
工件搬送装置及工件制造方法.pdf

海昌****姐淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工件搬送装置及工件制造方法.pdf
本发明提供一种能够以相互不同的输送间距来搬送多个工件的工件搬送装置。工件搬送装置(10)具备:具有输出轴(30)的驱动电机(28);固定在输出轴(30)上且直径相互不同的多个驱动轮(31~33);卷绕在多个驱动轮(31~33)的每一个上的多个同步带(51~53);以及固定在多个同步带(51~53)的每一个上并随着输出轴(30)的正反旋转而以相互不同的输送间距往复移动来搬送工件的多个连接板(61~65)。

工件搬送装置.pdf
本发明提供一种工件搬送装置,该工件搬送装置通过减轻含有齿条的进给杆的重量而使进给杆快速地沿水平行驶动作。通过将被水平保持在滑动导引件(14)上而在其长度方向预定位置上设有工件保持部(50)的进给杆(2)至少向轴向前后行驶动作,由此,将预定位置的工件依次搬送到其它预定位置的工件搬送装置(10)中,具有:将轴向前后水平传送机构B由形成在进给杆(20)的一个侧面上的轻质素材制的齿条(22);配设在设置于滑动导引件(14)上的滑动底座(30)上的驱动侧的多个带轮(34)以及卷绕在多个带轮(34)上而与齿条(22)

工件的制造装置和制造方法.pdf
本发明提供工件的制造装置和制造方法。包括上模和与上模相对配置的下模,上模和下模中的一方模包括主冲头,另一方模包括顶出器、滑块和施力部(第2气弹簧),该滑块沿与上下方向交叉的方向移动自如,该施力部与滑块连接且向规定的滑动方向(S)对滑块施力,在滑块与顶出器之间设有凸轮构造,上模和下模合模后,利用该凸轮构造将顶出器向与工件排出方向(E)相反方向的移动转换为滑块向与规定的滑动方向相反方向的移动,在上模和下模自合模状态开模至规定量时,利用该凸轮构造将滑块向规定的滑动方向的移动转换为顶出器向工件排出方向的移动,该制
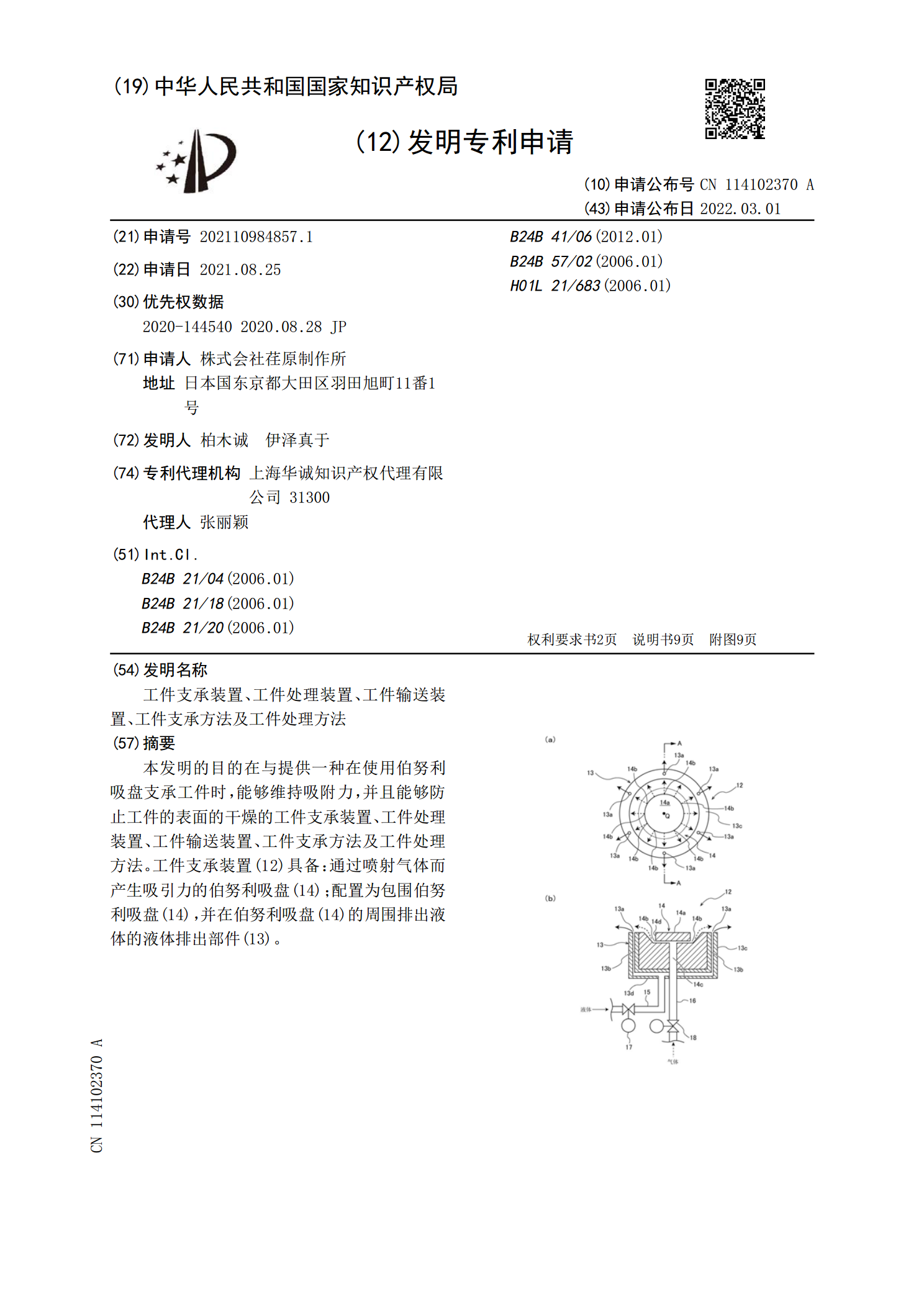
工件支承装置、工件处理装置、工件输送装置、工件支承方法及工件处理方法.pdf
本发明的目的在与提供一种在使用伯努利吸盘支承工件时,能够维持吸附力,并且能够防止工件的表面的干燥的工件支承装置、工件处理装置、工件输送装置、工件支承方法及工件处理方法。工件支承装置(12)具备:通过喷射气体而产生吸引力的伯努利吸盘(14);配置为包围伯努利吸盘(14),并在伯努利吸盘(14)的周围排出液体的液体排出部件(13)。
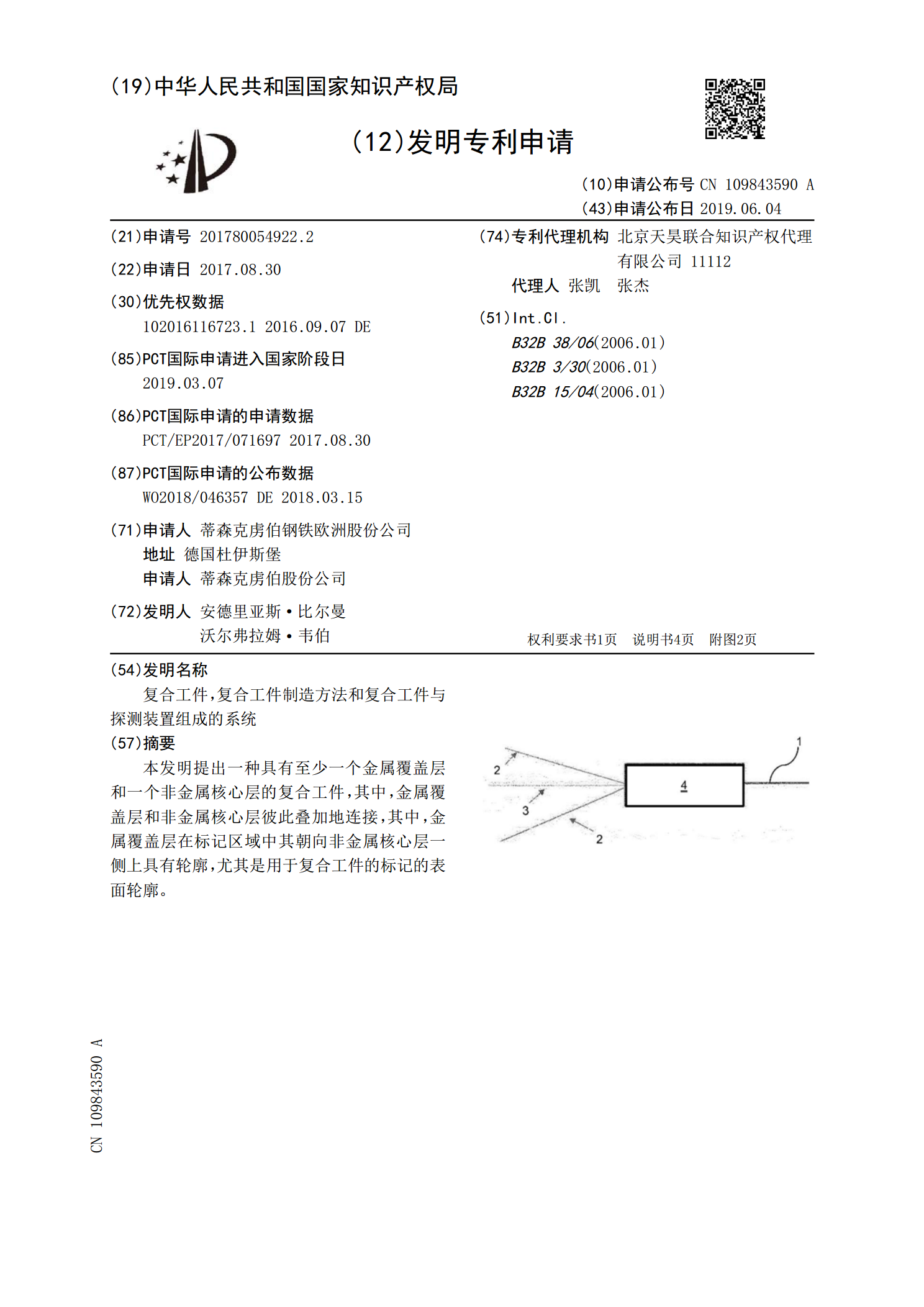
复合工件,复合工件制造方法和复合工件与探测装置组成的系统.pdf
本发明提出一种具有至少一个金属覆盖层和一个非金属核心层的复合工件,其中,金属覆盖层和非金属核心层彼此叠加地连接,其中,金属覆盖层在标记区域中其朝向非金属核心层一侧上具有轮廓,尤其是用于复合工件的标记的表面轮廓。