
滚轮式面团输送导面兼面团整型方法及装置.pdf

森林****来了


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
滚轮式面团输送导面兼面团整型方法及装置.pdf
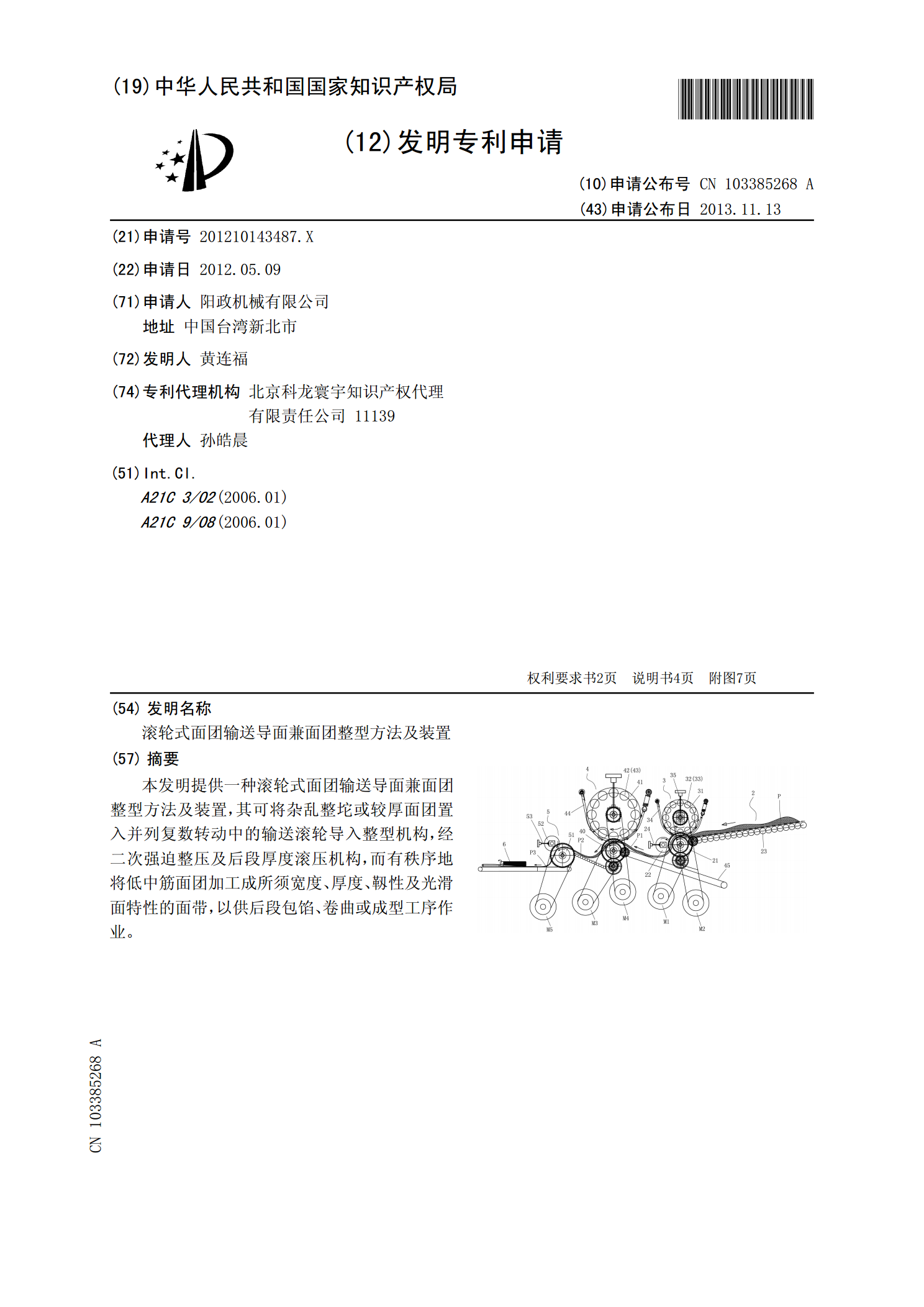
本发明提供一种滚轮式面团输送导面兼面团整型方法及装置,其可将杂乱整坨或较厚面团置入并列复数转动中的输送滚轮导入整型机构,经二次强迫整压及后段厚度滚压机构,而有秩序地将低中筋面团加工成所须宽度、厚度、靱性及光滑面特性的面带,以供后段包馅、卷曲或成型工序作业。
一种自动导面团兼调面带厚薄的连续辗压面团装置及方法.pdf
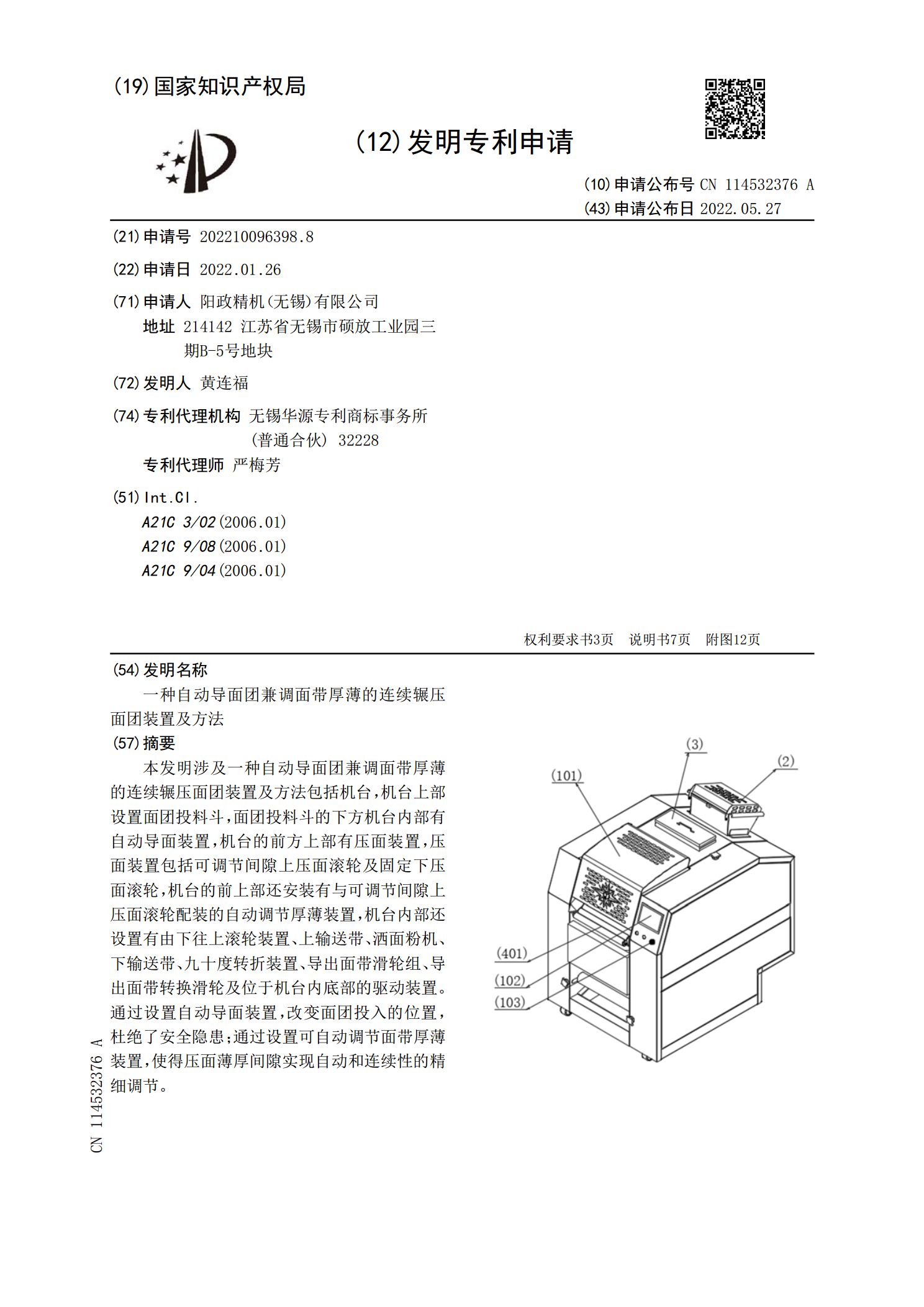
本发明涉及一种自动导面团兼调面带厚薄的连续辗压面团装置及方法包括机台,机台上部设置面团投料斗,面团投料斗的下方机台内部有自动导面装置,机台的前方上部有压面装置,压面装置包括可调节间隙上压面滚轮及固定下压面滚轮,机台的前上部还安装有与可调节间隙上压面滚轮配装的自动调节厚薄装置,机台内部还设置有由下往上滚轮装置、上输送带、洒面粉机、下输送带、九十度转折装置、导出面带滑轮组、导出面带转换滑轮及位于机台内底部的驱动装置。通过设置自动导面装置,改变面团投入的位置,杜绝了安全隐患;通过设置可自动调节面带厚薄装置,使得

面团制作装置和方法.pdf
公开了一种面团制作装置(10),该面团制作装置(10)被配置为生产具有降低的淀粉含量而不损害面团的期望的水分含量的面团。面团制作装置(10)包括:揉捏室(20),揉捏室(20)包括可控制的出水口(62)和由电动机(30)驱动的揉捏臂(22);控制器(40),被布置为控制所述电动机和出水口;重量传感器(18),被耦合到控制器,用于确定揉捏室的内容物的重量;以及用户界面(14),被通信地耦合到控制器,其中控制器适于利用用户界面接收(103)用户输入,用户输入指示要制作的面团的期望的水分含量;利用所述重量传感器

面团强力供给装置.pdf
本发明公开了一种面团强力供给装置,包括壳体,所述壳体内安装有两根相向转动的送料轴,每根所述送料轴上均设置有向另一根送料轴旋转的送料螺旋;所述壳体的一侧侧壁上设置有出料口,两根所述送料轴的送料旋出端从所述出料口内伸出,两根所述送料轴的另一端从所述壳体的另一侧侧壁上伸出并安装有驱动齿轮,两根所述送料轴的驱动齿轮啮合传动,所述驱动齿轮传动连接有减速驱动装置;两根带送料螺旋的送料轴相向转动挤压面团,给面团提供强力挤压力,模仿人工揉面,能够做出口感更筋道的面饼。

将面团自动导成面带成型装置.pdf
本发明提供一种可将面团自动导成面带成型装置,尤指将滚轮外圆周设计成圆弧R沟、配合前端呈圆球弧型头的刮面刀加上V型导出口,使滚轮滚压面团时不残留面屑并可有效将面团由V型导出口完美导成面带输出。