
用于车轮的滚动轴承装置.pdf

Th****84


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于车轮的滚动轴承装置.pdf
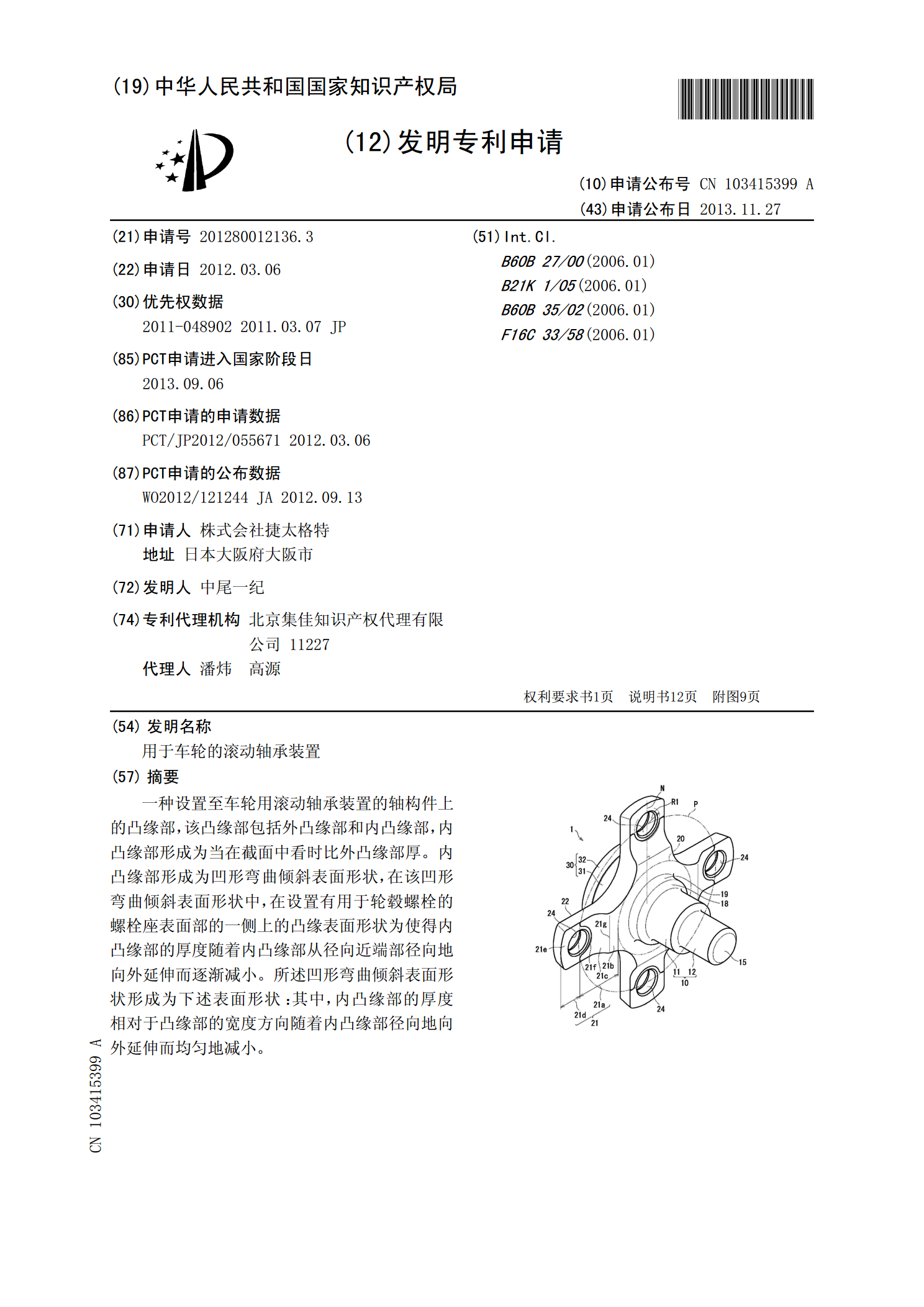
一种设置至车轮用滚动轴承装置的轴构件上的凸缘部,该凸缘部包括外凸缘部和内凸缘部,内凸缘部形成为当在截面中看时比外凸缘部厚。内凸缘部形成为凹形弯曲倾斜表面形状,在该凹形弯曲倾斜表面形状中,在设置有用于轮毂螺栓的螺栓座表面部的一侧上的凸缘表面形状为使得内凸缘部的厚度随着内凸缘部从径向近端部径向地向外延伸而逐渐减小。所述凹形弯曲倾斜表面形状形成为下述表面形状:其中,内凸缘部的厚度相对于凸缘部的宽度方向随着内凸缘部径向地向外延伸而均匀地减小。

车轮滚动轴承装置.pdf
【问题】提供一种车轮滚动轴承装置,该滚动轴承装置构造成使得:即使用于密封在内环与外环之间的密封构件的压缩余量设定为小,油脂也不泄漏。【方案】本车轮滚动轴承装置(10)包括:内轴(12);外环(11),外环(11)同心地布置在内轴(12)的外周侧上;多个滚珠(13),多个滚珠(13)布置在内轴(12)与外环(11)之间;以及一对保持器(20),一对保持器(20)用于在圆周方向上保持滚珠(13)。凹向径向方向上的外侧以便保持油脂的凹部(25)形成在该对保持器(20)中的每一个的内周表面上、且形成在内周表面的从

车轮用滚动轴承装置的制造方法以及车轮用滚动轴承装置.pdf
本发明涉及车轮用滚动轴承装置的制造方法以及车轮用滚动轴承装置。从车轮用滚动轴承装置的轴部件的轴端部,嵌入外圈与滚动体,并嵌入内圈与滚动体,然后对轴端部进行铆接加工而形成铆接部而固定内圈。此时,进行了铆接加工的轴端部为实心的圆柱形状,将铆接夹具推碰到轴端部上,一边将铆接夹具朝轴部的一端侧的方向按压一边使铆接夹具进行摆动运动并使轴端部扩径而进行铆接。

车轮用滚动轴承装置.pdf
本发明提供车轮用滚动轴承装置,具备:内圈部件,用于紧固车轮的多个凸缘部放射状地形成于该内圈部件的轴部的外周面;外圈部件,该外圈部件以相对于内圈部件的轴部的外周面隔出环状空间的方式配设;以及多个滚动体,上述多个滚动体以能够滚动的方式配设于内圈部件与外圈部件之间的环状空间。内圈部件通过冷锻而形成。以遍及从凸缘部的车内侧面的根部附近到越过外圈部件的车外侧端部的外周面的区域,从车内侧朝车外侧沿轴向变化的同时逐渐形成为大径的方式形成锥形面,该锥形面以锻造表皮的状态而形成。在外圈部件的车外侧端部的外周面安装有密封部件

车轮用滚动轴承装置.pdf
本发明涉及车轮用滚动轴承装置。在轮毂轴的内侧以及外侧的内圈滚道面、与外圈部件的内侧以及外侧的外圈滚道面之间,以能够滚动的方式配置有内侧列以及外侧列的球。在将内侧列的球的节圆直径称作D1,并且将外侧列的球的节圆直径称作D2的情况下,D1和D2被设定为形成D1<D2的关系。在将从形成内侧列的球相对于内侧的外圈滚道面的接触角的交点到内侧滚道肩部的边界部为止的滚道圆弧的角度称作θ1,将从形成外侧列的球相对于外侧的外圈滚道面的接触角的交点到外侧滚道肩部的边界部为止的滚道圆弧的角度称作θ2的情况下,θ1和θ2被设定为