
一种新能源电动汽车轮毂的加工方法.pdf

运升****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新能源电动汽车轮毂的加工方法.pdf
本发明涉及轮毂加工技术领域,具体地说是一种新能源电动汽车轮毂的加工方法。新能源电动汽车轮毂其结构、形式与其它轮毂不同,是由均匀分布的三组对称槽、内外四段圆弧和五段直线圆滑过渡的异型面、高精度基准孔、底部6个螺纹孔、2个键槽组成旋转体,轮毂的高精度基准孔公差非常严格,用普通刀具加工难以保证。本发明包括锻造→外圆粗加工→内孔粗加工→热处理→外圆半精加工→内孔半精加工→外圆精加工→内孔精加工→孔槽的加工→测量→喷砂→清洗→封箱→入库。其特征在于严格控制刀具及其刀具的走向和程序,保证控制刀具的走向和程序。保证了轮
一种新能源汽车轮毂加工装置及加工方法.pdf
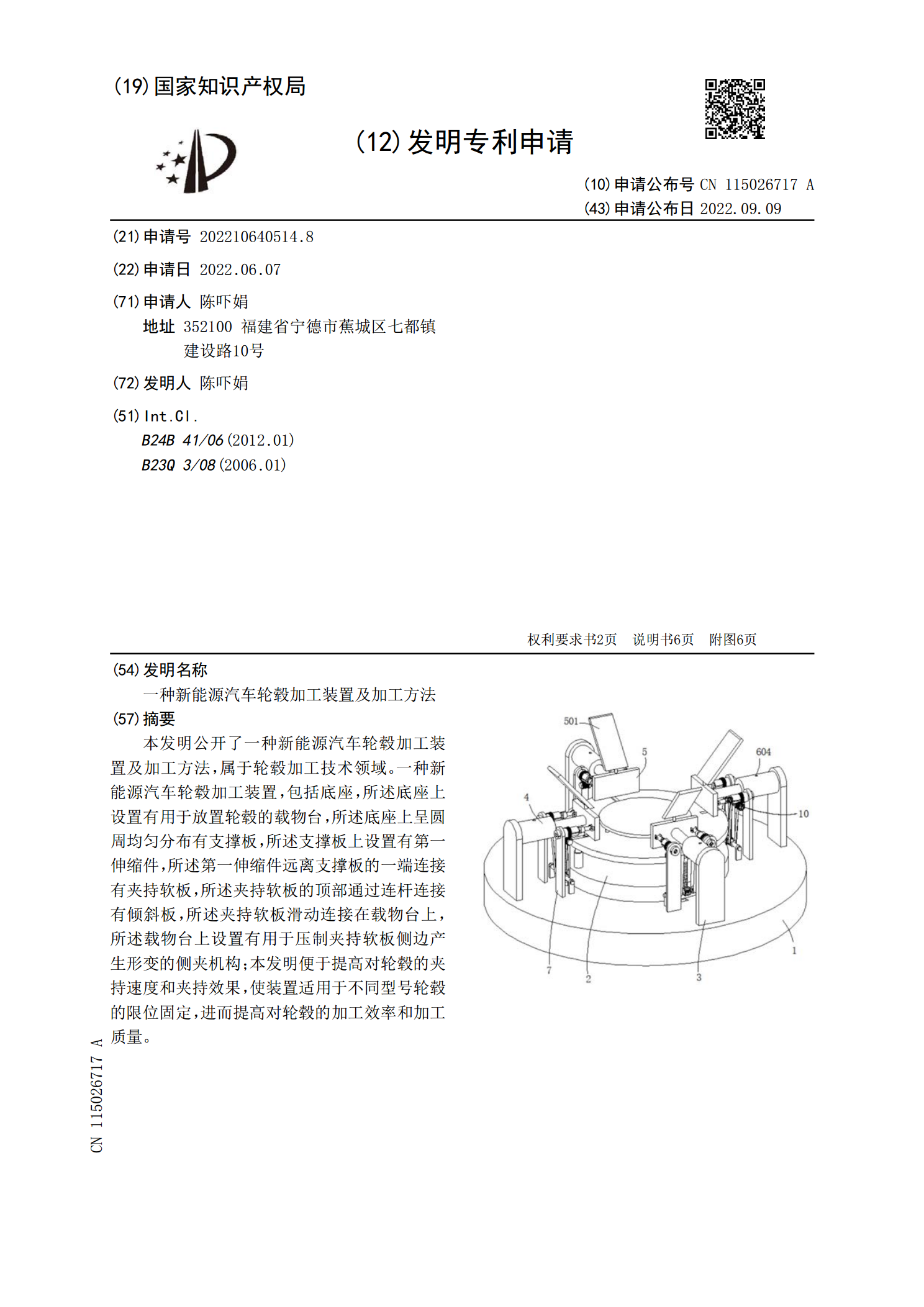
本发明公开了一种新能源汽车轮毂加工装置及加工方法,属于轮毂加工技术领域。一种新能源汽车轮毂加工装置,包括底座,所述底座上设置有用于放置轮毂的载物台,所述底座上呈圆周均匀分布有支撑板,所述支撑板上设置有第一伸缩件,所述第一伸缩件远离支撑板的一端连接有夹持软板,所述夹持软板的顶部通过连杆连接有倾斜板,所述夹持软板滑动连接在载物台上,所述载物台上设置有用于压制夹持软板侧边产生形变的侧夹机构;本发明便于提高对轮毂的夹持速度和夹持效果,使装置适用于不同型号轮毂的限位固定,进而提高对轮毂的加工效率和加工质量。
一种新能源汽车轮毂制造加工方法.pdf
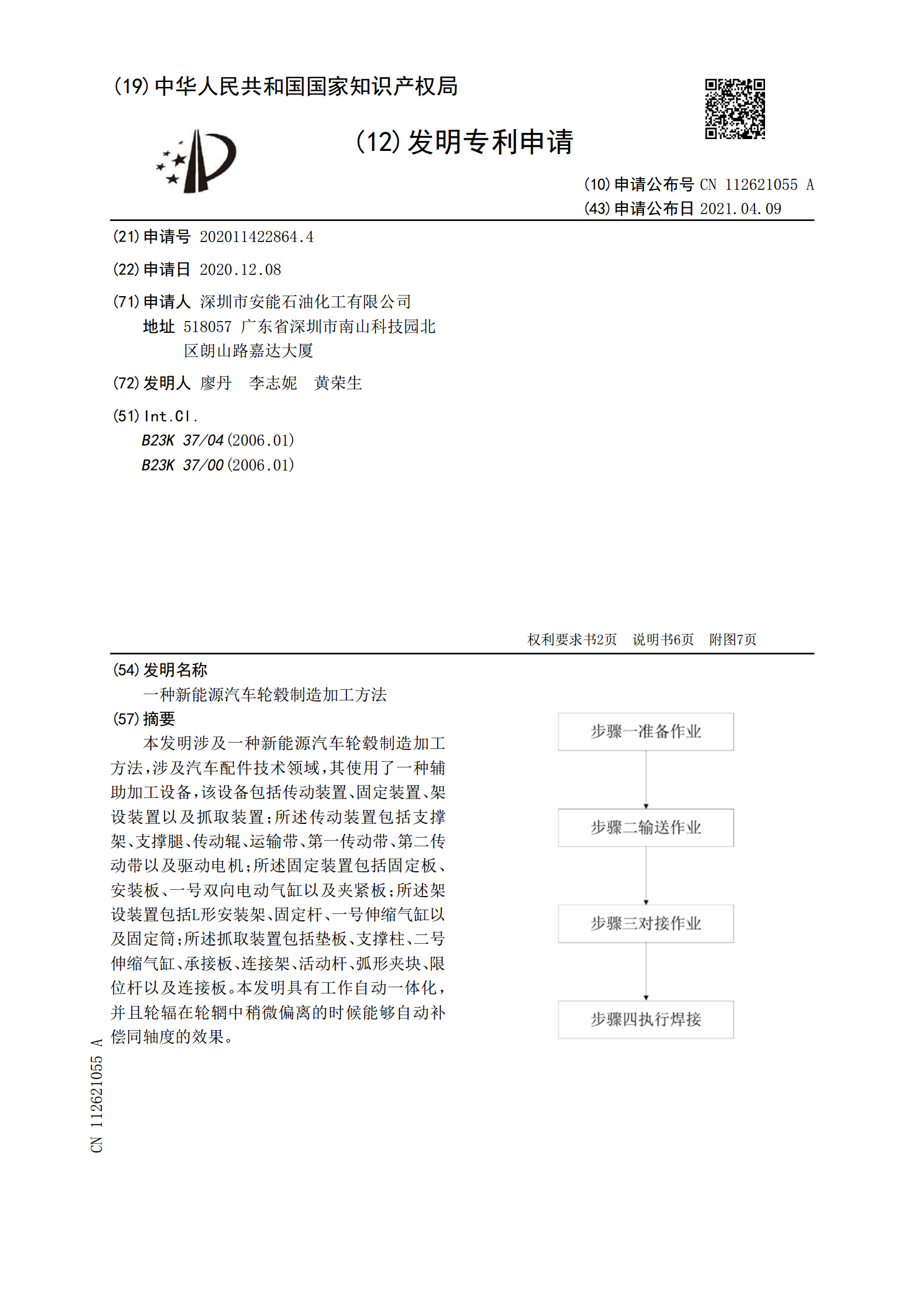
本发明涉及一种新能源汽车轮毂制造加工方法,涉及汽车配件技术领域,其使用了一种辅助加工设备,该设备包括传动装置、固定装置、架设装置以及抓取装置;所述传动装置包括支撑架、支撑腿、传动辊、运输带、第一传动带、第二传动带以及驱动电机;所述固定装置包括固定板、安装板、一号双向电动气缸以及夹紧板;所述架设装置包括L形安装架、固定杆、一号伸缩气缸以及固定筒;所述抓取装置包括垫板、支撑柱、二号伸缩气缸、承接板、连接架、活动杆、弧形夹块、限位杆以及连接板。本发明具有工作自动一体化,并且轮辐在轮辋中稍微偏离的时候能够自动补偿

一种新能源电动汽车直驱轮毂电机及其电动汽车.pdf
本发明公开了一种新能源电动汽车直驱轮毂电机及其电动汽车,主要包括电机壳体,所述电机壳体内设有转子,所述转子内设有定子,所述定子上设有电机绕组,所述转子与定子之间通过转轴配合,所述转子内侧壁表面沿圆周均匀设有若干永磁体,所述定子上还设有检测转子位置的检测器,所述检测器与固定在转子上且与转子同心旋转的检测器母盘接触,所述电机壳体外侧还设有固定装置。本发明结构紧凑,设计合理,有利于提高电动汽车零部件的集成度,可直接用于不同的直驱电动汽车,提高整个电动汽车驱动系统的响应速度。
一种新能源汽车轮毂加工烘箱.pdf
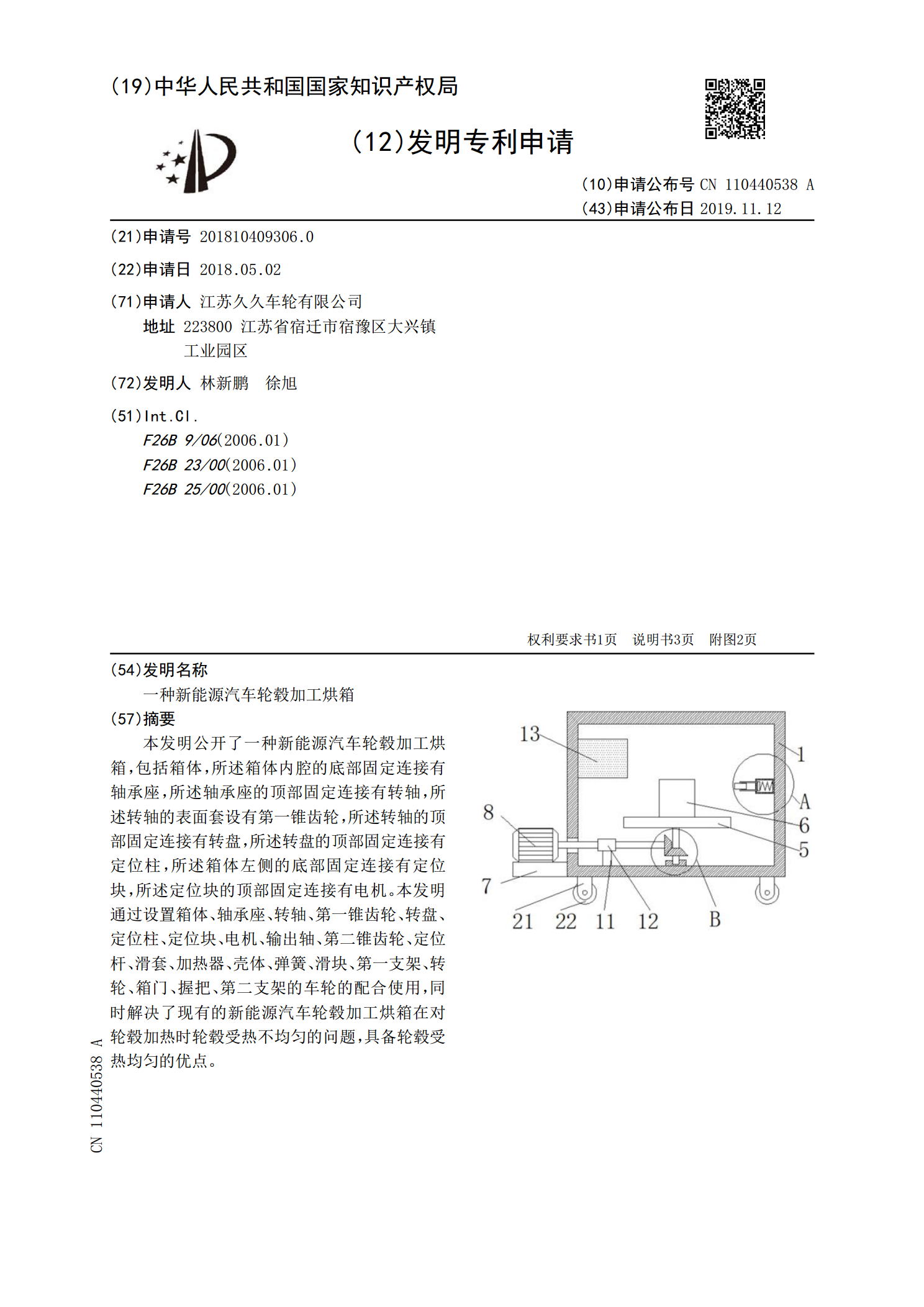
本发明公开了一种新能源汽车轮毂加工烘箱,包括箱体,所述箱体内腔的底部固定连接有轴承座,所述轴承座的顶部固定连接有转轴,所述转轴的表面套设有第一锥齿轮,所述转轴的顶部固定连接有转盘,所述转盘的顶部固定连接有定位柱,所述箱体左侧的底部固定连接有定位块,所述定位块的顶部固定连接有电机。本发明通过设置箱体、轴承座、转轴、第一锥齿轮、转盘、定位柱、定位块、电机、输出轴、第二锥齿轮、定位杆、滑套、加热器、壳体、弹簧、滑块、第一支架、转轮、箱门、握把、第二支架的车轮的配合使用,同时解决了现有的新能源汽车轮毂加工烘箱在对