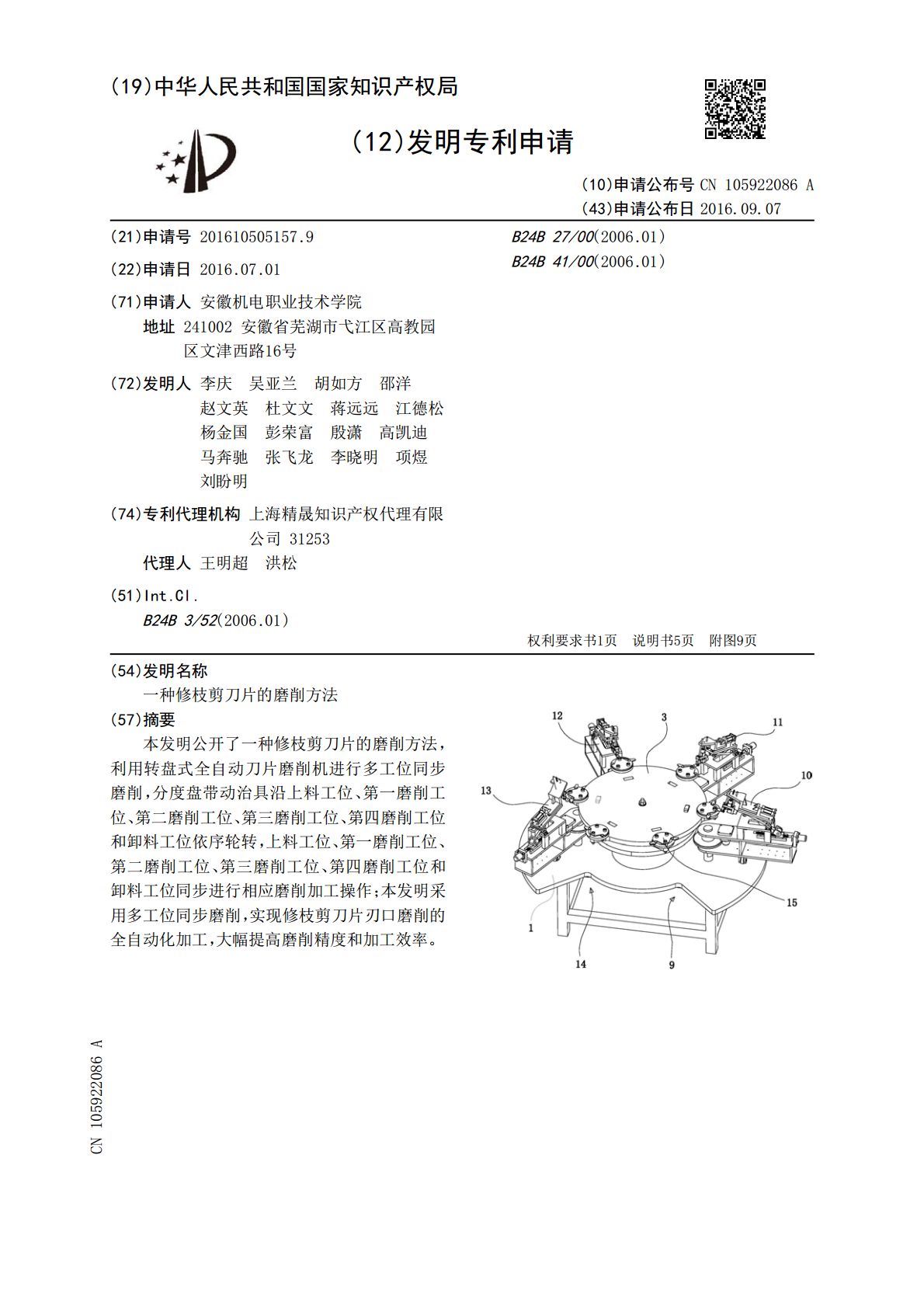
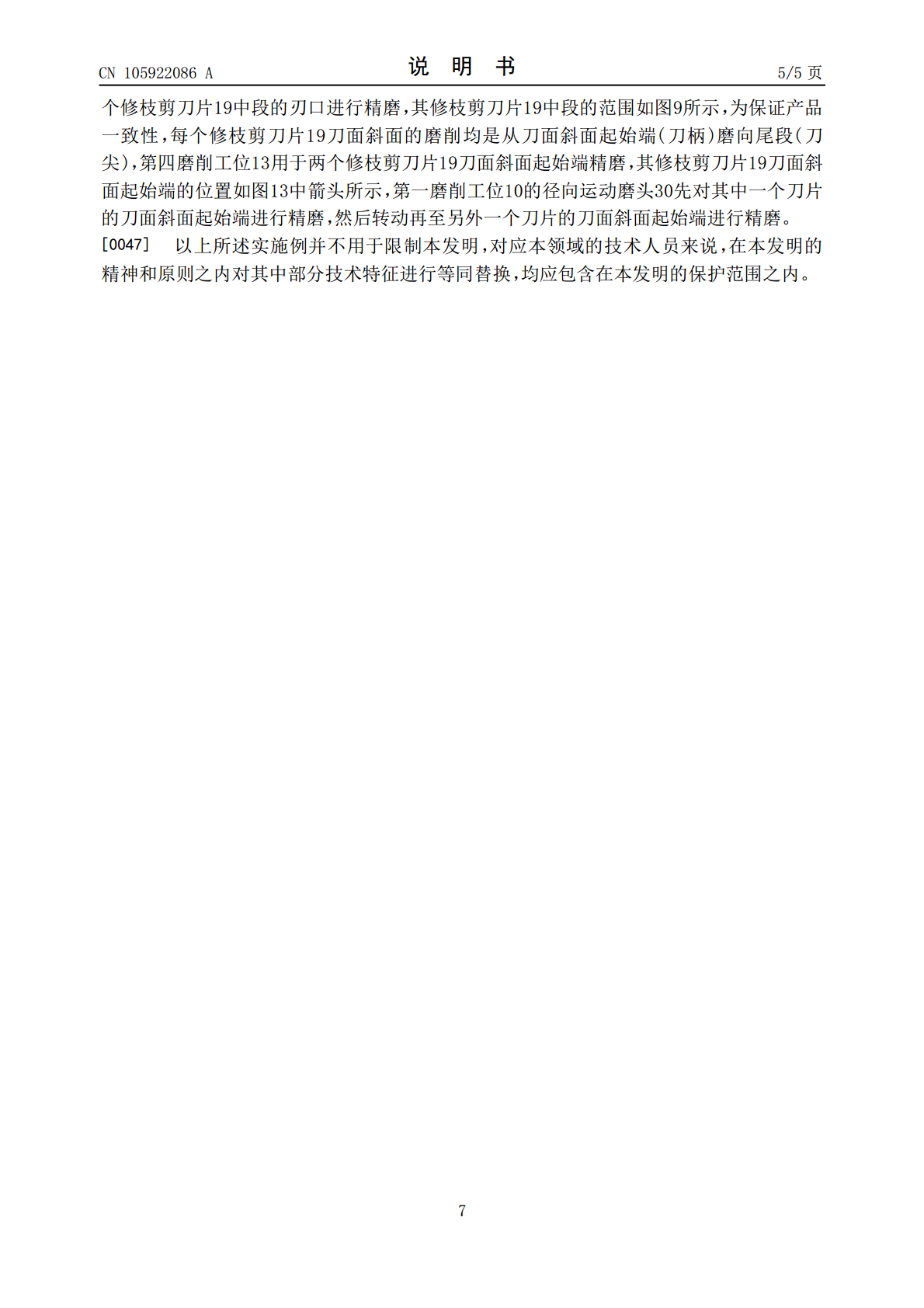
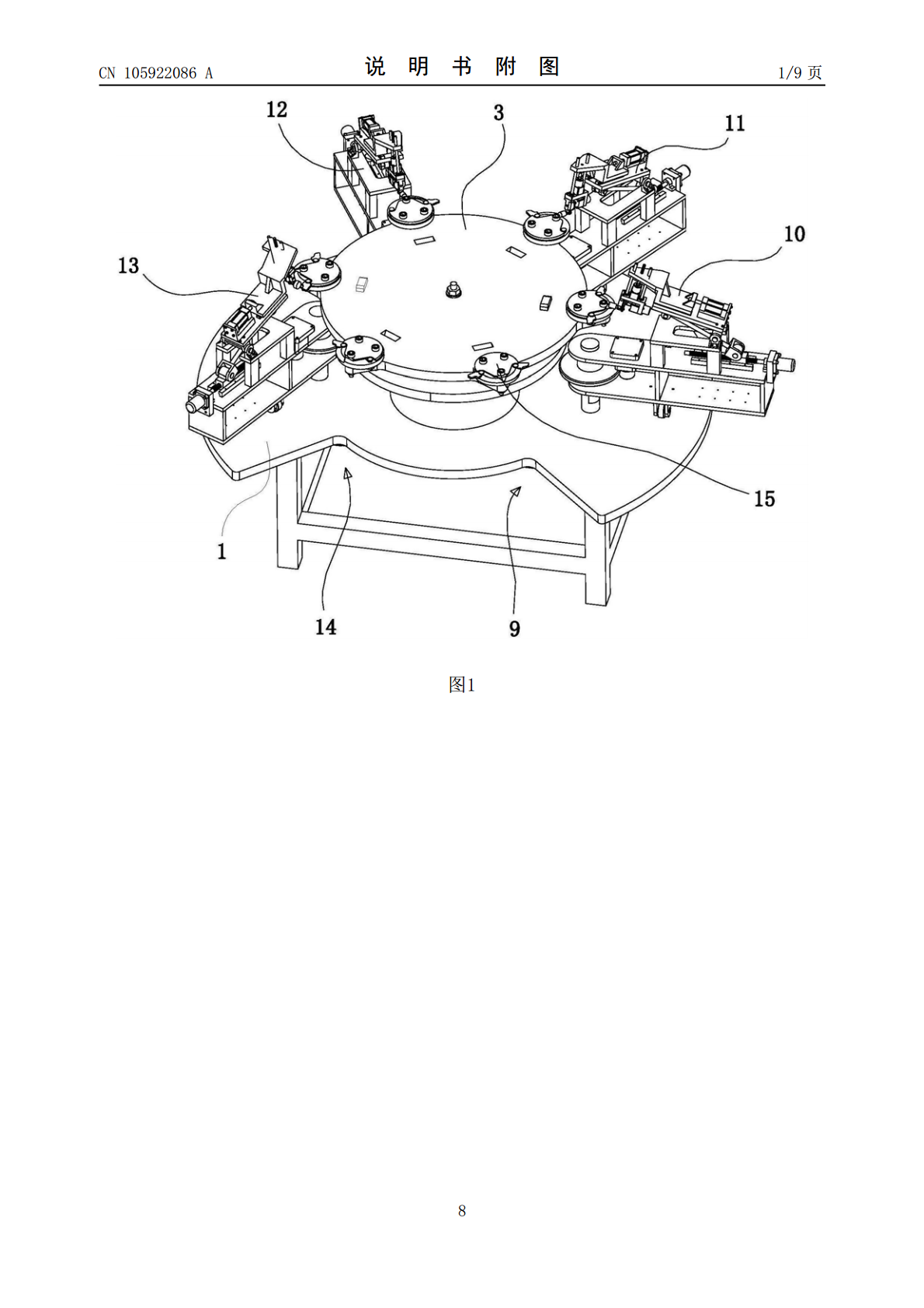
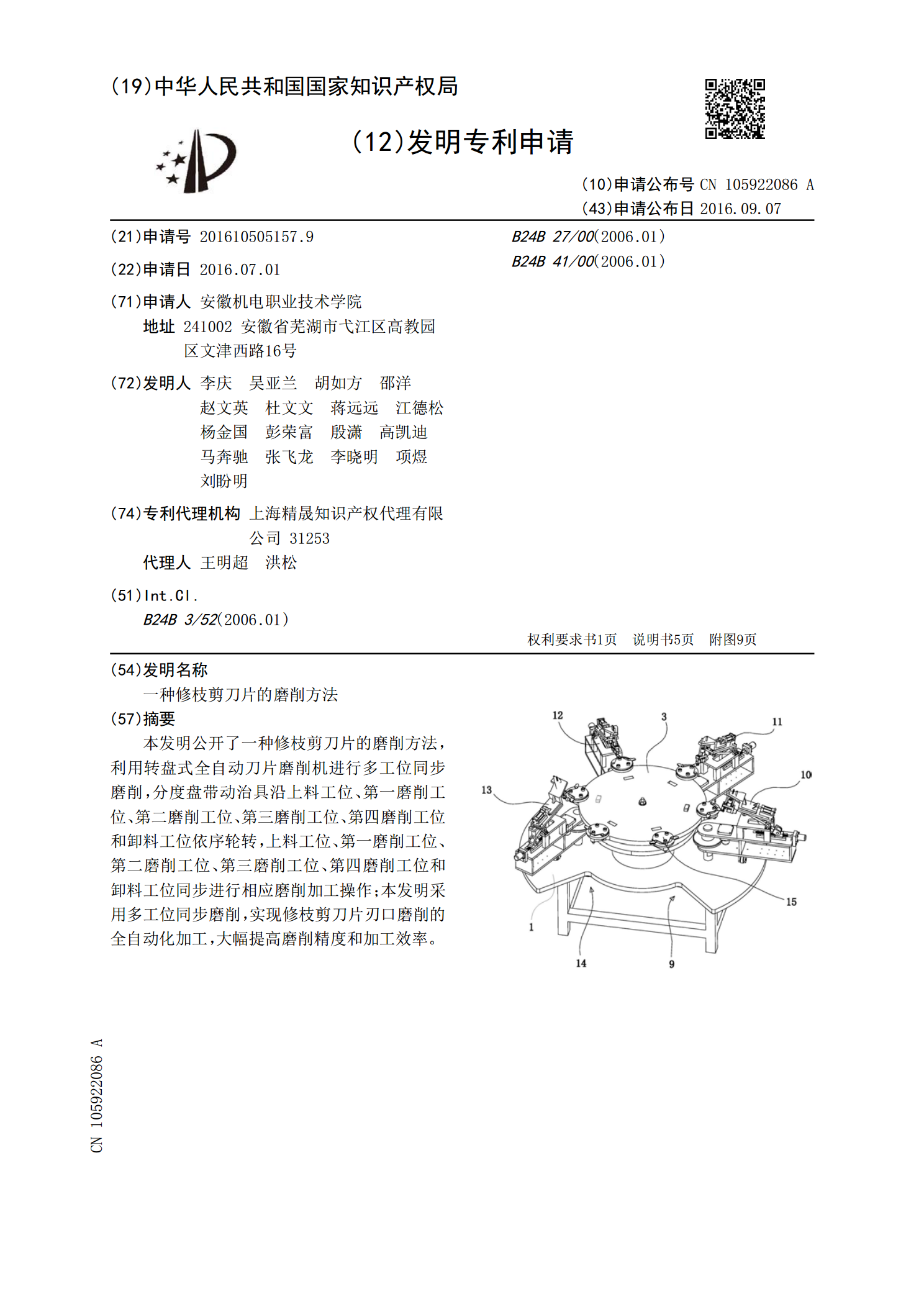
本发明公开了一种修枝剪刀片的磨削方法,利用转盘式全自动刀片磨削机进行多工位同步磨削,分度盘带动治具沿上料工位、第一磨削工位、第二磨削工位、第三磨削工位、第四磨削工位和卸料工位依序轮转,上料工位、第一磨削工位、第二磨削工位、第三磨削工位、第四磨削工位和卸料工位同步进行相应磨削加工操作;本发明采用多工位同步磨削,实现修枝剪刀片刃口磨削的全自动化加工,大幅提高磨削精度和加工效率。

一种玻璃刀滚轮刀片磨削方法.pdf
本发明公开了一种玻璃刀滚轮刀片磨削方法,用同心的平顶尖和尖顶尖对细小的玻璃刀滚轮刀片待加工工件进行固定,实现了完全固定,回转精度高,刚性好,通过精密丝杆拖板进给可实现精确磨削。产品表面光洁度提高,刃口对称,产品外形尺寸一致性好。

一种刀片磨削系统.pdf
本发明公开了一种刀片磨削系统,涉及刀片生产加工技术领域,所述刀片磨削系统包括:机架、电机、两个磨削轮和皮带,其特征在于,所述磨削系统设有张紧单元,所述张紧单元包括:导向块,至少一个弹性元件,张紧臂,所述张紧臂通过所述导向块设置在所述机架上,所述张紧臂设有延伸端,所述延伸端伸出所述导向块,所述张紧臂一端设有张紧轮,所述张紧轮设于皮带内侧,并与所述磨削轮及电机的皮带轮连接,所述弹性元件一端与所述张紧轮连接,另一端与所述导向块连接,本发明通过张紧轮的设置,使皮带保持张紧状态,避免皮带跳动,提高了磨削质量。
一种刀片刃口磨削机.pdf
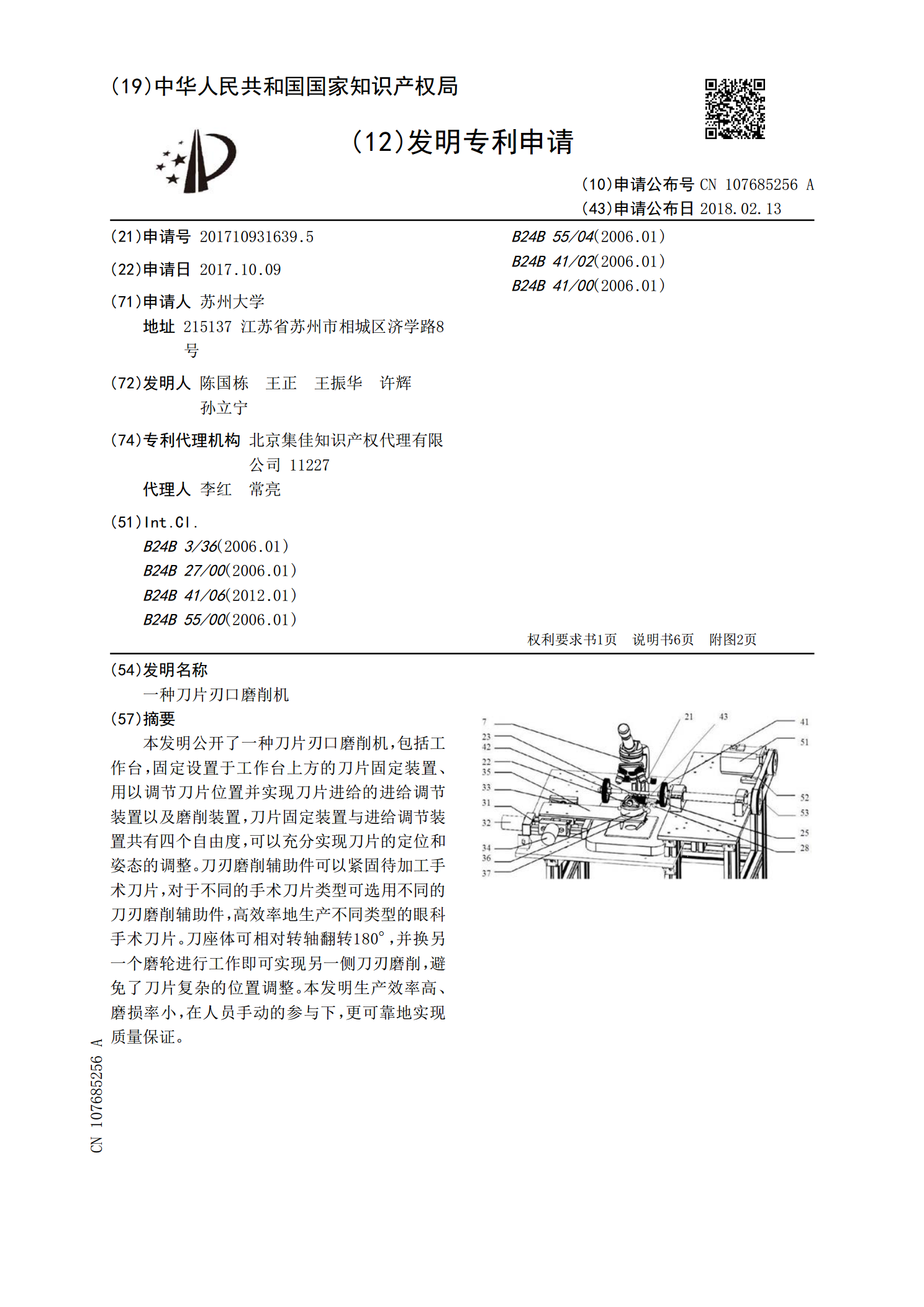
本发明公开了一种刀片刃口磨削机,包括工作台,固定设置于工作台上方的刀片固定装置、用以调节刀片位置并实现刀片进给的进给调节装置以及磨削装置,刀片固定装置与进给调节装置共有四个自由度,可以充分实现刀片的定位和姿态的调整。刀刃磨削辅助件可以紧固待加工手术刀片,对于不同的手术刀片类型可选用不同的刀刃磨削辅助件,高效率地生产不同类型的眼科手术刀片。刀座体可相对转轴翻转180°,并换另一个磨轮进行工作即可实现另一侧刀刃磨削,避免了刀片复杂的位置调整。本发明生产效率高、磨损率小,在人员手动的参与下,更可靠地实现质量保证
一种刀片磨削加工磨床.pdf
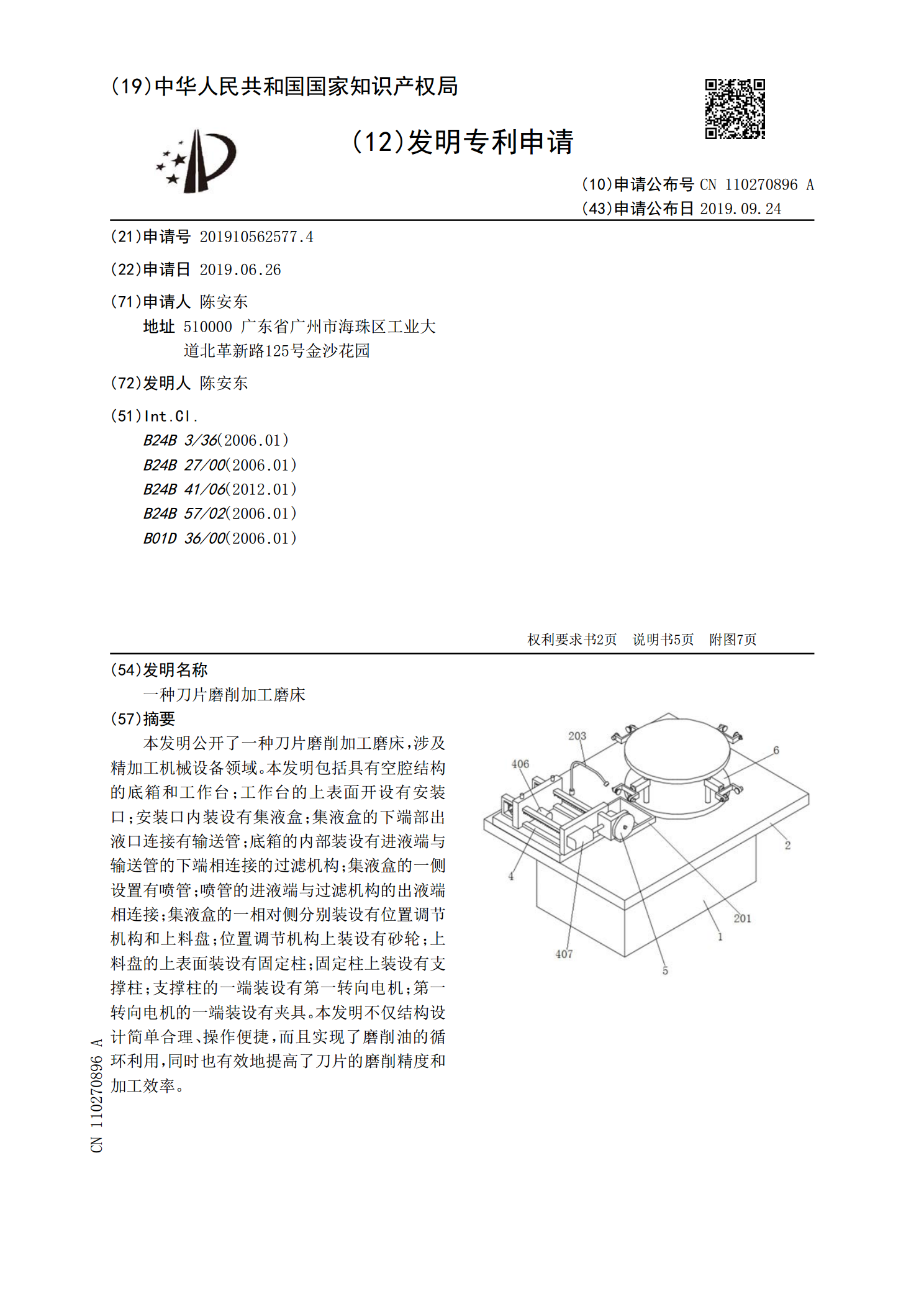
本发明公开了一种刀片磨削加工磨床,涉及精加工机械设备领域。本发明包括具有空腔结构的底箱和工作台;工作台的上表面开设有安装口;安装口内装设有集液盒;集液盒的下端部出液口连接有输送管;底箱的内部装设有进液端与输送管的下端相连接的过滤机构;集液盒的一侧设置有喷管;喷管的进液端与过滤机构的出液端相连接;集液盒的一相对侧分别装设有位置调节机构和上料盘;位置调节机构上装设有砂轮;上料盘的上表面装设有固定柱;固定柱上装设有支撑柱;支撑柱的一端装设有第一转向电机;第一转向电机的一端装设有夹具。本发明不仅结构设计简单合理、