
一种微型球面或非球面透镜阵列的加工方法.pdf

甲申****66

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微型球面或非球面透镜阵列的加工方法.pdf
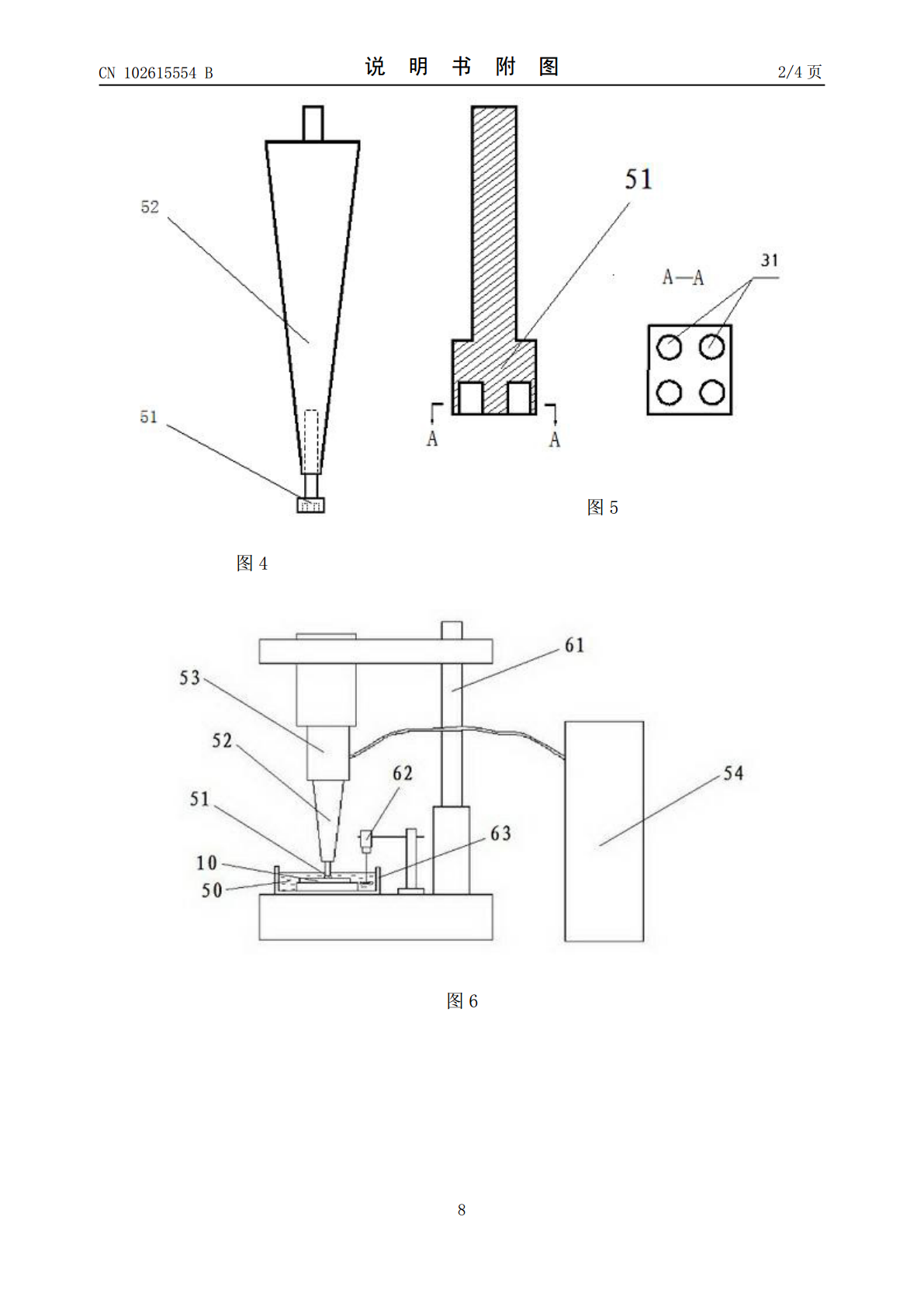
本发明一种微型球面或非球面透镜阵列的加工方法,通过带有多条沟槽磨刃的砂轮在玻璃基片上分别研磨出相互垂直横向、纵向沟槽形成了端面为正方形的长方柱体矩阵;对长方柱体再用凹形磨刃的磨头旋转研磨成球面或非球面面形的微型透镜基本体;换用粒度较小的同结构微型磨头对微型透镜基本体进行精研磨;利用微型抛光头对已经过精研磨的微型透镜基本体进行抛光,抛光时需不断加入研磨剂,研磨剂的粒度要由粗到细依次不断更换,直至光洁度达到设计要求。
阵列非球面透镜模压.pdf
阵列非球面透镜模压一、引言阵列非球面透镜,作为一种独特的透镜形式,在现代光学和光电子领域中发挥着越来越重要的作用。其独特的几何形状和光学性能,使得它在许多高精度光学系统中有广泛的应用,如显微镜、望远镜、照相机镜头等。模压技术作为一种高效、高精度的制造方法,在阵列非球面透镜的制造中扮演着关键角色。本文将重点探讨阵列非球面透镜的特点与优势、模压制造技术的基础原理、阵列非球面透镜模压的关键技术,以及模压技术的发展趋势与展望。二、阵列非球面透镜的特点与优势阵列非球面透镜以其独特的几何形状和光学性能,在光学系统中展

一种Si非球面透镜的数控加工方法.pdf
本发明属于一种非球面光学元件光学加工方法,具体涉及一种Si非球面透镜数控加工的方法。它包括如下步骤,制作抛光模具;制作套环夹具;计算修整模层的角度,用电镀金刚石修整砂轮修聚氨酯模层;为用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜的零件表面;用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜;小修磨抛光头,对非球面面形进行修整,直至达到要求。其优点是,每加工一种零件都要制作一套工装夹具,所用的工装具有较强的通用性;选用Si抛光专用的SiO2抛光液,在保证面形精度的条件下提高生产效率达到最佳抛光效果
一种非球面透镜制备方法.pdf
本发明提供了一种非球面透镜制备方法,一种非球面透镜制备方法,包括下述步骤:1、玻璃硝材:玻璃硝材的直径为30~140mm;2、玻璃硝材在高温下熔融注入装入非球面透镜制备方法制得线性棒材;3、线性棒材经过切割成为块状原料;3、块状原料在回转炉中经过软化;4、软化后的块状材料经过非球面透镜成型模模压;5、脱模冷却后制得非球面透镜。本发明的非球面透镜制备方法具有成型质量好、成品率高的特点。
一种非球面玻璃透镜制造方法.pdf
本发明公开了一种非球面玻璃透镜制造方法,其步骤如下:a.将玻璃管材放进炉中加热,加温到1300℃-1600℃,时间为1-2分钟;b.将预热过的玻璃半成品放入下模模芯,在石英玻璃管中通入氮气,防止高温下模具被氧化;接着,模具和玻璃半成品通过红外线灯加热到模压温度;然后,缓缓闭合上模和下模,使玻璃半成品被压缩成型;c.将成型后的产品取出,经风机逐步冷却并释放内应力;d.退火处理温度:500℃-600℃,时间为8~10h;e.修整成型,包括:精磨、抛光、切边。本发明提供了一种工艺简便、生产成本低的非球面玻璃透镜