
一种非球面透镜制备方法.pdf

小寄****淑k

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种非球面透镜制备方法.pdf
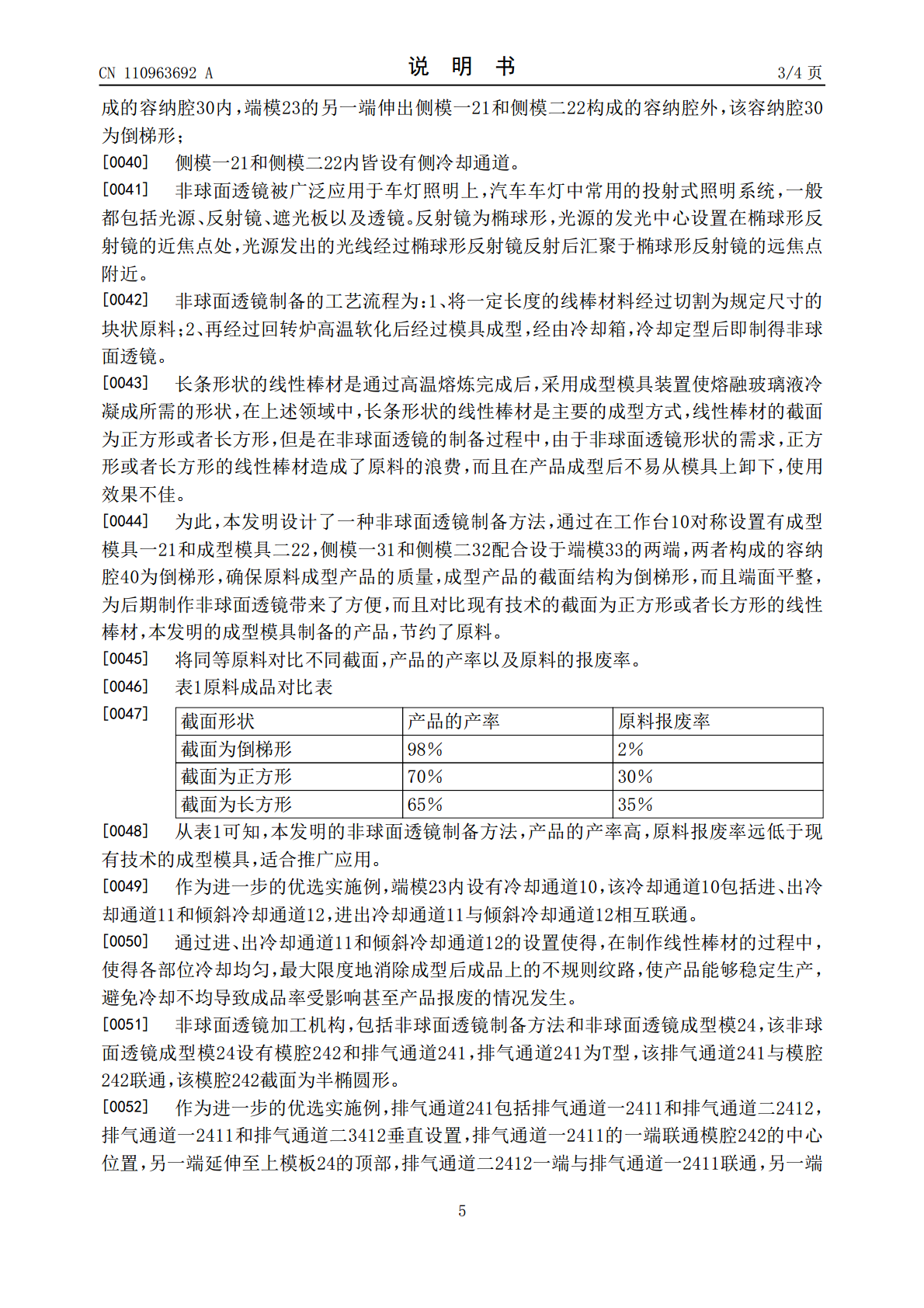
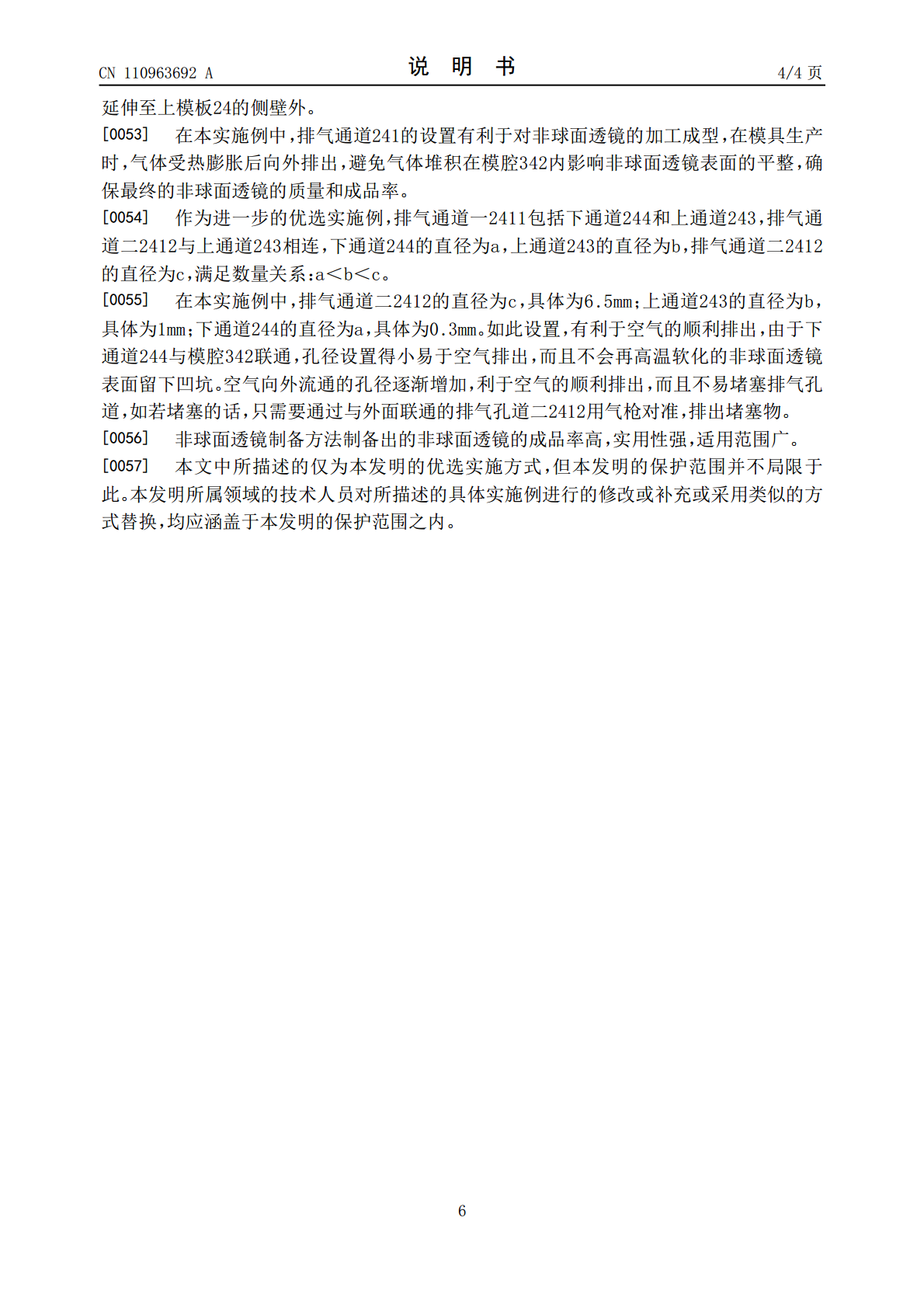
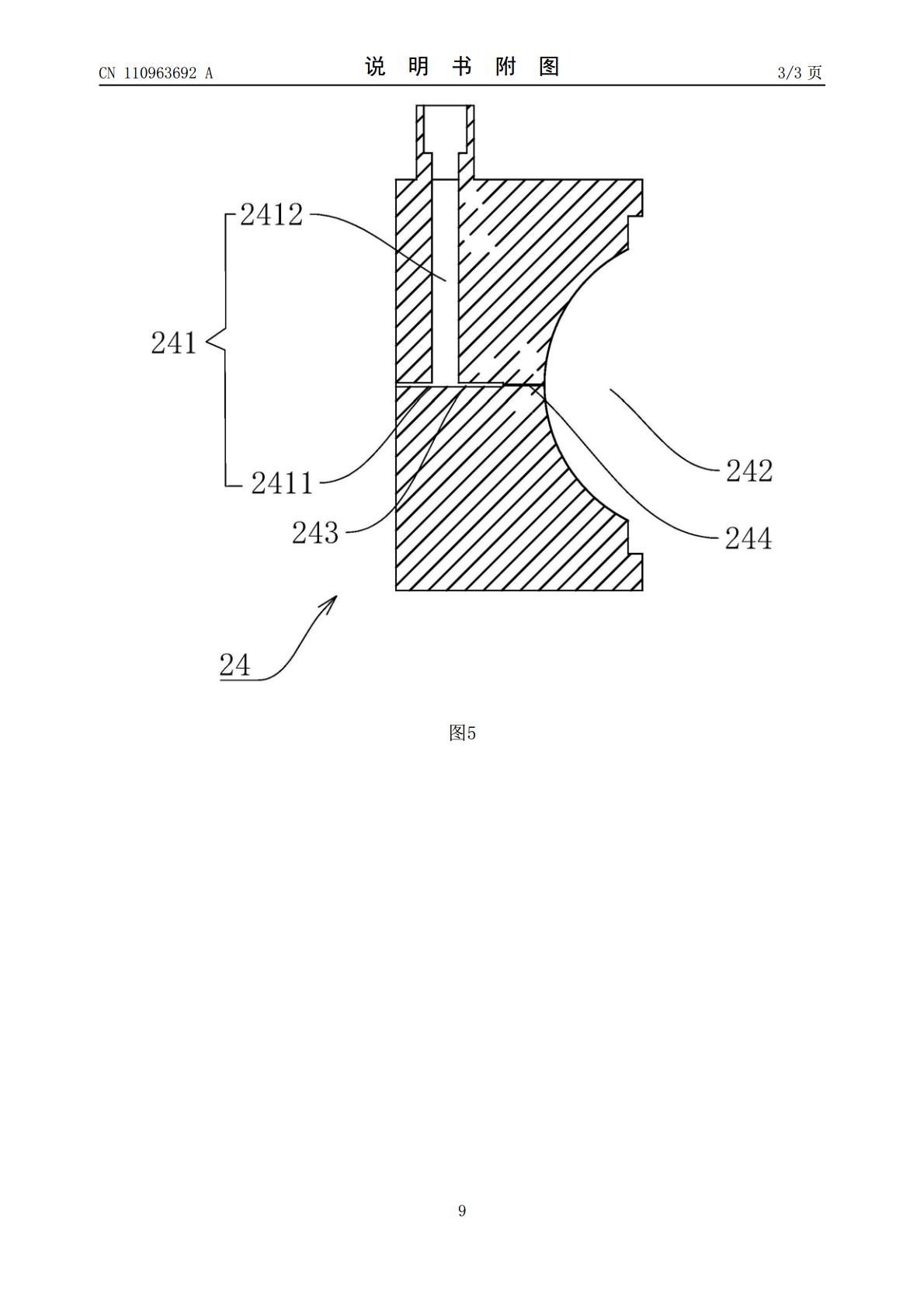
本发明提供了一种非球面透镜制备方法,一种非球面透镜制备方法,包括下述步骤:1、玻璃硝材:玻璃硝材的直径为30~140mm;2、玻璃硝材在高温下熔融注入装入非球面透镜制备方法制得线性棒材;3、线性棒材经过切割成为块状原料;3、块状原料在回转炉中经过软化;4、软化后的块状材料经过非球面透镜成型模模压;5、脱模冷却后制得非球面透镜。本发明的非球面透镜制备方法具有成型质量好、成品率高的特点。
一种大直径非球面透镜制备方法.pdf
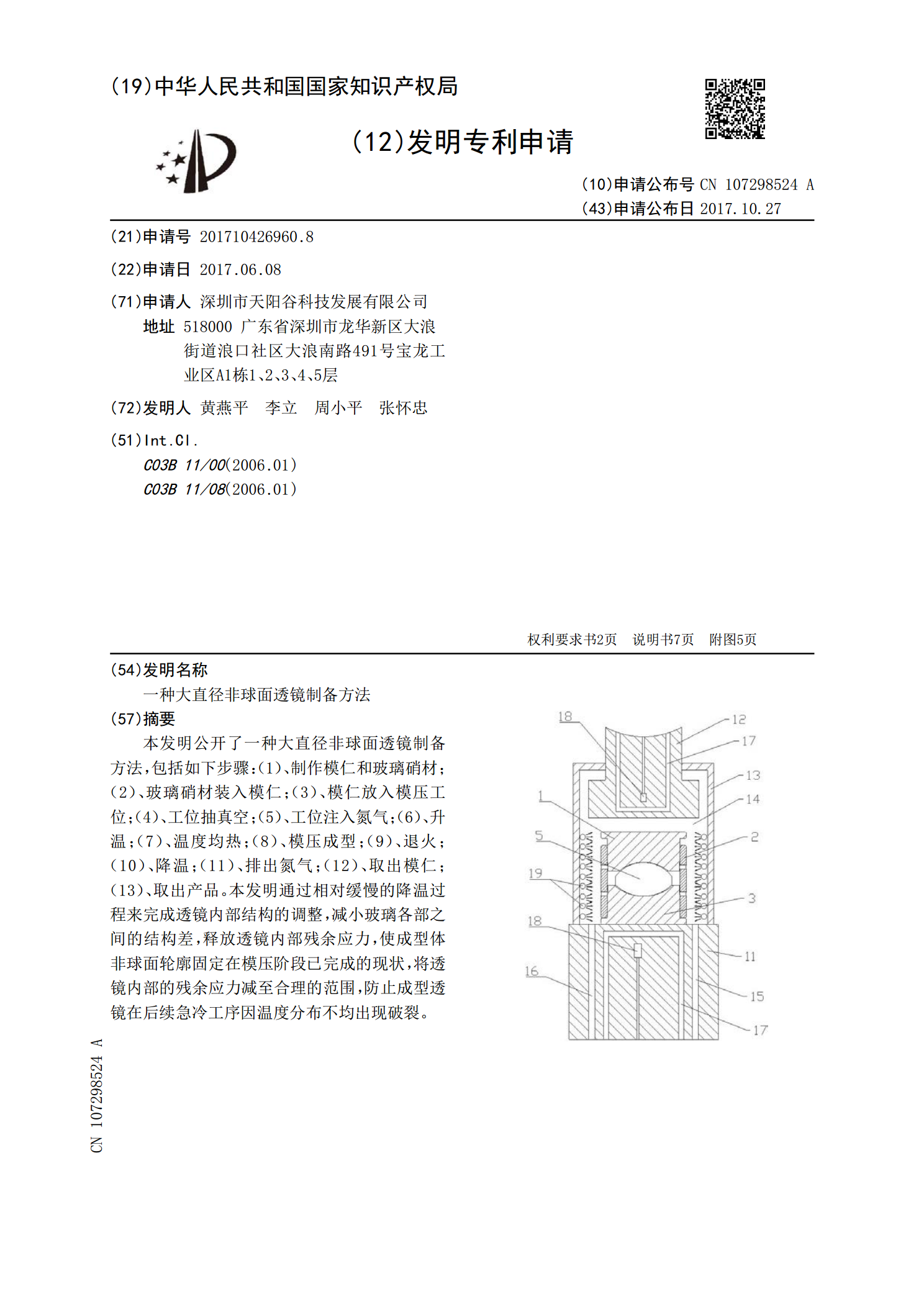
本发明公开了一种大直径非球面透镜制备方法,包括如下步骤:(1)、制作模仁和玻璃硝材;(2)、玻璃硝材装入模仁;(3)、模仁放入模压工位;(4)、工位抽真空;(5)、工位注入氮气;(6)、升温;(7)、温度均热;(8)、模压成型;(9)、退火;(10)、降温;(11)、排出氮气;(12)、取出模仁;(13)、取出产品。本发明通过相对缓慢的降温过程来完成透镜内部结构的调整,减小玻璃各部之间的结构差,释放透镜内部残余应力,使成型体非球面轮廓固定在模压阶段已完成的现状,将透镜内部的残余应力减至合理的范围,防止成型

硅基非球面柱面微透镜阵列制备方法.pptx
添加副标题目录PART01硅基非球面柱面微透镜阵列的应用领域硅基非球面柱面微透镜阵列的制备技术现状PART02制备流程关键技术优缺点分析PART03光学性能机械性能稳定性PART04在光学系统中的应用在传感器中的应用在其他领域的应用前景PART05面临的主要挑战技术发展趋势未来展望感谢您的观看
一种非球面玻璃透镜制造方法.pdf
本发明公开了一种非球面玻璃透镜制造方法,其步骤如下:a.将玻璃管材放进炉中加热,加温到1300℃-1600℃,时间为1-2分钟;b.将预热过的玻璃半成品放入下模模芯,在石英玻璃管中通入氮气,防止高温下模具被氧化;接着,模具和玻璃半成品通过红外线灯加热到模压温度;然后,缓缓闭合上模和下模,使玻璃半成品被压缩成型;c.将成型后的产品取出,经风机逐步冷却并释放内应力;d.退火处理温度:500℃-600℃,时间为8~10h;e.修整成型,包括:精磨、抛光、切边。本发明提供了一种工艺简便、生产成本低的非球面玻璃透镜
非球面微透镜的激光三维加工制备方法.pdf
本发明属于微制造技术领域,具体地说是涉及一种利用激光三维加工制备非球面微透镜及微透镜阵列的方法。其首先编制计算机软件获得非球面微透镜模型的点云数据,然后将可固化材料涂覆于硬质基底表面,再在计算机程序控制下根据非球面微透镜模型的点云数据利用激光三维加工系统逐点扫描固化可固化材料,经显影后获得非球面微结构,以该微结构为模版,经刻蚀获得基底材料的非球面微透镜及阵列。本发明所述方法突破了热熔法只能制备球形微透镜、金刚石铣磨法难于制备微透镜阵列的局限;可获得垂直和水平方向任意轮廓的非球面微透镜及阵列,对