
一种Si非球面透镜的数控加工方法.pdf

宏硕****mo


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种Si非球面透镜的数控加工方法.pdf
本发明属于一种非球面光学元件光学加工方法,具体涉及一种Si非球面透镜数控加工的方法。它包括如下步骤,制作抛光模具;制作套环夹具;计算修整模层的角度,用电镀金刚石修整砂轮修聚氨酯模层;为用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜的零件表面;用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜;小修磨抛光头,对非球面面形进行修整,直至达到要求。其优点是,每加工一种零件都要制作一套工装夹具,所用的工装具有较强的通用性;选用Si抛光专用的SiO2抛光液,在保证面形精度的条件下提高生产效率达到最佳抛光效果

一种微型球面或非球面透镜阵列的加工方法.pdf
本发明一种微型球面或非球面透镜阵列的加工方法,通过带有多条沟槽磨刃的砂轮在玻璃基片上分别研磨出相互垂直横向、纵向沟槽形成了端面为正方形的长方柱体矩阵;对长方柱体再用凹形磨刃的磨头旋转研磨成球面或非球面面形的微型透镜基本体;换用粒度较小的同结构微型磨头对微型透镜基本体进行精研磨;利用微型抛光头对已经过精研磨的微型透镜基本体进行抛光,抛光时需不断加入研磨剂,研磨剂的粒度要由粗到细依次不断更换,直至光洁度达到设计要求。
切线法数控非球面加工方法及机床.pdf
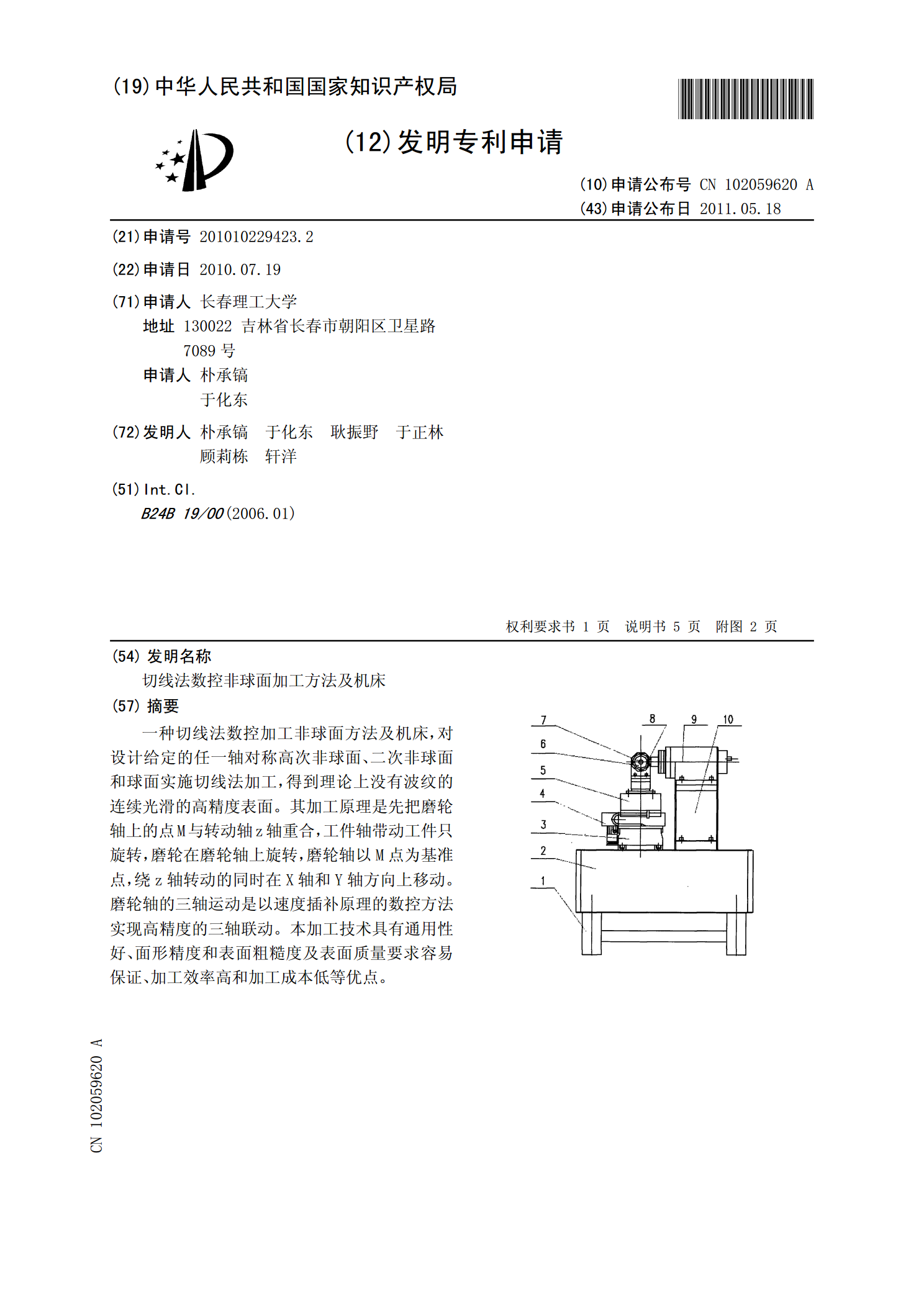
一种切线法数控加工非球面方法及机床,对设计给定的任一轴对称高次非球面、二次非球面和球面实施切线法加工,得到理论上没有波纹的连续光滑的高精度表面。其加工原理是先把磨轮轴上的点M与转动轴z轴重合,工件轴带动工件只旋转,磨轮在磨轮轴上旋转,磨轮轴以M点为基准点,绕z轴转动的同时在X轴和Y轴方向上移动。磨轮轴的三轴运动是以速度插补原理的数控方法实现高精度的三轴联动。本加工技术具有通用性好、面形精度和表面粗糙度及表面质量要求容易保证、加工效率高和加工成本低等优点。
一种氟化钙材料阶梯回转非球面透镜加工方法.pdf
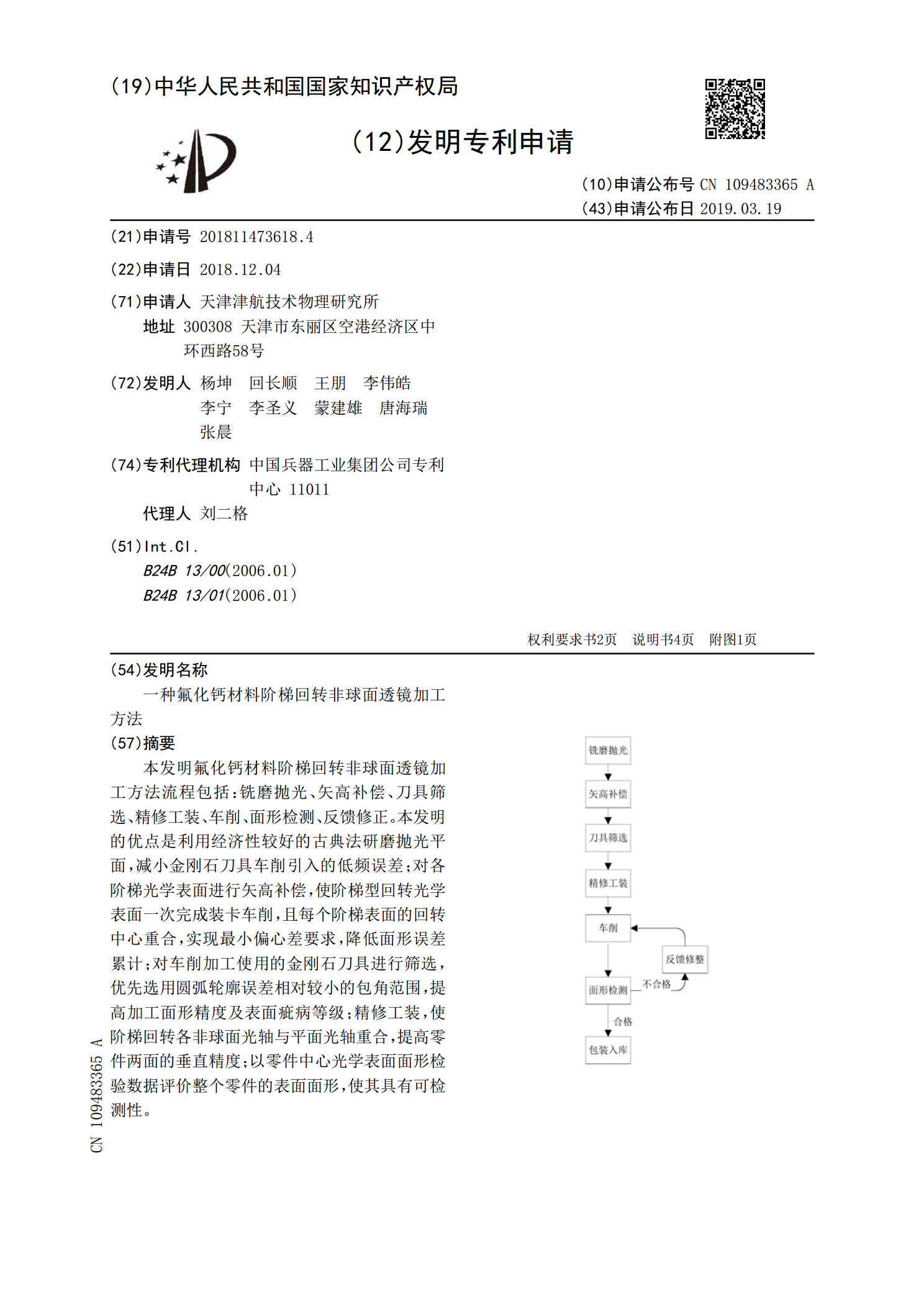
本发明氟化钙材料阶梯回转非球面透镜加工方法流程包括:铣磨抛光、矢高补偿、刀具筛选、精修工装、车削、面形检测、反馈修正。本发明的优点是利用经济性较好的古典法研磨抛光平面,减小金刚石刀具车削引入的低频误差;对各阶梯光学表面进行矢高补偿,使阶梯型回转光学表面一次完成装卡车削,且每个阶梯表面的回转中心重合,实现最小偏心差要求,降低面形误差累计;对车削加工使用的金刚石刀具进行筛选,优先选用圆弧轮廓误差相对较小的包角范围,提高加工面形精度及表面疵病等级;精修工装,使阶梯回转各非球面光轴与平面光轴重合,提高零件两面的垂
一种非球面透镜制备方法.pdf
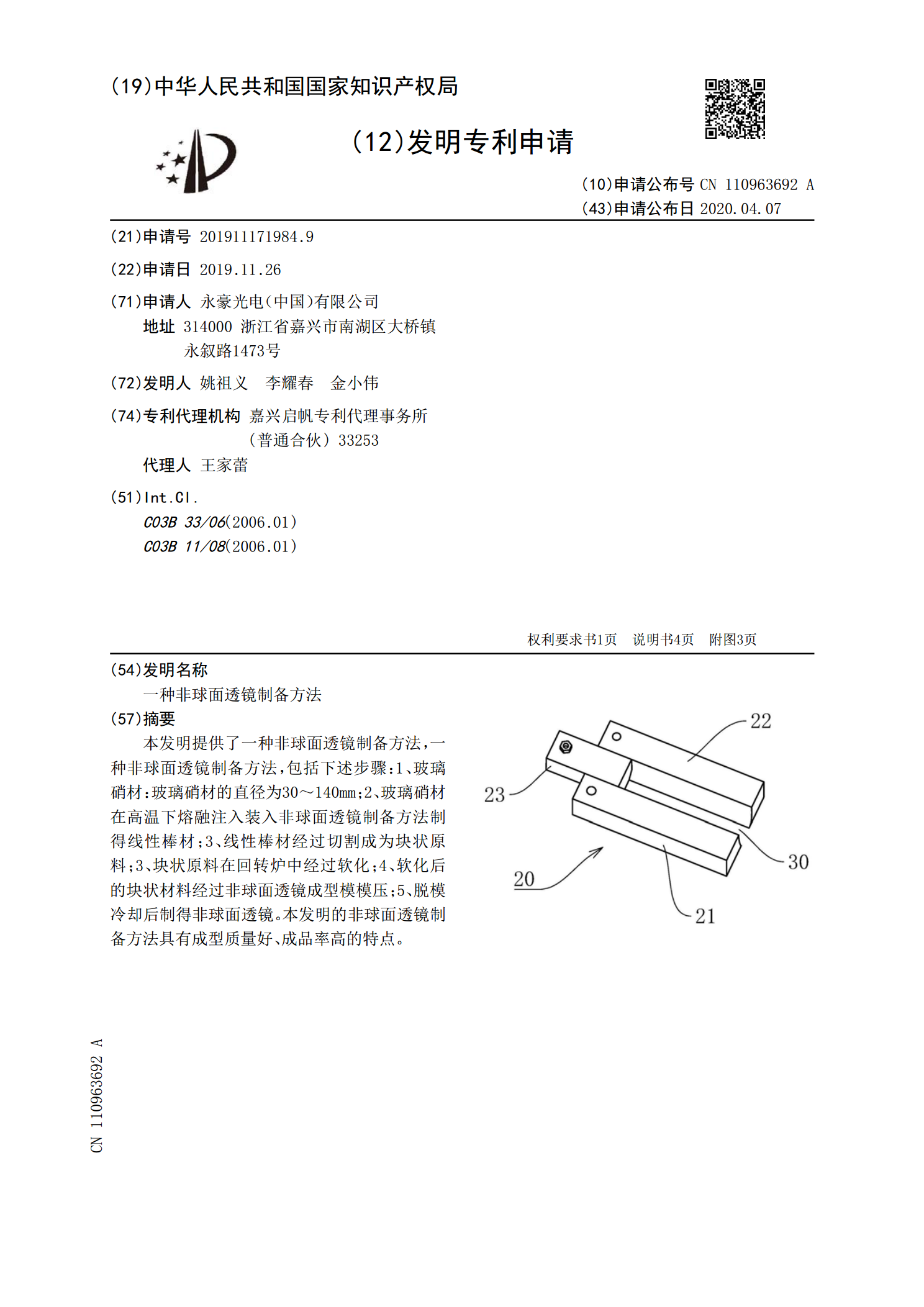
本发明提供了一种非球面透镜制备方法,一种非球面透镜制备方法,包括下述步骤:1、玻璃硝材:玻璃硝材的直径为30~140mm;2、玻璃硝材在高温下熔融注入装入非球面透镜制备方法制得线性棒材;3、线性棒材经过切割成为块状原料;3、块状原料在回转炉中经过软化;4、软化后的块状材料经过非球面透镜成型模模压;5、脱模冷却后制得非球面透镜。本发明的非球面透镜制备方法具有成型质量好、成品率高的特点。