
双件冷辗扩成型工艺及成型模具.pdf

一吃****春晓

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双件冷辗扩成型工艺及成型模具.pdf
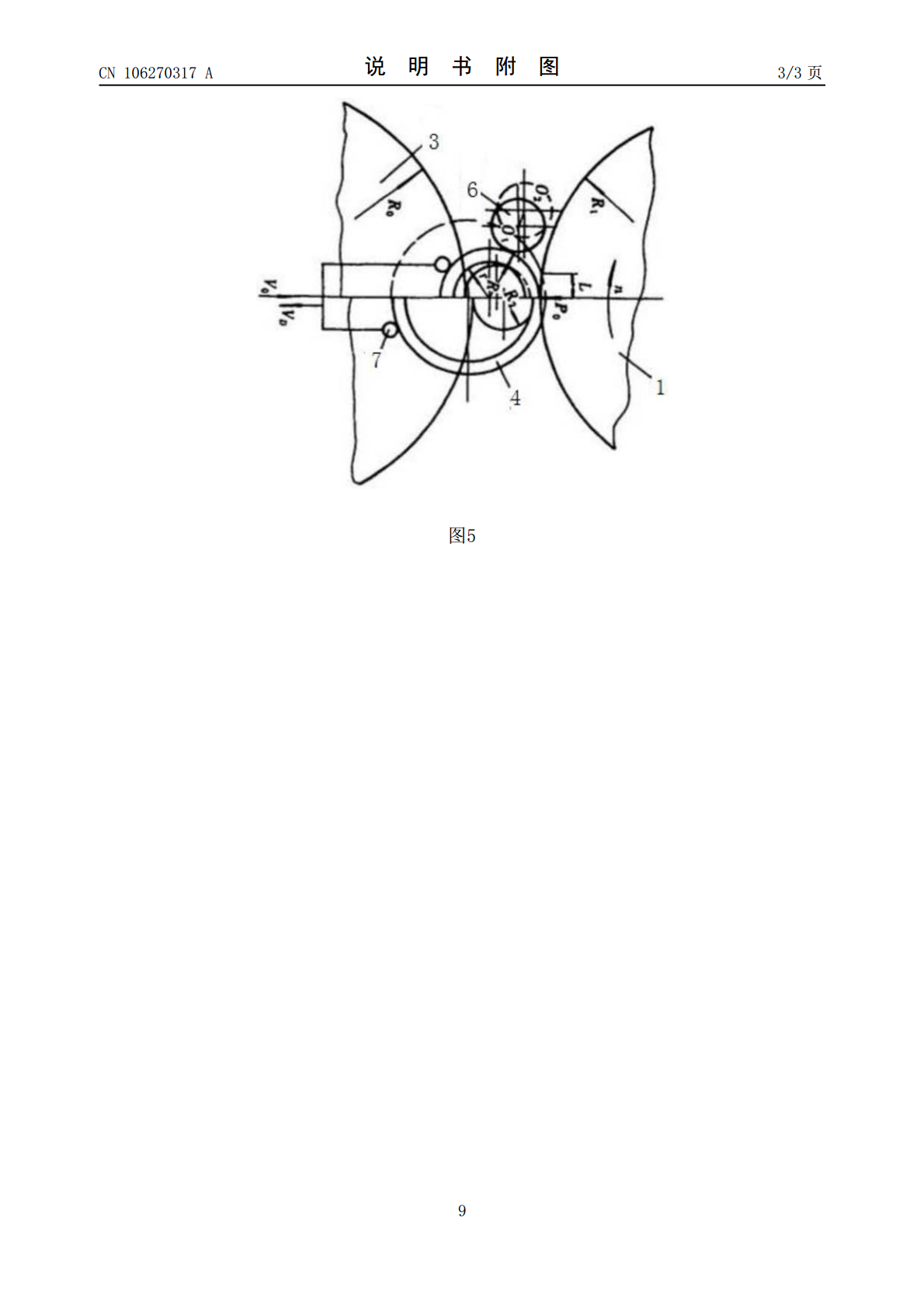
本发明公开了一种双件冷辗扩成型工艺及成型模具,成型工艺包括以下步骤:1)下料;2)冷辗成型:对两个坯件同时开始冷辗变形轧制成冷辗件;3)测量到位:采用两个测量探头进行冷辗件加工到位与否的探测;4)落料:将两个加工到位的冷辗件同时离开加工工位。成型模具包括两个下料机械手、冷辗轮、冷辗芯轴、两个支撑轮、中间支撑轮、圆度轮及两个测量探头,冷辗轮的型腔是双槽型设计,两个坯件放置到冷辗扩成型模具的冷辗轮和冷辗芯轴之间的双槽辗扩成型,两个支撑轮、中间支撑轮用于给冷辗芯轴施加均衡的压力,圆度轮用于辅助坯件成型为冷辗件过

轮毂轴承外圈的不对称形状冷辗扩成型工艺及闭式冷辗成型模具.pdf
本发明提供了一种轮毂轴承外圈的不对称形状冷辗扩成型工艺,包括以下步骤:1)下料、2)镦粗、3)成型、4)冲孔和5)冷辗扩,所述的成型包括如下步骤:a)锻造成型件设计;b)冷辗坯件尺寸设计;所述的步骤5)冷辗扩具体包括如下步骤:将冷辗坯件封闭在闭式冷辗成型模具的碾压轮和碾压芯轴之间辗扩成型。该闭式冷辗成型模具包括碾压轮和碾压芯轴,辗扩芯轴的两端设计为对称的外围带凸台的结构。本发明的有益效果:节约材料,效率大幅提高,后续加工简便;采用闭式冷辗成型模具将冷辗坯件辗扩成型,碾压轮深度较大,将冷辗坯件两个端面包容,

板状异形件的冷挤成型工艺及模具.docx
板状异形件的冷挤成型工艺及模具标题:板状异形件的冷挤成型工艺及模具摘要:板状异形件的冷挤成型工艺及模具是一种常用的金属成形方法,其通过压力将金属材料在室温下加工成具有特定形状和尺寸的板状异形件。本文将从技术原理、工艺流程和模具设计等方面进行探讨,旨在全面了解板状异形件的冷挤成型工艺及模具的相关知识。一、引言板状异形件的冷挤成型工艺及模具是一种广泛应用于制造行业的成形技术,可以制作出形态复杂、尺寸精确的板状异形件,具有重要的应用价值。二、工艺原理板状异形件的冷挤成型是利用挤压力将金属材料塑性变形成具有特定形

双沟轴承外圈冷辗扩成型理论及工艺研究的任务书.docx
双沟轴承外圈冷辗扩成型理论及工艺研究的任务书任务书课题名称:双沟轴承外圈冷辗扩成型理论及工艺研究课题背景和意义:双沟轴承是一种广泛应用于机械设备中的轴承,具有承载能力强、耐磨损、精度高等特点。其外圈的制造工艺是影响轴承性能和寿命的重要因素。外圈的制造工艺主要包括热辊强制成型、冷辊扩成型、温度控制轧制等。在这些制造工艺中,冷辊扩成型是一种比较优秀的制造工艺,可以减少或避免材料热变形产生的负面影响,提高轴承的精度和寿命。目前,国内对于双沟轴承外圈冷辊扩成型的研究相对较少,对于其理论和工艺的研究还存在一定的不足
一种多台阶扇形件的冷锻成型工艺及成型模具.pdf
本发明涉及一种多台阶扇形件的冷锻成型工艺及成型模具,所述成型工艺包括扇形型材的制备和纵向镦压成型工序,首先,利用轧机将圆棒料制作成滚轮轧制状态的扇形型材,利用冷拉机的拉丝模将滚轮轧制状态的扇形型材拉拔制成用于镦压的扇形型材;然后,根据目标零件的长度,将用于镦压的扇形型材截取一段,放入成型模具内进行纵向半开式镦压成型,得到符合要求的目标零件。所述成型模具包括上模和下模,在下模中利用C形定位弹性套圈对凹模组件周向进行定位,避免上凹模组件与下凹模组件的相对旋转。本发明采用纵向半开式镦压成型的方式,成型可直接安装