
轴承滚子冷辗成型机.pdf

长春****主a

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轴承滚子冷辗成型机.pdf
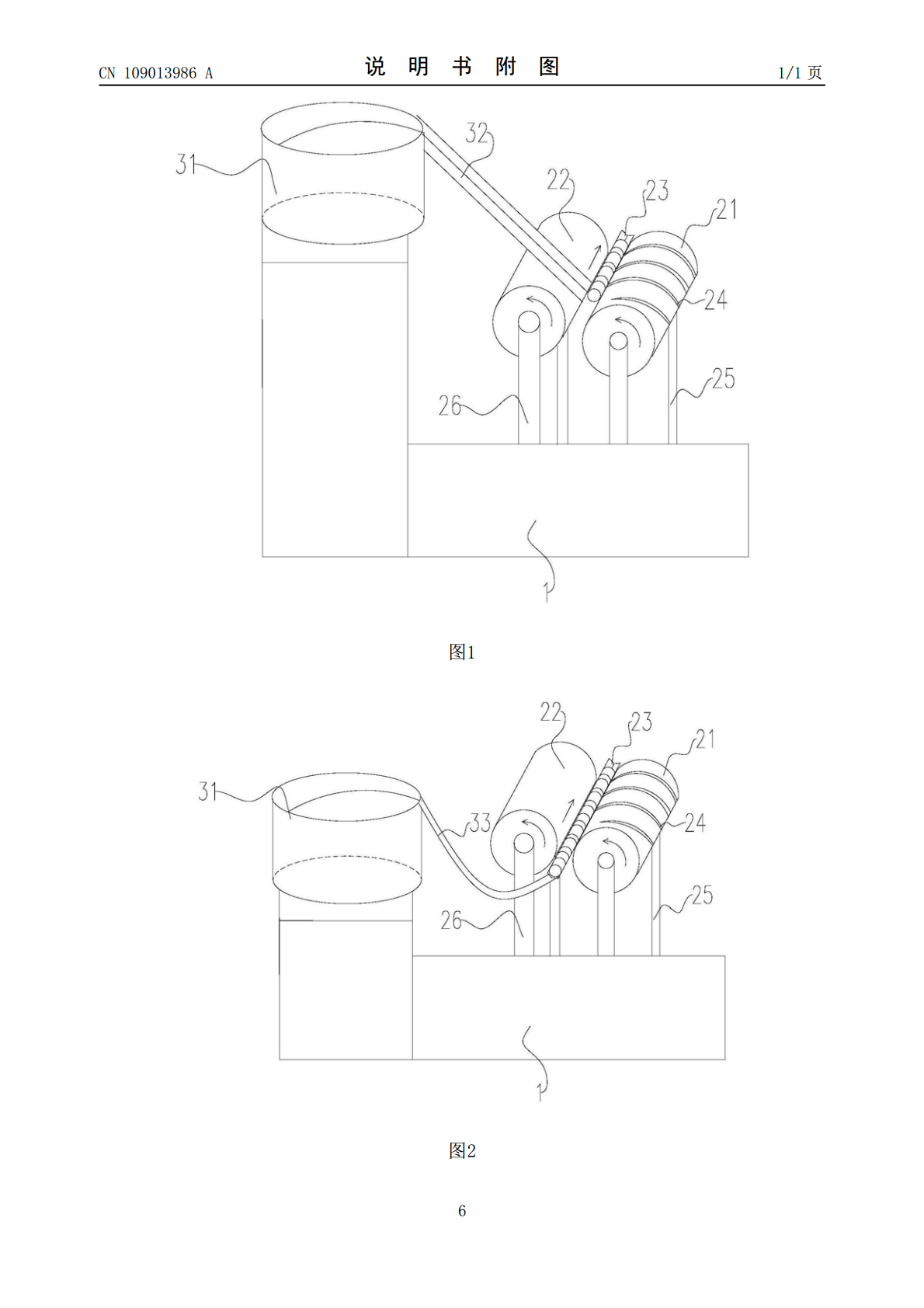
本发明涉及轴承加工领域,一种轴承滚子冷辗成型机,包括底座,以及设置在底座上的上料装置和冷辗装置;所述冷辗装置包括定位在底座上的辗轮和导轮,辗轮和导轮平行设置且同向旋转;所述辗轮与导轮之间构成冷辗区域,冷辗区域的一侧端部连接出料槽,上料装置的出料口朝向冷辗区域;所述辗轮的轮体周向侧面上设有辗轮槽,辗轮槽沿辗轮轴向呈螺旋线设置。本发明采用上述技术方案,提供一种解决圆柱轴承滚子倒角加工成型的方案,既能保证滚子倒角外观尺寸,又能满足较高的加工效率。

一种轴承滚子冷辗成型机.pdf
本发明涉及轴承加工领域,一种轴承滚子冷辗成型机,包括底座,以及设置在底座上的上料装置和冷辗装置;所述冷辗装置包括定位在底座上的辗轮和导轮,辗轮和导轮平行设置且同向旋转;所述辗轮与导轮之间构成冷辗区域,冷辗区域的一侧端部连接出料槽,上料装置的出料口朝向冷辗区域;所述辗轮的轮体周向侧面上设有辗轮槽,辗轮槽沿辗轮轴向呈螺旋线设置。本发明采用上述技术方案,提供一种解决圆柱轴承滚子倒角加工成型的方案,既能保证滚子倒角外观尺寸,又能满足较高的加工效率。

圆柱滚子轴承内圈冷辗扩过程有限元分析的方法.docx
圆柱滚子轴承内圈冷辗扩过程有限元分析的方法随着机械加工技术以及磨削技术的不断发展,圆柱滚子轴承已经成为各个领域重要的支撑元件,而在一些特殊场合下,圆柱滚子轴承内圈的冷辗扩过程对其使用寿命和工作效率都有很大的影响。为了更好地研究圆柱滚子轴承内圈的冷辗扩过程,在此我们提出了一种基于有限元分析的研究方法。1.圆柱滚子轴承内圈的冷辗扩过程简介圆柱滚子轴承内圈的冷辗扩过程是指在轴承使用过程中,由于载荷和磨损等因素的影响,轴承内圈会发生一定的形变,从而导致轴承的运动精度和使用寿命受到影响。在实际应用中,圆柱滚子轴承内

冷辗深沟球轴承.pdf
冷辗深沟球轴承,包括套圈、钢球和保持架,所述的套圈包括内圈和外圈,内圈的外表面和外圈的内表面设有供钢珠滚动的滚槽,所述的套圈内外圆磨加工留量为0.08~0.15mm之间,其宽度磨加工留量在0.07mm~0.13mm之间,所述的保持架设有等距离且能引导转动的孔,所述的钢球安装在孔上,所述的冷辗深沟球轴承的主要加工过程为:热锻造、球化退火、半精车冷辗压毛坯、冷碾压、热处理、精加工端面外圆滚槽和组装,本发明提供的冷辗深沟球轴承使热处理之后的变形控制在一定范围内,减少了成本的投入及节约30%~50%的原材料,提高

圆柱滚子轴承摆辗铆合方法.docx
圆柱滚子轴承摆辗铆合方法摘要:圆柱滚子轴承摆辗铆合是一种常用的轴承连接方法,它能够提供良好的轴向刚度和径向刚度。本文将介绍圆柱滚子轴承摆辗铆合的原理、材料选择、工艺流程和质量控制等方面的内容,以便更好地应用于实际工程中。关键词:圆柱滚子轴承,摆辗铆合,轴向刚度,径向刚度,质量控制第一章:引言1.1研究背景圆柱滚子轴承是机械设备中常见的一种轴承类型,它具有承载能力大、刚度高、转速高等特点,广泛应用于汽车、机床、航空航天等领域。而轴承连接是轴承应用工程中非常重要的一环,它决定了轴承的工作性能和寿命。1.2研究