
顶盖前横梁.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

顶盖前横梁.docx
新大洋电动车有限公司焊装工艺卡产品型号XDY5050XEV-01物料编号571101110工序号RA012产品名称知豆零部件名称顶盖前横梁总成自检点焊夹紧2打开121序号物料编号名称材料数量1571101111顶盖前横梁DC03T=0.712571101112阅读灯安装支架DC03T=1.01序号工序内容焊接设备名称及图号工艺装备名称及图号焊接规范工具操作人数工时定额焊接电流(KA)焊接时间(周波)气压(Mpa)水压(MPa)电极直径(材料、规格)其他规范名称及型号数量10备件按零部件清单准备零部件182
顶盖横梁接头加强结构、顶盖横梁总成结构及车辆.pdf
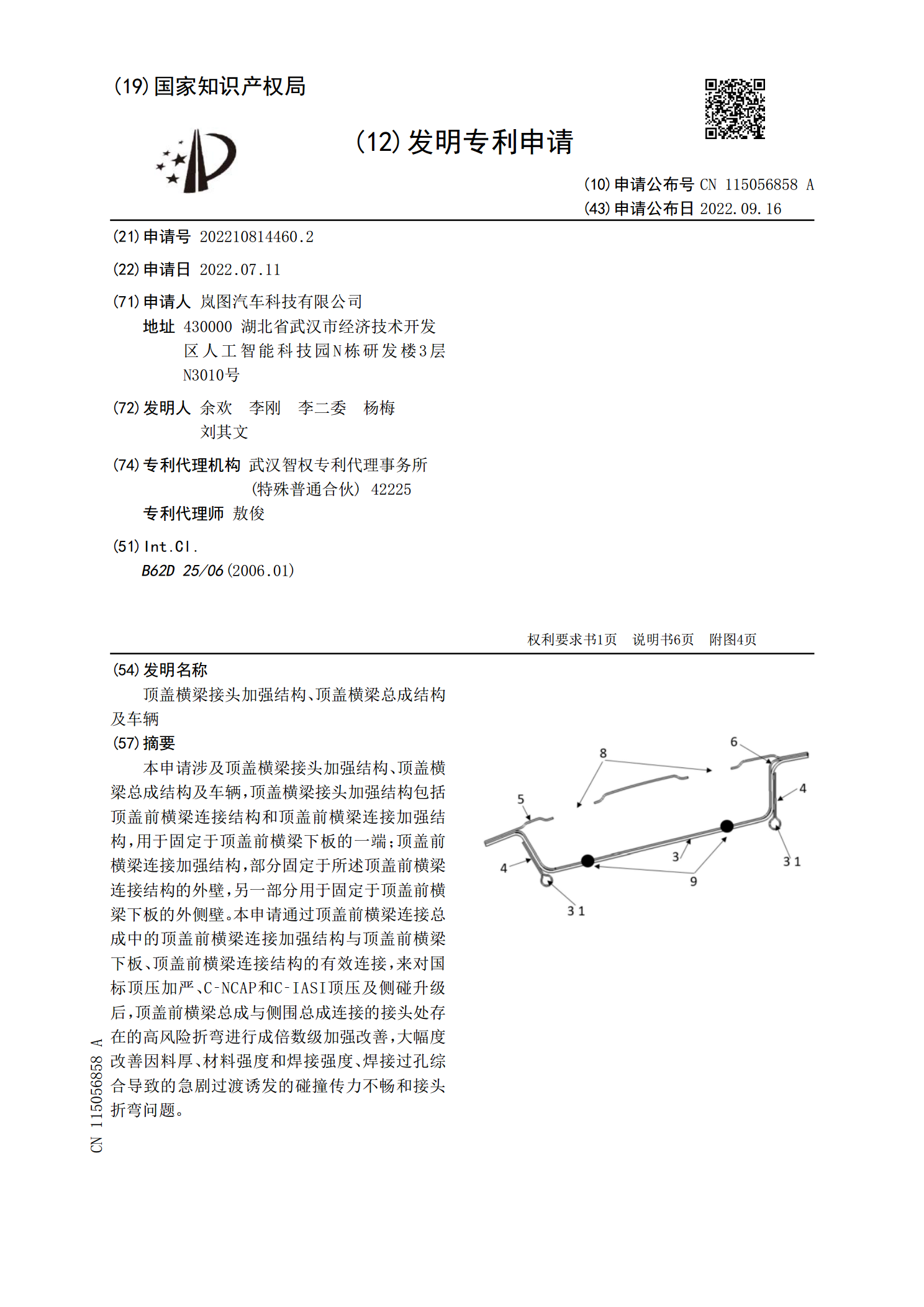
本申请涉及顶盖横梁接头加强结构、顶盖横梁总成结构及车辆,顶盖横梁接头加强结构包括顶盖前横梁连接结构和顶盖前横梁连接加强结构,用于固定于顶盖前横梁下板的一端;顶盖前横梁连接加强结构,部分固定于所述顶盖前横梁连接结构的外壁,另一部分用于固定于顶盖前横梁下板的外侧壁。本申请通过顶盖前横梁连接总成中的顶盖前横梁连接加强结构与顶盖前横梁下板、顶盖前横梁连接结构的有效连接,来对国标顶压加严、C‑NCAP和C‑IASI顶压及侧碰升级后,顶盖前横梁总成与侧围总成连接的接头处存在的高风险折弯进行成倍数级加强改善,大幅度改善
一种顶盖前横梁与侧围的连接结构及汽车.pdf
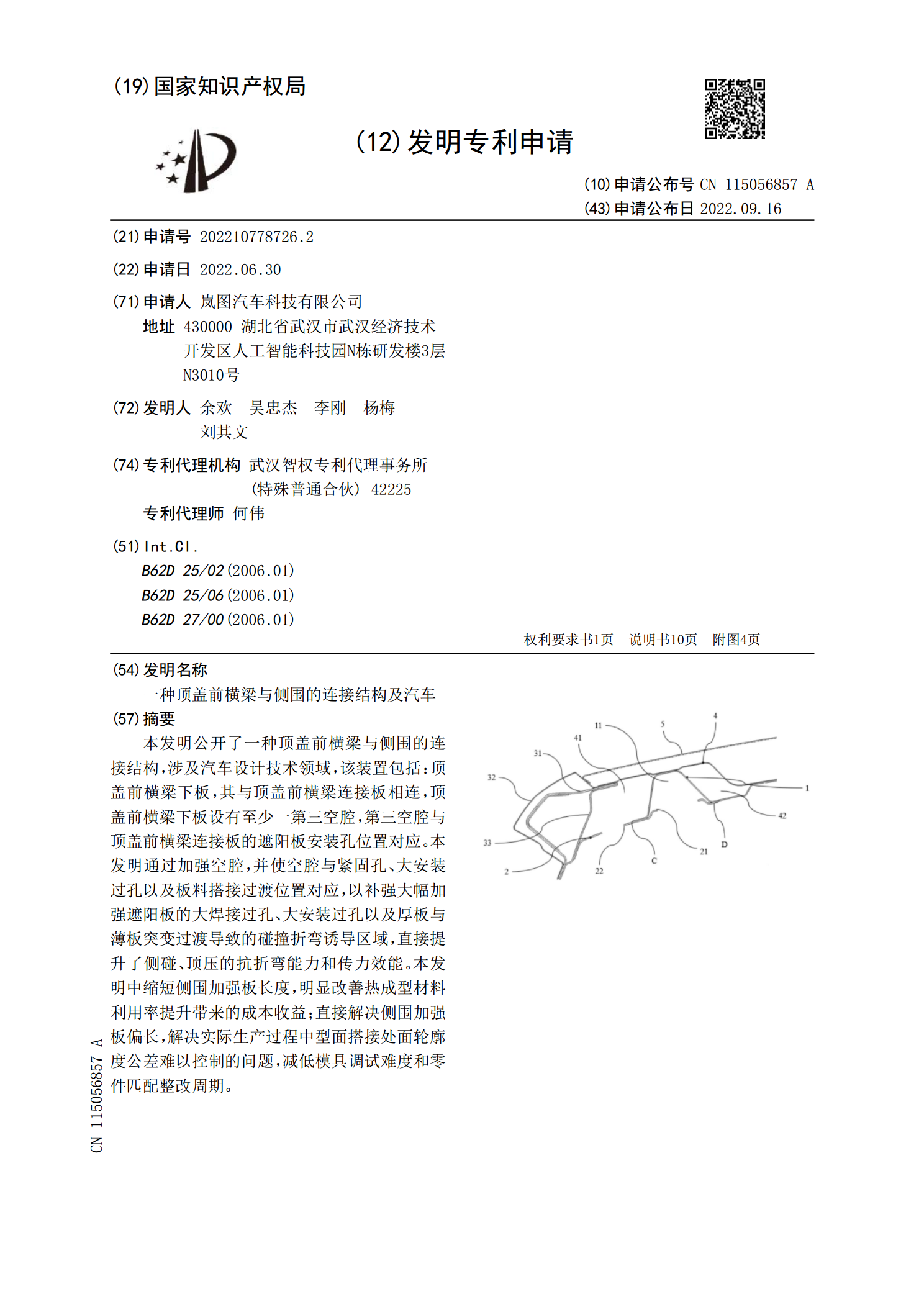
本发明公开了一种顶盖前横梁与侧围的连接结构,涉及汽车设计技术领域,该装置包括:顶盖前横梁下板,其与顶盖前横梁连接板相连,顶盖前横梁下板设有至少一第三空腔,第三空腔与顶盖前横梁连接板的遮阳板安装孔位置对应。本发明通过加强空腔,并使空腔与紧固孔、大安装过孔以及板料搭接过渡位置对应,以补强大幅加强遮阳板的大焊接过孔、大安装过孔以及厚板与薄板突变过渡导致的碰撞折弯诱导区域,直接提升了侧碰、顶压的抗折弯能力和传力效能。本发明中缩短侧围加强板长度,明显改善热成型材料利用率提升带来的成本收益;直接解决侧围加强板偏长,解

一种挤压铝顶盖前横梁与侧围的连接结构.pdf
本发明涉及一种挤压铝顶盖前横梁与侧围的连接结构,涉及汽车设计与制造的技术领域。本发明的挤压铝顶盖前横梁与侧围的连接结构,所述挤压铝顶盖前横梁的两侧分别设置有上钣金接头板和下钣金接头板,上钣金接头板和下钣金接头板与分别与挤压铝顶盖前横梁通过热熔自攻螺钉连接;侧围外板总成包括上伸出端和下伸出端,下伸出端上设置有预搭卡扣,所述预搭卡扣与下钣金接头板预搭接;下伸出端与下钣金接头板焊接,上伸出端分别与上钣金接头板和下钣金接头板的端部焊接。本发明的连接结构预先通过热熔自攻螺钉分装成挤压铝顶盖前横梁总成,从而可以实现总
顶盖横梁减震板结构.pdf
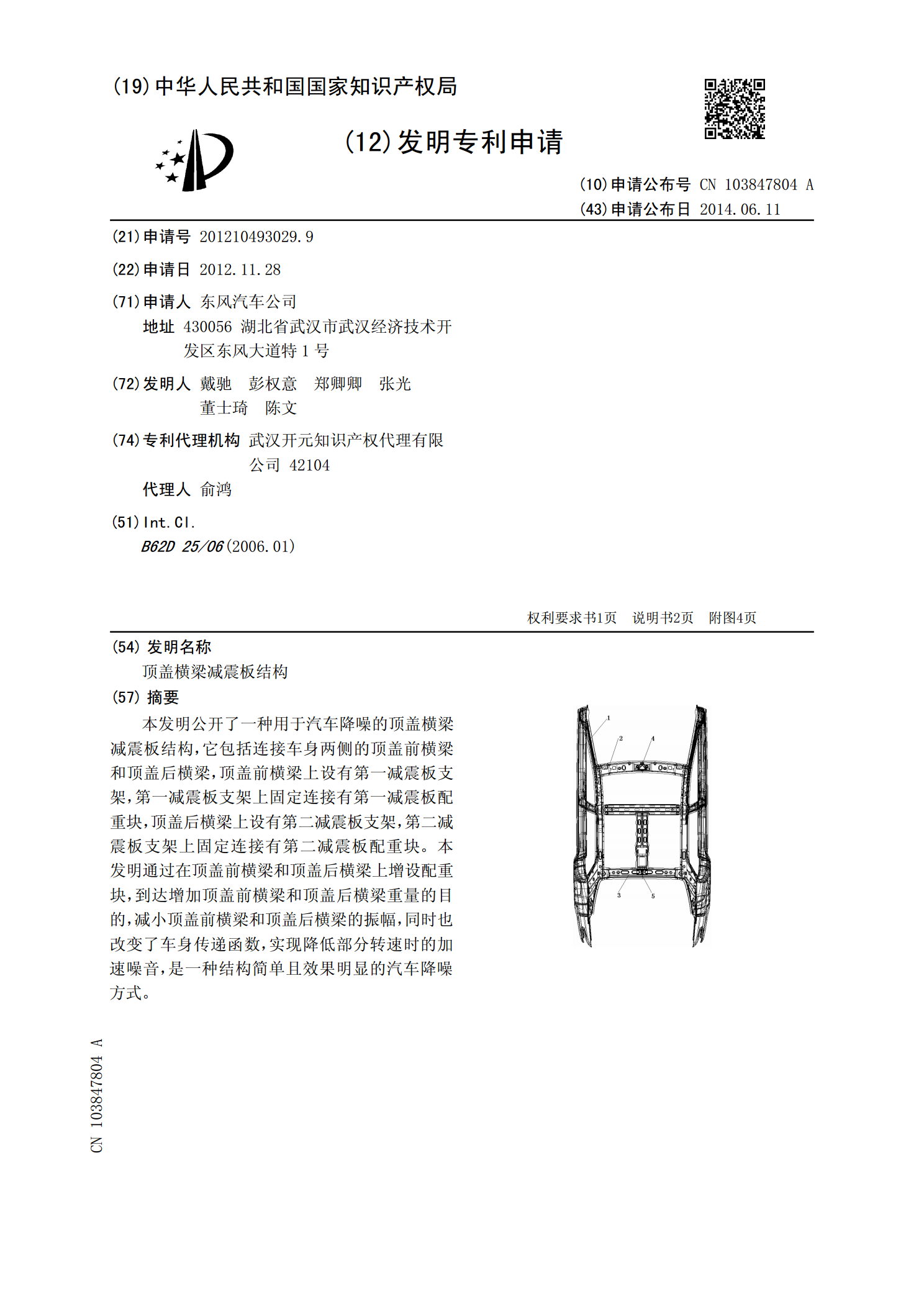
本发明公开了一种用于汽车降噪的顶盖横梁减震板结构,它包括连接车身两侧的顶盖前横梁和顶盖后横梁,顶盖前横梁上设有第一减震板支架,第一减震板支架上固定连接有第一减震板配重块,顶盖后横梁上设有第二减震板支架,第二减震板支架上固定连接有第二减震板配重块。本发明通过在顶盖前横梁和顶盖后横梁上增设配重块,到达增加顶盖前横梁和顶盖后横梁重量的目的,减小顶盖前横梁和顶盖后横梁的振幅,同时也改变了车身传递函数,实现降低部分转速时的加速噪音,是一种结构简单且效果明显的汽车降噪方式。