
切线法数控非球面加工方法及机床.pdf

a是****澜吖


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
切线法数控非球面加工方法及机床.pdf
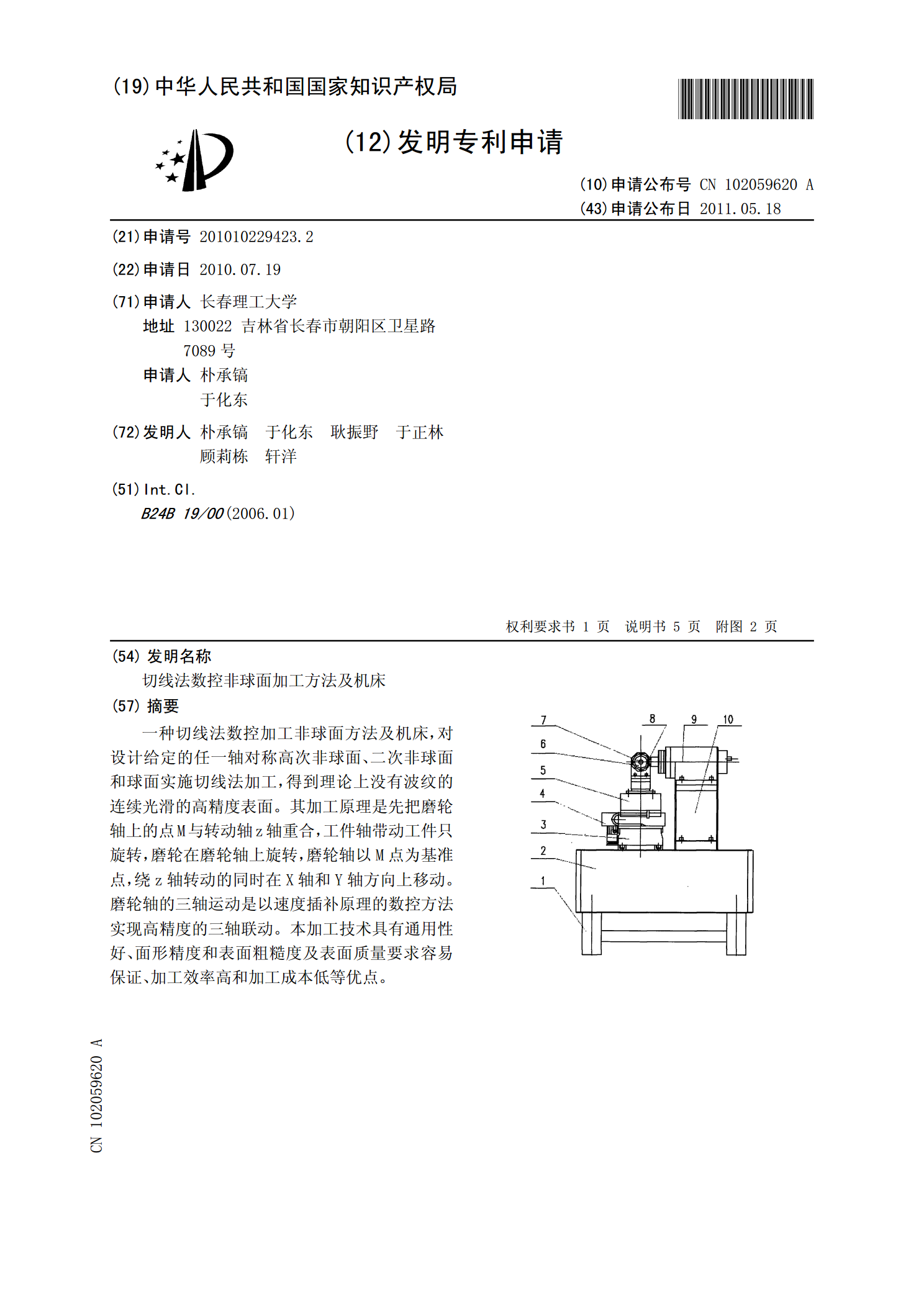
一种切线法数控加工非球面方法及机床,对设计给定的任一轴对称高次非球面、二次非球面和球面实施切线法加工,得到理论上没有波纹的连续光滑的高精度表面。其加工原理是先把磨轮轴上的点M与转动轴z轴重合,工件轴带动工件只旋转,磨轮在磨轮轴上旋转,磨轮轴以M点为基准点,绕z轴转动的同时在X轴和Y轴方向上移动。磨轮轴的三轴运动是以速度插补原理的数控方法实现高精度的三轴联动。本加工技术具有通用性好、面形精度和表面粗糙度及表面质量要求容易保证、加工效率高和加工成本低等优点。

切线法加工高次非球面的智能前馈系统研究.pptx
添加副标题目录PART01PART02切线法加工高次非球面的重要性智能前馈系统在加工中的应用研究目的与意义PART03切线法加工原理高次非球面数学模型切线法加工高次非球面的关键技术PART04智能前馈系统的结构与功能传感器数据采集与处理切削力预测模型切削参数优化算法PART05实验设备与实验条件实验过程与数据采集结果分析与讨论与传统方法的比较PART06研究成果总结对未来研究的建议与展望感谢您的观看

一种Si非球面透镜的数控加工方法.pdf
本发明属于一种非球面光学元件光学加工方法,具体涉及一种Si非球面透镜数控加工的方法。它包括如下步骤,制作抛光模具;制作套环夹具;计算修整模层的角度,用电镀金刚石修整砂轮修聚氨酯模层;为用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜的零件表面;用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜;小修磨抛光头,对非球面面形进行修整,直至达到要求。其优点是,每加工一种零件都要制作一套工装夹具,所用的工装具有较强的通用性;选用Si抛光专用的SiO2抛光液,在保证面形精度的条件下提高生产效率达到最佳抛光效果
数控加工机床.pptx
第五章数控加工机床机床数控技术新篇电子工业出版社,2008年10月5.4重型和超重型数控机床5.4.1概述5.4.2国产重型、超重型数控机床简介5.5精密微小型数控机床和微型工厂5.5.1问题的提出5.5.2国内外微小型化数控机床简介5.6超精密数控机床5.6.1问题的提出5.6.2国内外超精密数控机床简介5.7数控机床技术、理念的新境界5.7.1新一代并联运动机床5.7.2智能数控机床5.7.3模块化与可重构数控机床MachineToolsforRemovalProcesses:AGeneralView
数控机床加工与操作方法.docx
数控机床加工与操作方法【摘要】数控技术是用数字信息对机械运动和工作过程进行控制的技术数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品。本论文主要介绍数控机床对初学者的要求机床加工前的准备工作数控机床的程序指令数控机床对刀的操作方法机床加工几何精度要求数机床维修和生产安全要求。【关键词】数控技术;加工方法;自动技术;程序指令1.数控机床加工特点数控技术是现代制造业实现自动化、柔性化、集成化生产的基础离开了数控