
一种热处理自动加热装置.pdf

飞舟****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热处理自动加热装置.pdf
本发明属于金属加工热处理设备技术领域,具体涉及一种热处理自动加热装置。包括传输架和淬火槽,传输架上设有电机、减速器和可调轮,可调轮与主动轮连接,传输架上方设有感应加热圈,感应加热圈外侧设有温控仪。本发明提供一种结构简单、操作方便、以机械传动控制工件运行速度的方法来控制工件的加热温度,通过减速器和调节可调轮两级减速,可随时调节工件传输速度,通过温控仪严格控制工件加热温度,保证了工件的热穿透均匀性和淬火温度要求。
热处理加热炉自动进出料装置.pdf
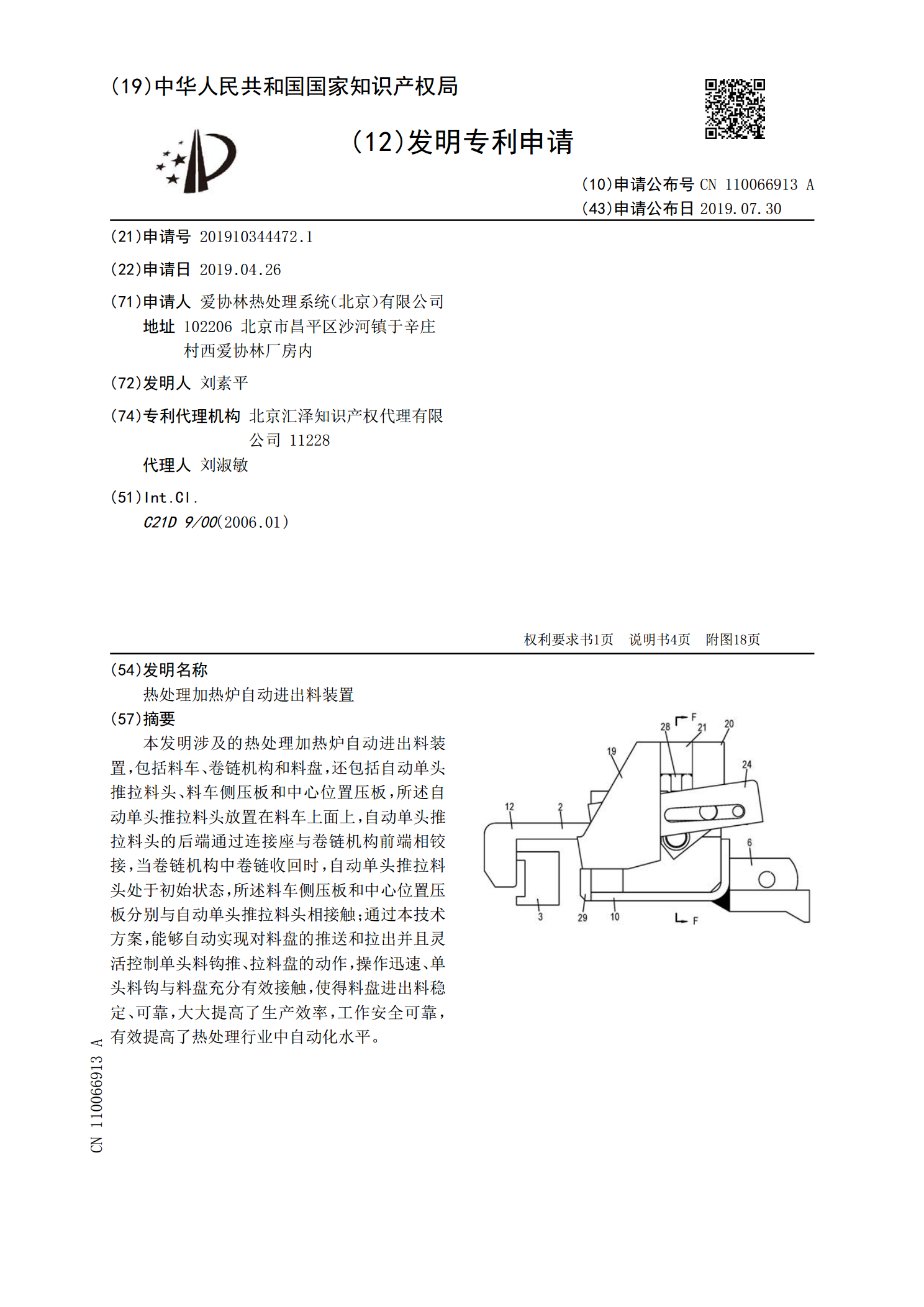
本发明涉及的热处理加热炉自动进出料装置,包括料车、卷链机构和料盘,还包括自动单头推拉料头、料车侧压板和中心位置压板,所述自动单头推拉料头放置在料车上面上,自动单头推拉料头的后端通过连接座与卷链机构前端相铰接,当卷链机构中卷链收回时,自动单头推拉料头处于初始状态,所述料车侧压板和中心位置压板分别与自动单头推拉料头相接触;通过本技术方案,能够自动实现对料盘的推送和拉出并且灵活控制单头料钩推、拉料盘的动作,操作迅速、单头料钩与料盘充分有效接触,使得料盘进出料稳定、可靠,大大提高了生产效率,工作安全可靠,有效提高

加热处理装置、搬入搬出夹具及加热处理装置的维护方法.pdf
本发明提供一种可实现维护的容易化的加热处理装置、搬入搬出夹具及加热处理装置的维护方法。实施方式的加热处理装置包括:腔室;匣盒支架,设置于所述腔室的内部,且至少具有一对接收构件;第一加热部,设置于所述一对接收构件的上方,且具有至少一个第一加热器;第二加热部,设置于所述一对接收构件的下方,且具有至少一个第二加热器并且与所述第一加热部相向;以及匣盒,呈箱状且在内部具有用以支撑工件的空间,并且在所述第一加热部与所述第二加热部之间装卸自如地支撑于所述一对接收构件。在所述匣盒的相互相向的一对侧面分别设置有由所述接收构
光加热装置、加热处理方法.pdf
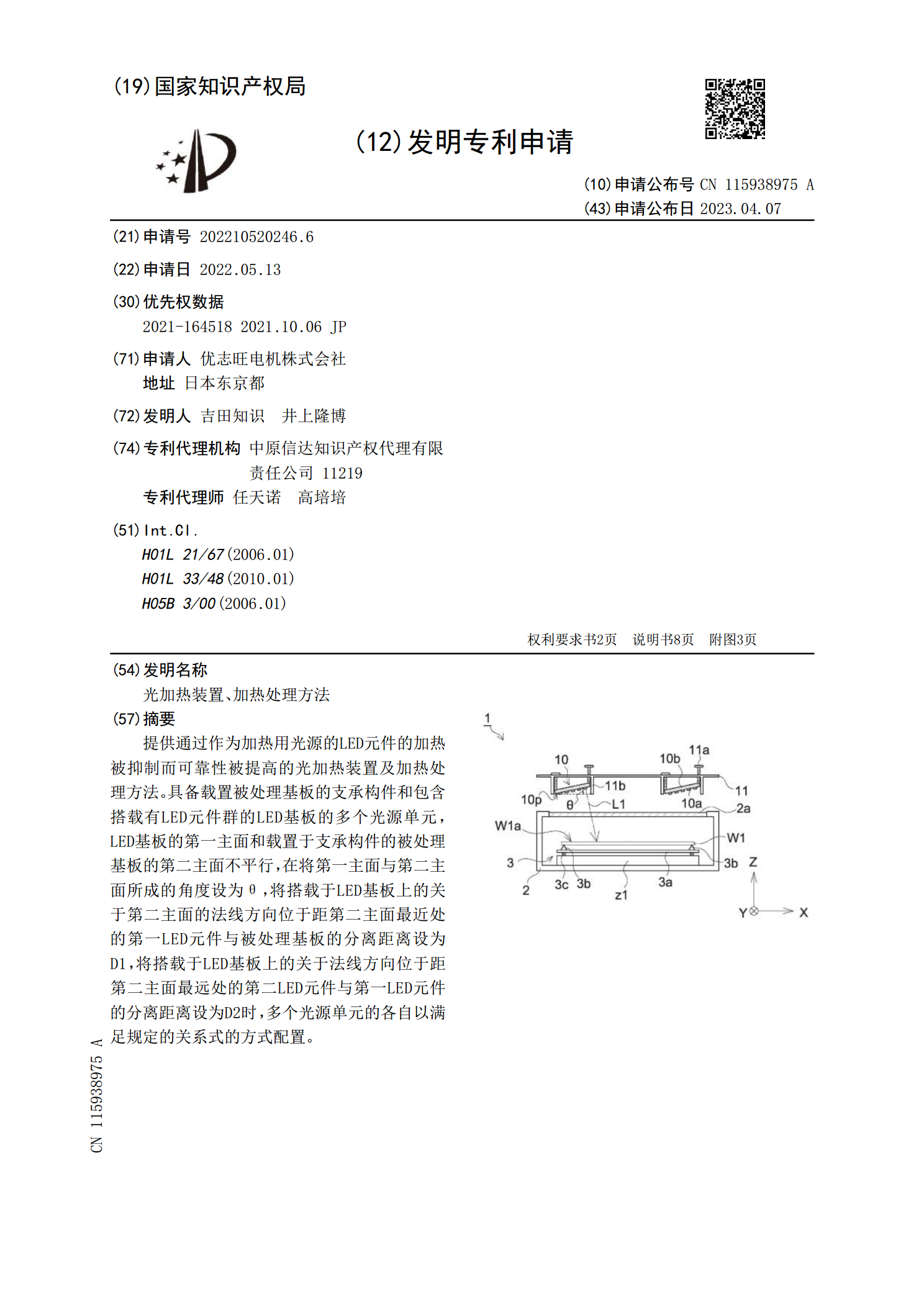
提供通过作为加热用光源的LED元件的加热被抑制而可靠性被提高的光加热装置及加热处理方法。具备载置被处理基板的支承构件和包含搭载有LED元件群的LED基板的多个光源单元,LED基板的第一主面和载置于支承构件的被处理基板的第二主面不平行,在将第一主面与第二主面所成的角度设为θ,将搭载于LED基板上的关于第二主面的法线方向位于距第二主面最近处的第一LED元件与被处理基板的分离距离设为D1,将搭载于LED基板上的关于法线方向位于距第二主面最远处的第二LED元件与第一LED元件的分离距离设为D2时,多个光源单元的各
连续加热处理装置以及连续加热处理装置的改造方法.pdf
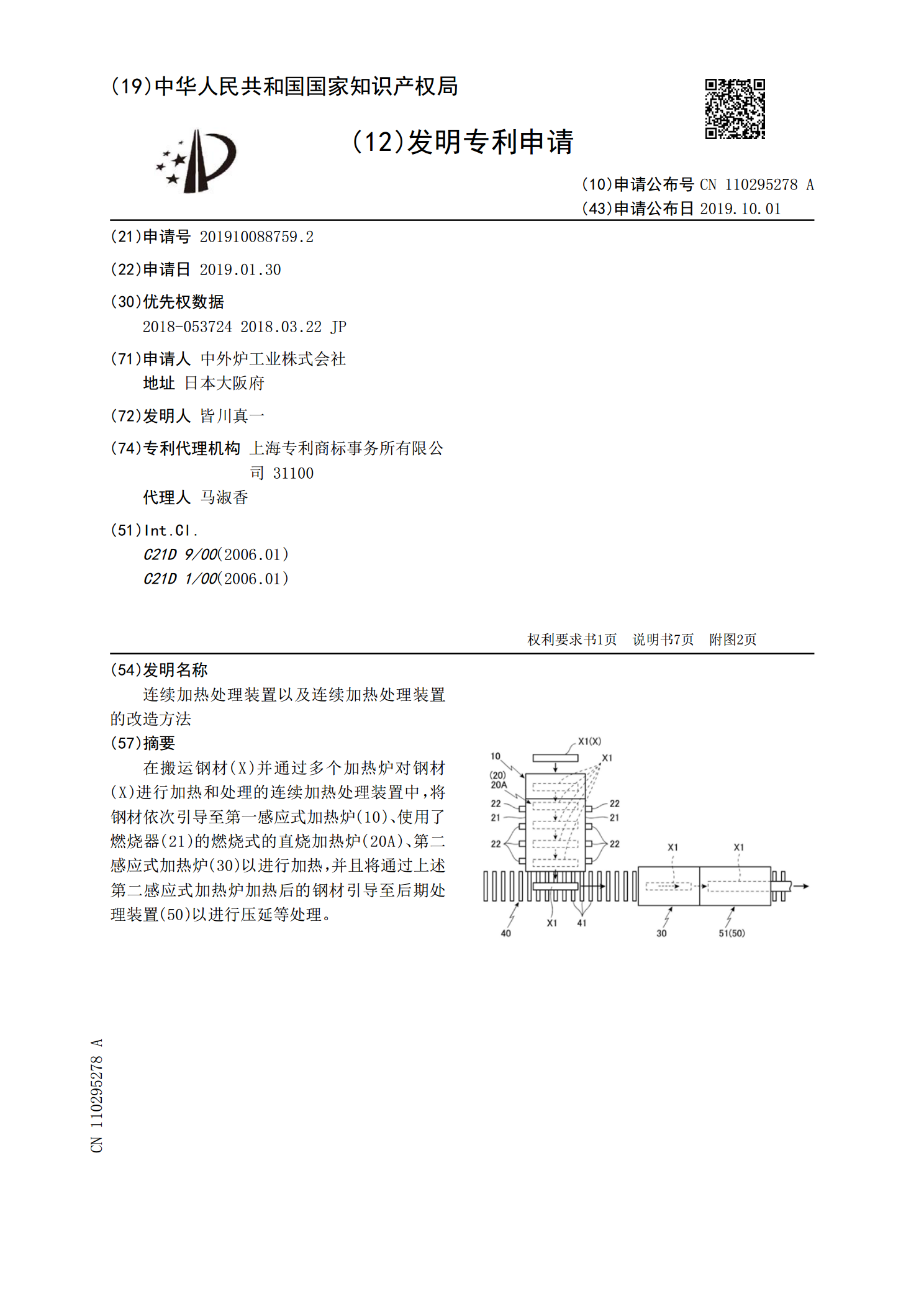
在搬运钢材(X)并通过多个加热炉对钢材(X)进行加热和处理的连续加热处理装置中,将钢材依次引导至第一感应式加热炉(10)、使用了燃烧器(21)的燃烧式的直烧加热炉(20A)、第二感应式加热炉(30)以进行加热,并且将通过上述第二感应式加热炉加热后的钢材引导至后期处理装置(50)以进行压延等处理。