
注塑模具脱模机构.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑模具脱模机构.docx
第八章脱模机构胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。脱模设计原则:(1)为使胶件不致因脱模产生变形,推力布置尽量均匀,并尽量靠近胶料收缩包紧的型芯,或者难于脱模的部位,如胶件细长柱位,采用司筒脱模。(2)推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶位,作用面也应尽可能大一些,如突缘、(筋)骨位、壳体壁缘等位置,筒形胶件多采用推板脱模。(3)避免脱模痕迹影响胶件外观,脱模位置应设在胶件

注塑模具的新型脱模机构.pdf
本发明公开了一种注塑模具的新型脱模机构,包括安装罩,所述安装罩的内底部固定连接有置物台,所述置物台上设有两个对称设置的模具,两个所述模具相背的一侧均固定连接有连接块。本发明通过设置伺服电机、第一锥齿轮、第二锥齿轮、丝杆、滑座之间的配合可实现快速的将两个支杆向相反的方向移动,从而实现快速脱模;通过在安装架内设置夹持机构,通过转动摇轮,摇轮转动带动第二丝杆转动,第二丝杆转动带动滑板移动,滑板移动从而可对连接块进行夹紧,从而可对模具进行夹持固定,方便脱模;通过设置压紧机构可对注塑的产品进行压紧,从而使得模具在进

注塑模具杠杆双脱模机构.pdf
注塑模具杠杆双脱模机构,包括模具上复板和下复板,上复板经垫块连接型腔,下复板上安装模脚,模脚内设置上顶针板和下顶针板,上顶针板上连接传动杆,模脚上安装支撑板,支撑板上安装型芯固定板,型芯固定板上连接型芯,传动杆穿过型芯固定板连接脱料板,型芯穿过脱料板与型腔之间构成模腔,模腔中有成型的产品,其特征在于所述的型腔侧壁上支块,支块通过销子连接杠杆,杠杆的一头制有凸轨,型芯固定板的侧壁上安有滚轮,滚轮与凸轨相配合,杠杆的另一头伸入垫块内,并且连接型腔压板,型腔压板下连接型腔压杆,型腔压杆伸入型腔中与产品相接触。

注塑模具拉钩顺序脱模机构.pdf
注塑模具拉钩顺序脱模机构,包括模具上模板和下模板,上模板1下连接浇口板,浇口板中安有浇口套,浇口板下连接型腔板,型腔板中制有型腔,下模板上安装模脚,模脚内设置上顶板和下顶板,上、下顶板上连接顶杆,模脚上安装型芯板,型芯板上制有型芯,型芯与型腔之间有成型的产品,产品与浇口板之间留有料柄,所述的型芯板上设置推料板,推料板的顶面与产品相接触,顶杆穿过型芯板连接推料板,其特征在于所述的型腔板一侧壁上安装支块,支块通过销子连接杠杆,杠杆的上一头制有凸轨,杠杆的下一头制有拉钩,在浇口板的一侧壁上安装滚轮,型芯板的一侧
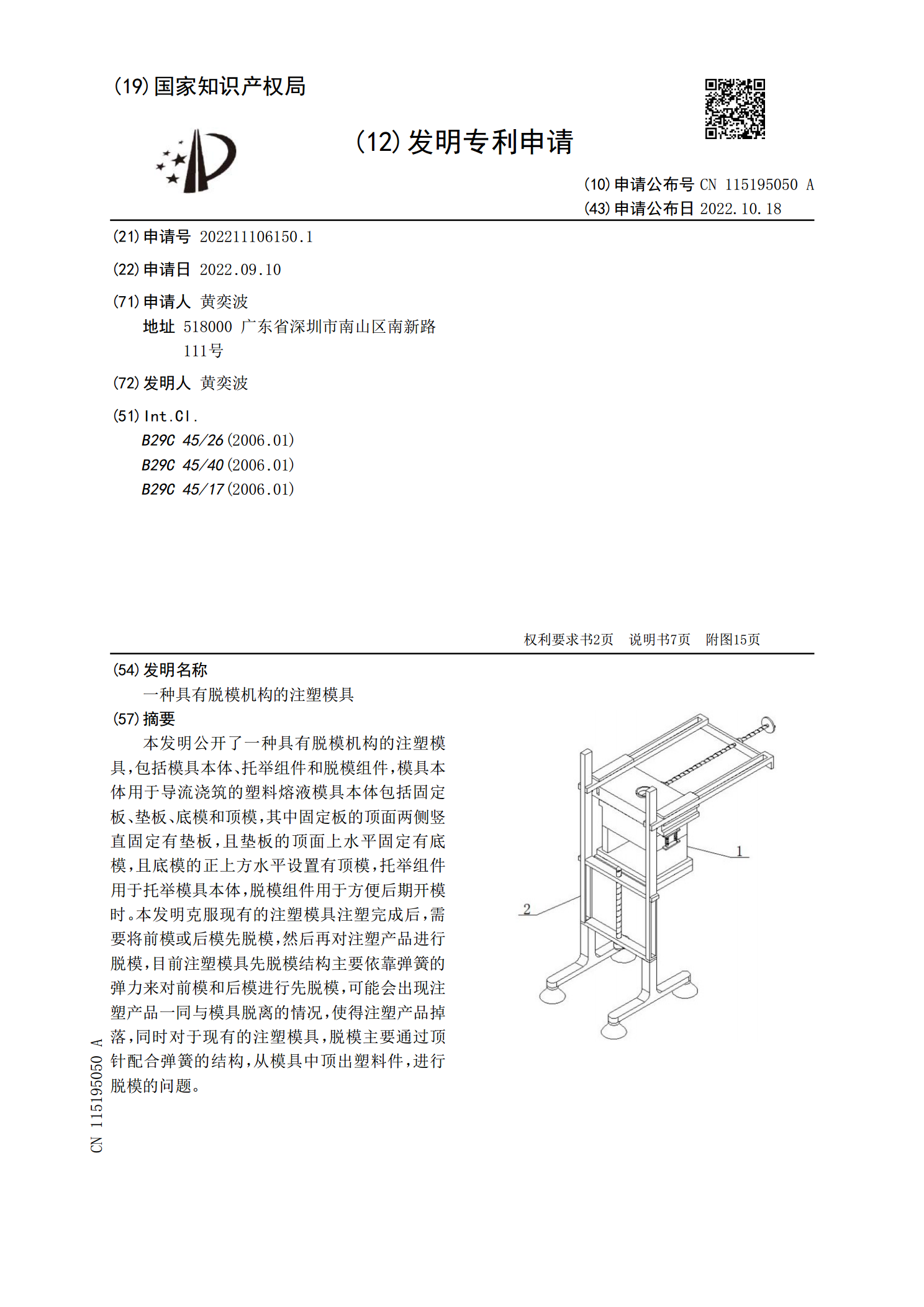
一种具有脱模机构的注塑模具.pdf
本发明公开了一种具有脱模机构的注塑模具,包括模具本体、托举组件和脱模组件,模具本体用于导流浇筑的塑料熔液模具本体包括固定板、垫板、底模和顶模,其中固定板的顶面两侧竖直固定有垫板,且垫板的顶面上水平固定有底模,且底模的正上方水平设置有顶模,托举组件用于托举模具本体,脱模组件用于方便后期开模时。本发明克服现有的注塑模具注塑完成后,需要将前模或后模先脱模,然后再对注塑产品进行脱模,目前注塑模具先脱模结构主要依靠弹簧的弹力来对前模和后模进行先脱模,可能会出现注塑产品一同与模具脱离的情况,使得注塑产品掉落,同时对于