
压合技术全套.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压合技术全套.docx
压合技术指导目录目的-----------------------------------------------------------4范围-----------------------------------------------------------4安全-----------------------------------------------------------4设备及仪器-----------------------------------------------------4材料

高频高速用混压多层板的压合技术.docx
高频高速用混压多层板的压合技术I.IntroductionMultilayerprintedcircuitboardshavebecomeubiquitousinthemodernelectronicsindustry.Withtheincreasingdemandforsmaller,faster,andmorepowerfulelectronicdevices,multilayerPCBshavebecomethego-tosolutionforprovidinghigh-densityinterco

基板与芯片的压合方法及其压合装置.pdf
本发明提供一种基板与芯片的压合方法及其压合装置,在芯片压合至基板的压合制程中,借由设置于载台的防沾黏层接触该基板的防焊层,在完成该压合步骤后,借由该防沾黏层的防沾黏特性,使该防焊层不会沾黏于该防沾黏层,以避免该防焊层产生残留胶体于该压合装置,进而影响下一压合步骤的压合精密度。
气动式压合方法及压合装置.pdf
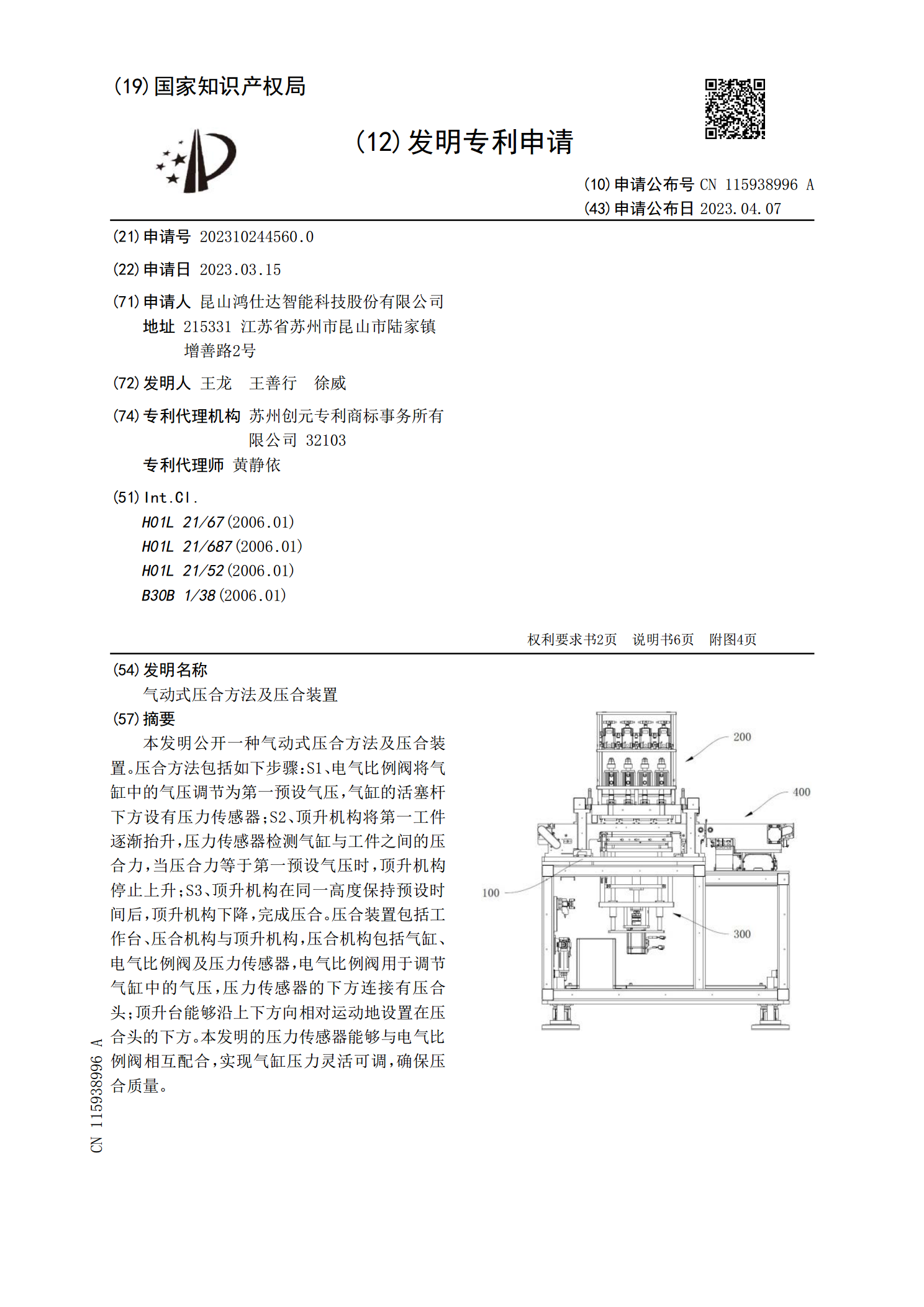
本发明公开一种气动式压合方法及压合装置。压合方法包括如下步骤:S1、电气比例阀将气缸中的气压调节为第一预设气压,气缸的活塞杆下方设有压力传感器;S2、顶升机构将第一工件逐渐抬升,压力传感器检测气缸与工件之间的压合力,当压合力等于第一预设气压时,顶升机构停止上升;S3、顶升机构在同一高度保持预设时间后,顶升机构下降,完成压合。压合装置包括工作台、压合机构与顶升机构,压合机构包括气缸、电气比例阀及压力传感器,电气比例阀用于调节气缸中的气压,压力传感器的下方连接有压合头;顶升台能够沿上下方向相对运动地设置在压合

机器人滚边压合技术应用.docx
机器人滚边压合技术应用作者:撰文/长春大正博凯汽车设备有限公司刘殿福机器人滚边压合技术,现在已经被应用于轿车白车身关键部件的包边制造中,主要部件有顶盖天窗、发动机罩盖、行李厢盖、车门、翼子板和轮罩。随着汽车工业的迅猛发展,车型的更新换代加速,各大汽车制造厂家为了缩短产品的开发周期、降低开发成本,广泛采用柔性化生产技术。这样,机器人滚边压合的这项柔性化生产技术成为轿车产品开发首选应用技术。机器人滚边压合技术的柔性化主要体现在两方面:一方面该技术可以根据实际生产节拍需要,采用一机多模或一模多机的工艺方案生产加