
凸曲线非圆轮廓零件的磨削方法及磨削结构.pdf

努力****弘毅


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

凸曲线非圆轮廓零件的磨削方法及磨削结构.pdf
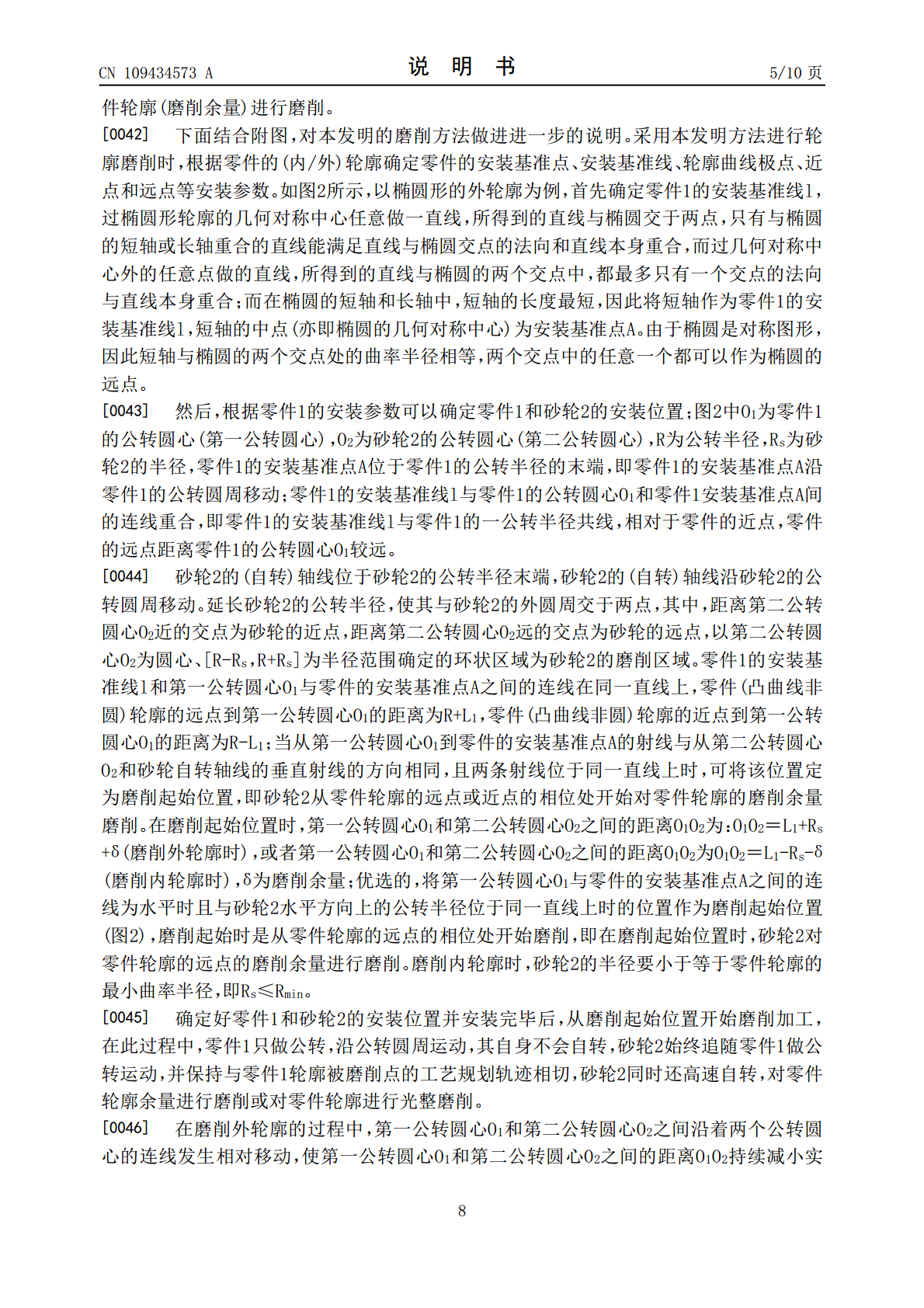
凸曲线非圆轮廓零件的磨削方法及磨削结构,使零件和砂轮分别绕零件和砂轮的公转圆心公转,砂轮同时绕自身轴线回转;砂轮的公转半径和零件的公转半径相等;在磨削起始位置时,砂轮磨削零件轮廓的远点的磨削余量;磨削时零件和砂轮分别绕各自的公转圆心公转,砂轮始终保持与零件轮廓的被磨削点的工艺规划轨迹相切并绕自身轴线回转,磨削过程中第一公转圆心和第二公转圆心之间的距离沿着两个公转圆心的连线方向持续变化,完成磨削时,第一、第二公转圆心间的距离等于特定值。本发明在磨削过程中使砂轮和零件等半径公转,将砂轮的直线往复运动转化为圆周

凸曲线轮廓零件的磨削方法及磨削结构.pdf
凸曲线轮廓零件的磨削方法及磨削结构,使零件和砂轮分别自转的同时,令砂轮绕一公转轴心线公转;砂轮始终保持与零件轮廓的被磨削点的工艺规划轨迹相切,磨削过程中零件自转轴心线和公转轴心线之间的距离沿着两者间的垂直连线方向持续变化实现进给,完成磨削时,零件自转轴心线和砂轮公转轴心线之间的距离等于特定值。本发明将传统磨削工艺中砂轮的直线往复运动转化为砂轮的同向公转运动,将磨削轮廓曲线极点时直线轴的直线换向冲击载荷转化为砂轮同向公转的变速动载荷,使得凸曲线轮廓的磨削过程在相对平缓的动载荷条件下进行,提高了磨削效率和磨削

凸节曲线非圆齿轮蜗杆砂轮磨削方法.pdf
本发明公开了一种凸节曲线非圆齿轮蜗杆砂轮磨削方法,主要步骤包括:蜗杆砂轮的修整,蜗杆砂轮与齿轮的对中,蜗杆砂轮的轨迹规划;用蜗杆砂轮磨代替基于插齿原理的成形砂轮展成磨削凸节曲线非圆齿轮。蜗杆砂轮磨能够实现多齿同时磨削,比单齿的基于插齿原理的成形砂轮展成磨削方法效率高,成本也相应减少。因而,本发明具有加工效率高、加工成本低的特点,为凸节曲线非圆齿轮磨削提供了一种新选择。另外,凸节曲线非圆齿轮蜗杆砂轮磨削方法与传统圆柱齿轮蜗杆砂轮磨十分相似,主要不同点在于联动轨迹的规划上,因而易于将非圆齿轮软件控制模块集成于

凸节曲线非圆齿轮蜗杆砂轮磨削加工方法.docx
凸节曲线非圆齿轮蜗杆砂轮磨削加工方法摘要:凸节曲线非圆齿轮蜗杆是一种适用于传动高负荷和高转速的重要机械部件,其表面加工质量对其传动性能和使用寿命有着重要的影响。本文介绍了凸节曲线非圆齿轮蜗杆磨削加工方法,重点讨论了磨削道具的选用、加工参数的优化以及加工过程中的表面质量评估等问题。通过实验结果验证了该方法的有效性和可行性,为凸节曲线非圆齿轮蜗杆表面加工提供了一定的参考依据。关键词:凸节曲线、非圆齿轮蜗杆、磨削加工、道具选用、表面质量评估引言:凸节曲线非圆齿轮蜗杆作为一种高精度、高负荷和高转速的传动部件,在机
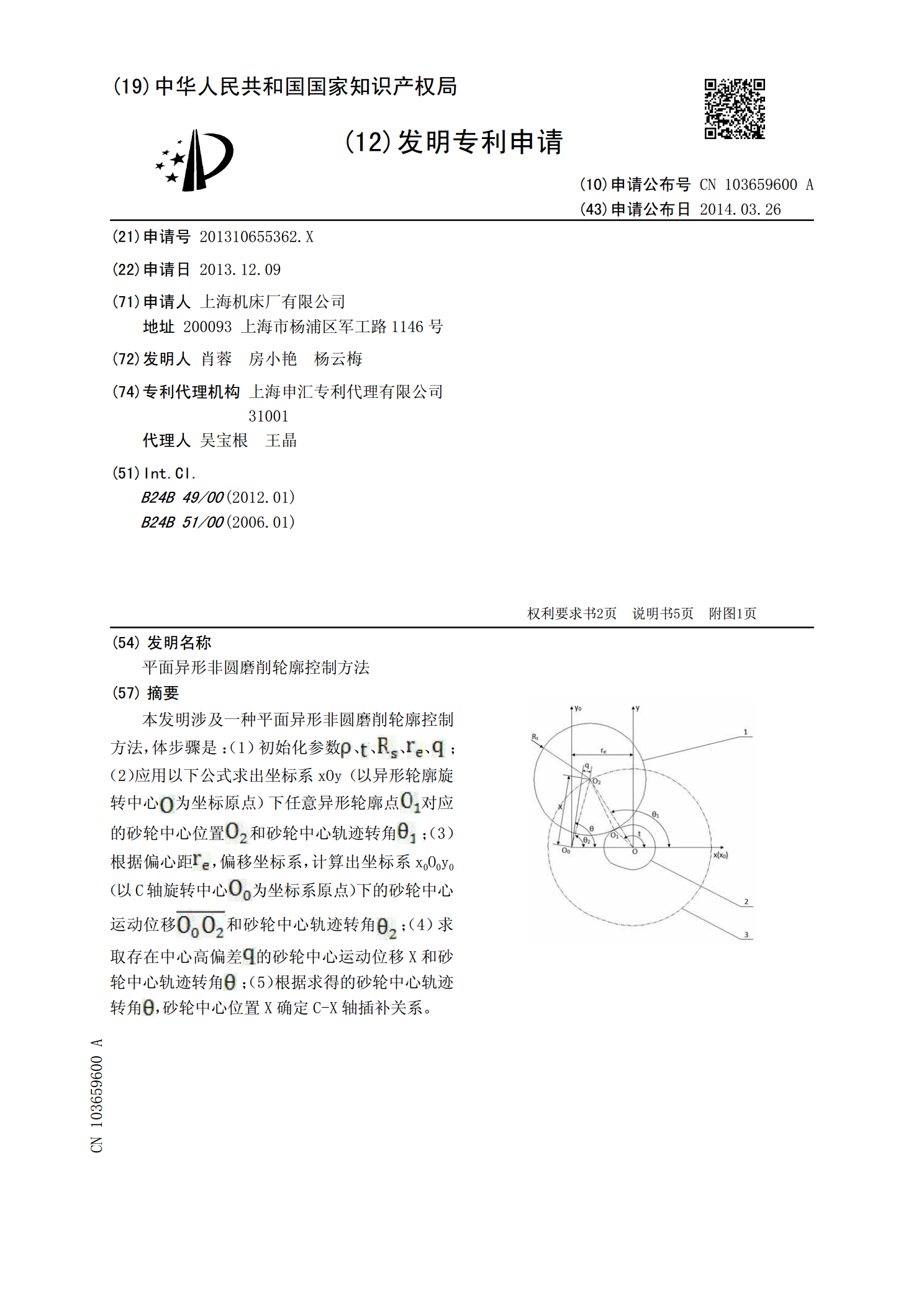
平面异形非圆磨削轮廓控制方法.pdf
本发明涉及一种平面异形非圆磨削轮廓控制方法,体步骤是:(1)初始化参数、、、、;(2)应用以下公式求出坐标系xOy(以异形轮廓旋转中心为坐标原点)下任意异形轮廓点对应的砂轮中心位置和砂轮中心轨迹转角;(3)根据偏心距,偏移坐标系,计算出坐标系x0O0y0(以C轴旋转中心为坐标系原点)下的砂轮中心运动位移和砂轮中心轨迹转角;(4)求取存在中心高偏差的砂轮中心运动位移X和砂轮中心轨迹转角;(5)根据求得的砂轮中心轨迹转角,砂轮中心位置X确定C-X轴插补关系。