
一种汽车前轮毂盖收口成型模具.pdf

景山****魔王

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车前轮毂盖收口成型模具.pdf
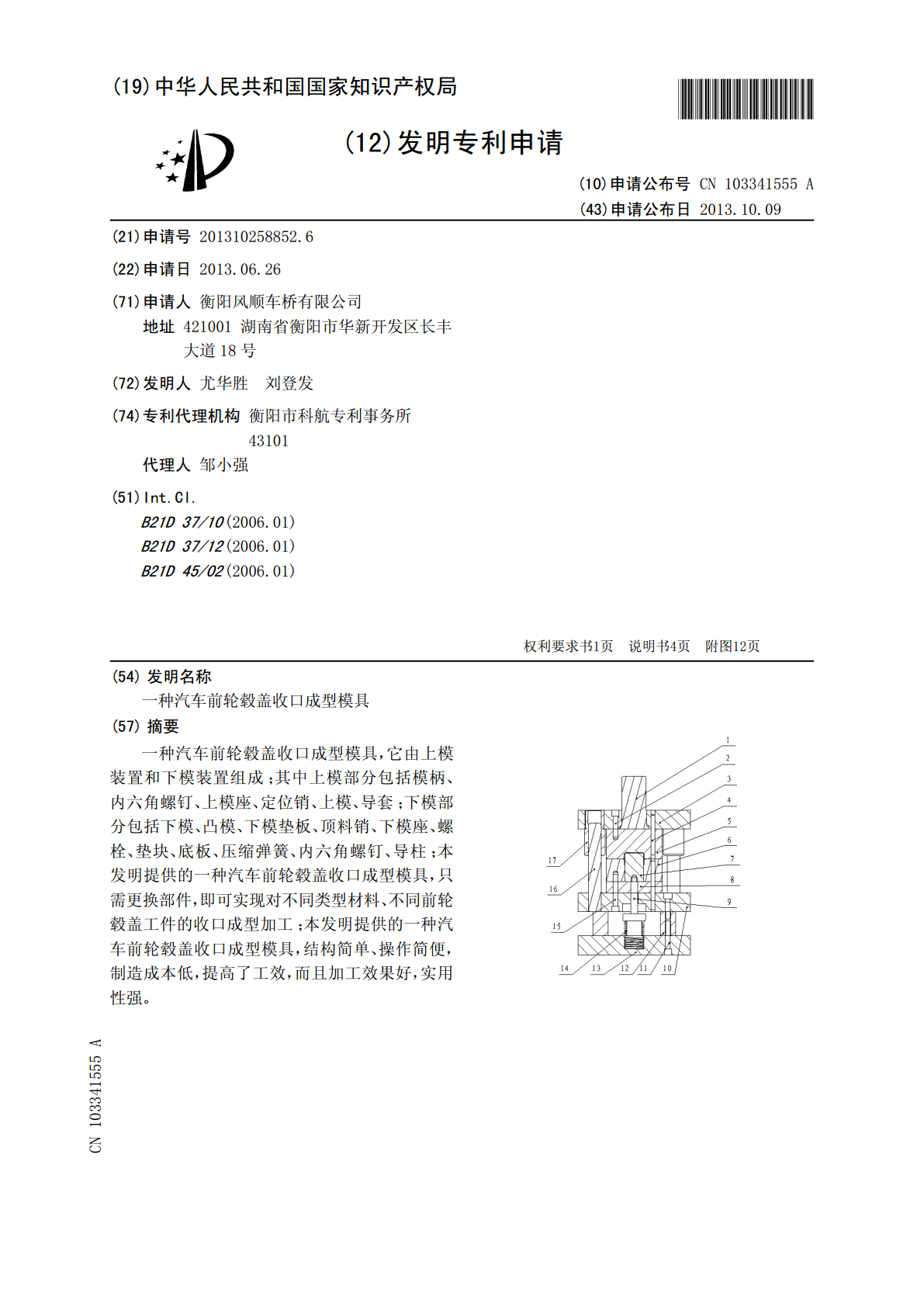
一种汽车前轮毂盖收口成型模具,它由上模装置和下模装置组成;其中上模部分包括模柄、内六角螺钉、上模座、定位销、上模、导套;下模部分包括下模、凸模、下模垫板、顶料销、下模座、螺栓、垫块、底板、压缩弹簧、内六角螺钉、导柱;本发明提供的一种汽车前轮毂盖收口成型模具,只需更换部件,即可实现对不同类型材料、不同前轮毂盖工件的收口成型加工;本发明提供的一种汽车前轮毂盖收口成型模具,结构简单、操作简便,制造成本低,提高了工效,而且加工效果好,实用性强。?
一种汽车轮毂轴管成型锻压模具.pdf
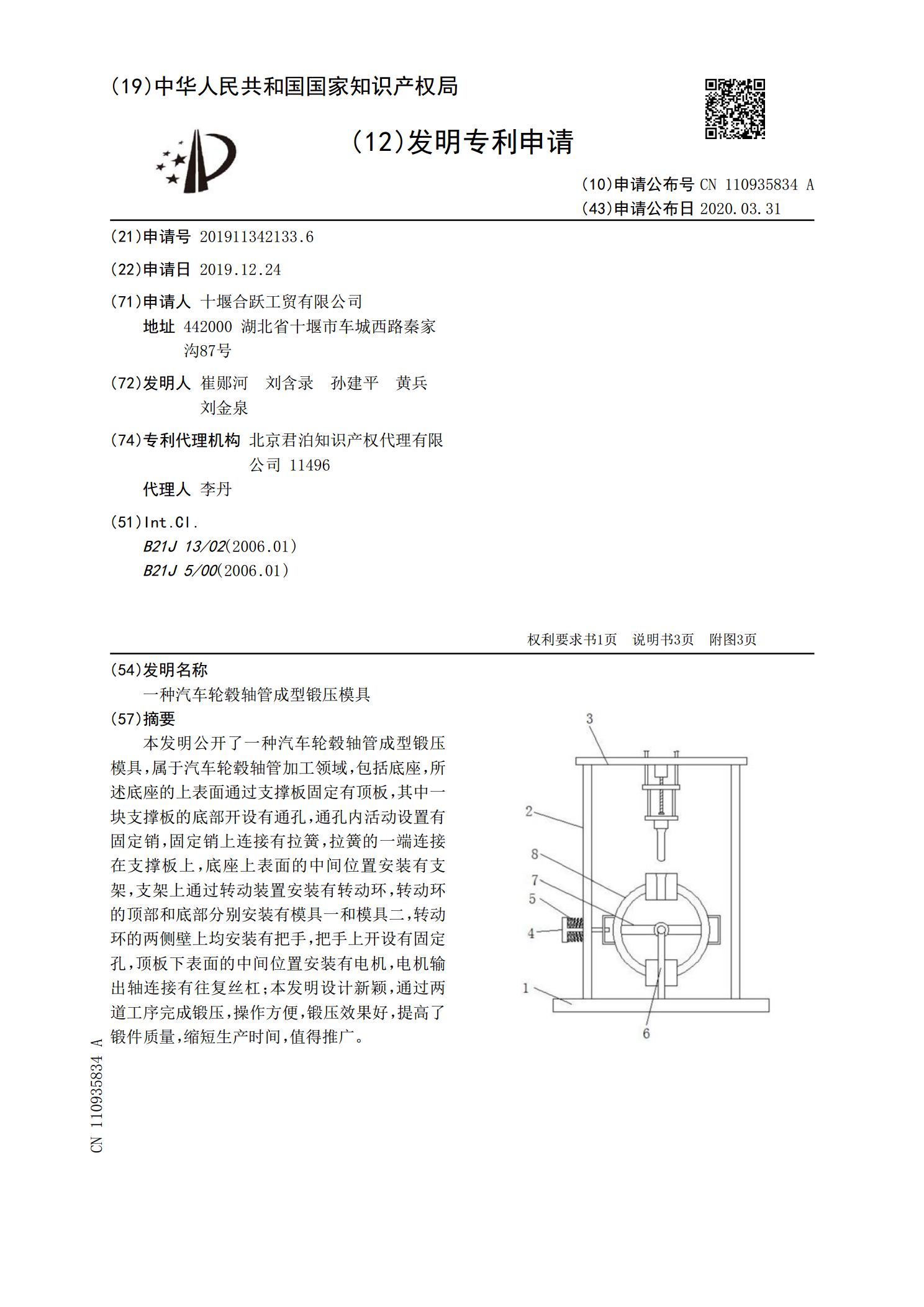
本发明公开了一种汽车轮毂轴管成型锻压模具,属于汽车轮毂轴管加工领域,包括底座,所述底座的上表面通过支撑板固定有顶板,其中一块支撑板的底部开设有通孔,通孔内活动设置有固定销,固定销上连接有拉簧,拉簧的一端连接在支撑板上,底座上表面的中间位置安装有支架,支架上通过转动装置安装有转动环,转动环的顶部和底部分别安装有模具一和模具二,转动环的两侧壁上均安装有把手,把手上开设有固定孔,顶板下表面的中间位置安装有电机,电机输出轴连接有往复丝杠;本发明设计新颖,通过两道工序完成锻压,操作方便,锻压效果好,提高了锻件质量,
一种前外封盖注塑成型模具.pdf
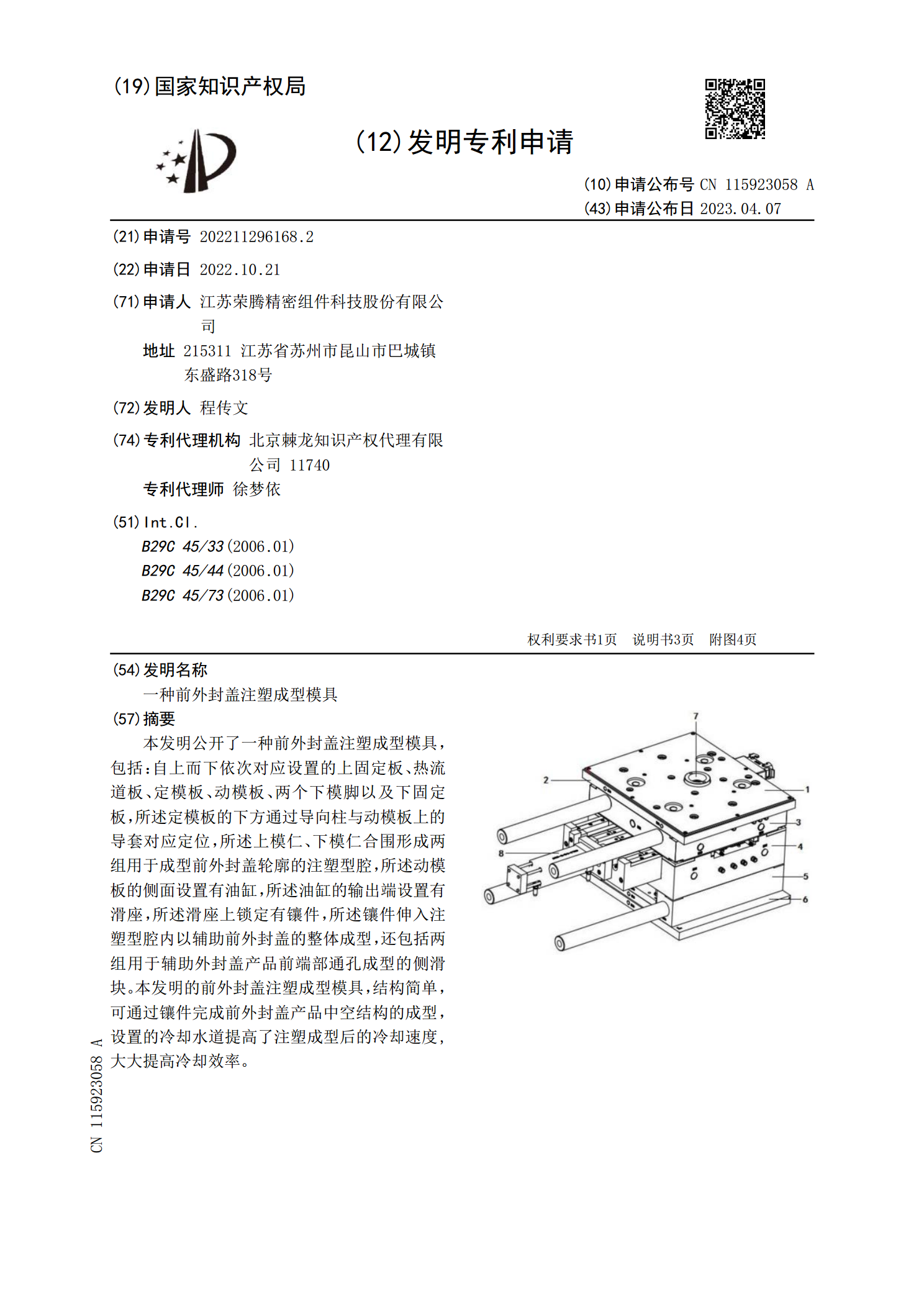
本发明公开了一种前外封盖注塑成型模具,包括:自上而下依次对应设置的上固定板、热流道板、定模板、动模板、两个下模脚以及下固定板,所述定模板的下方通过导向柱与动模板上的导套对应定位,所述上模仁、下模仁合围形成两组用于成型前外封盖轮廓的注塑型腔,所述动模板的侧面设置有油缸,所述油缸的输出端设置有滑座,所述滑座上锁定有镶件,所述镶件伸入注塑型腔内以辅助前外封盖的整体成型,还包括两组用于辅助外封盖产品前端部通孔成型的侧滑块。本发明的前外封盖注塑成型模具,结构简单,可通过镶件完成前外封盖产品中空结构的成型,设置的冷却
一种汽车轮毂外圈锻件精密成型模具.pdf
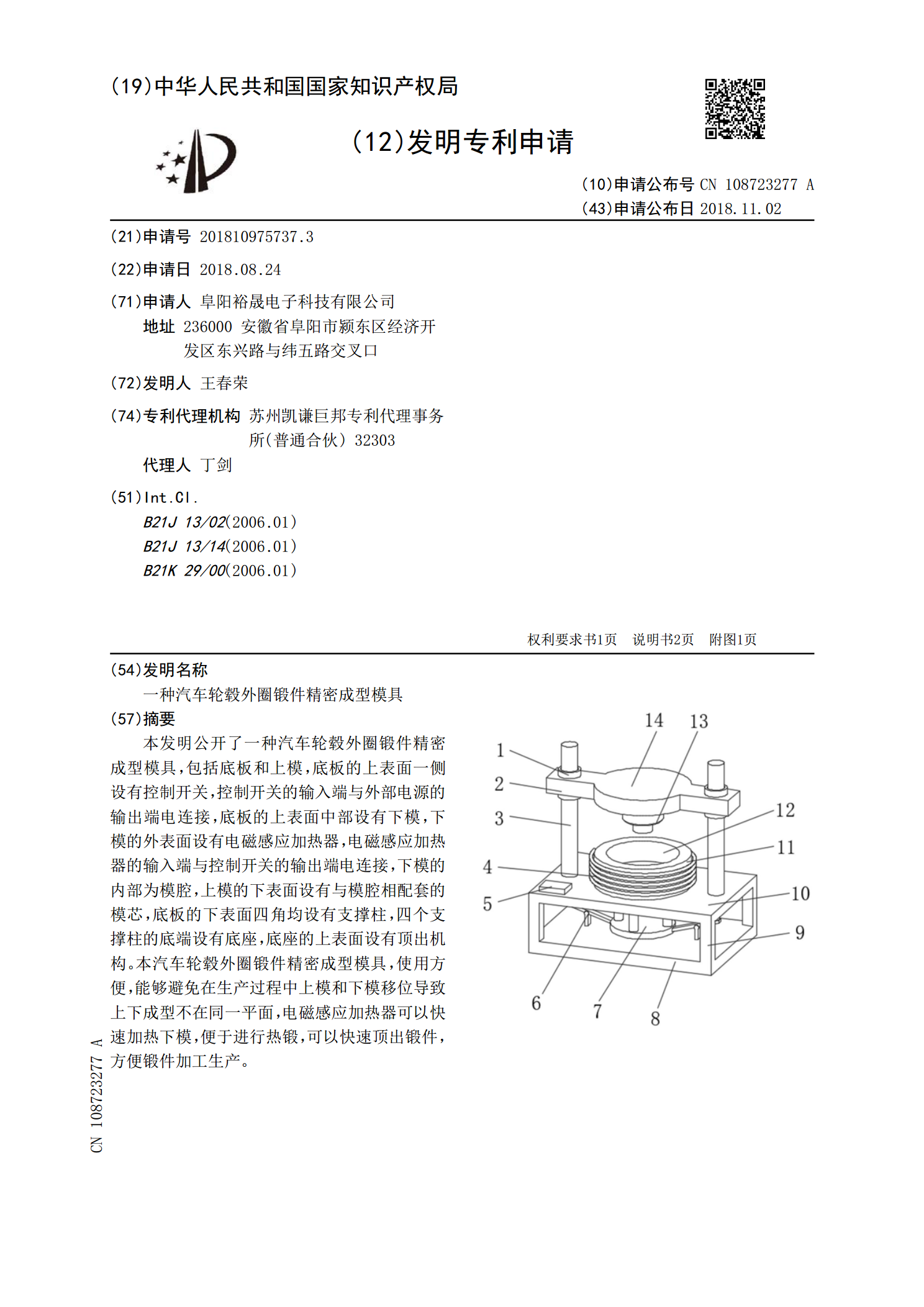
本发明公开了一种汽车轮毂外圈锻件精密成型模具,包括底板和上模,底板的上表面一侧设有控制开关,控制开关的输入端与外部电源的输出端电连接,底板的上表面中部设有下模,下模的外表面设有电磁感应加热器,电磁感应加热器的输入端与控制开关的输出端电连接,下模的内部为模腔,上模的下表面设有与模腔相配套的模芯,底板的下表面四角均设有支撑柱,四个支撑柱的底端设有底座,底座的上表面设有顶出机构。本汽车轮毂外圈锻件精密成型模具,使用方便,能够避免在生产过程中上模和下模移位导致上下成型不在同一平面,电磁感应加热器可以快速加热下模,
一种汽车轮毂外圈锻件精密成型模具.pdf
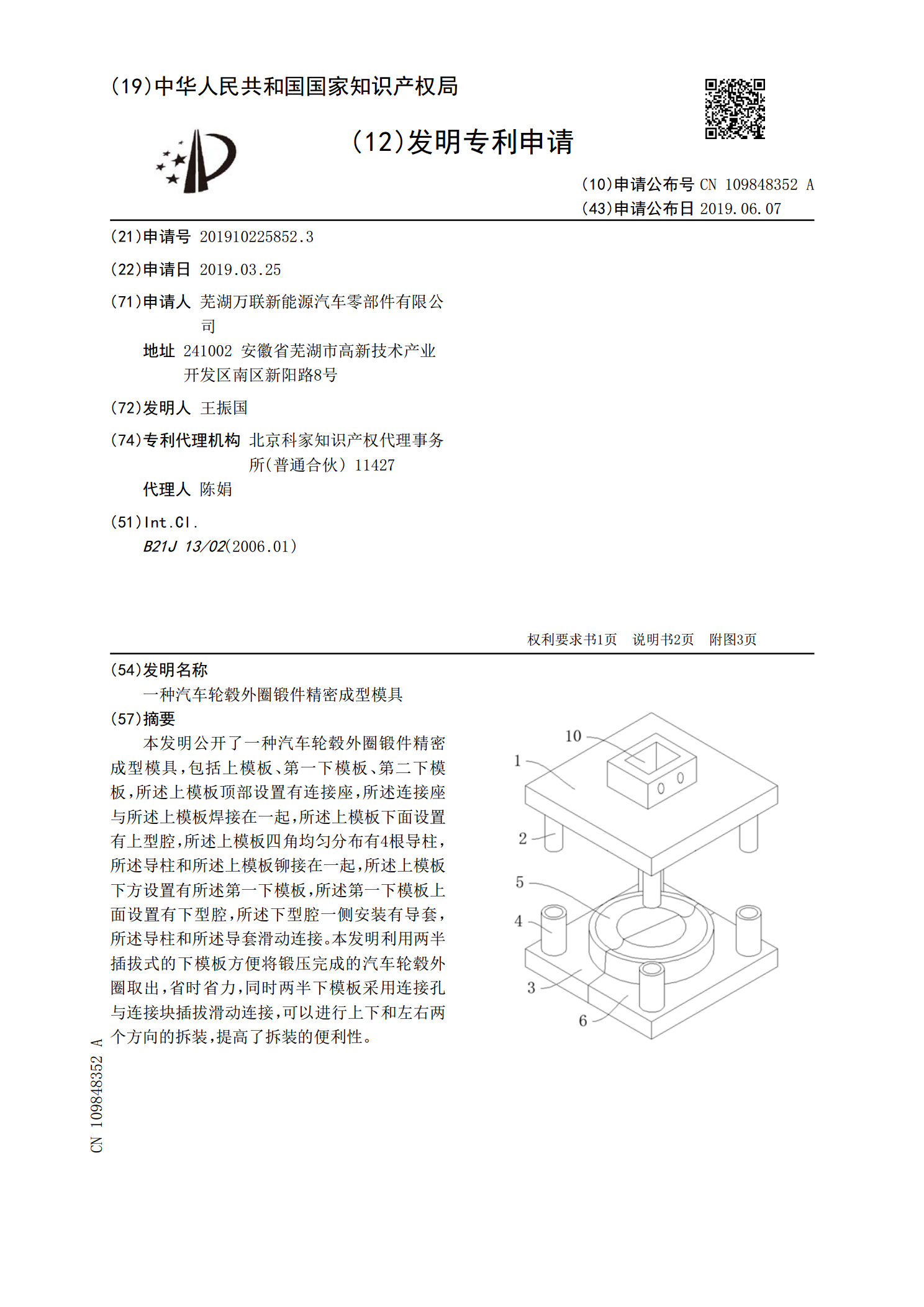
本发明公开了一种汽车轮毂外圈锻件精密成型模具,包括上模板、第一下模板、第二下模板,所述上模板顶部设置有连接座,所述连接座与所述上模板焊接在一起,所述上模板下面设置有上型腔,所述上模板四角均匀分布有4根导柱,所述导柱和所述上模板铆接在一起,所述上模板下方设置有所述第一下模板,所述第一下模板上面设置有下型腔,所述下型腔一侧安装有导套,所述导柱和所述导套滑动连接。本发明利用两半插拔式的下模板方便将锻压完成的汽车轮毂外圈取出,省时省力,同时两半下模板采用连接孔与连接块插拔滑动连接,可以进行上下和左右两个方向的拆装