
复合工件,复合工件制造方法和复合工件与探测装置组成的系统.pdf

An****70

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
复合工件,复合工件制造方法和复合工件与探测装置组成的系统.pdf
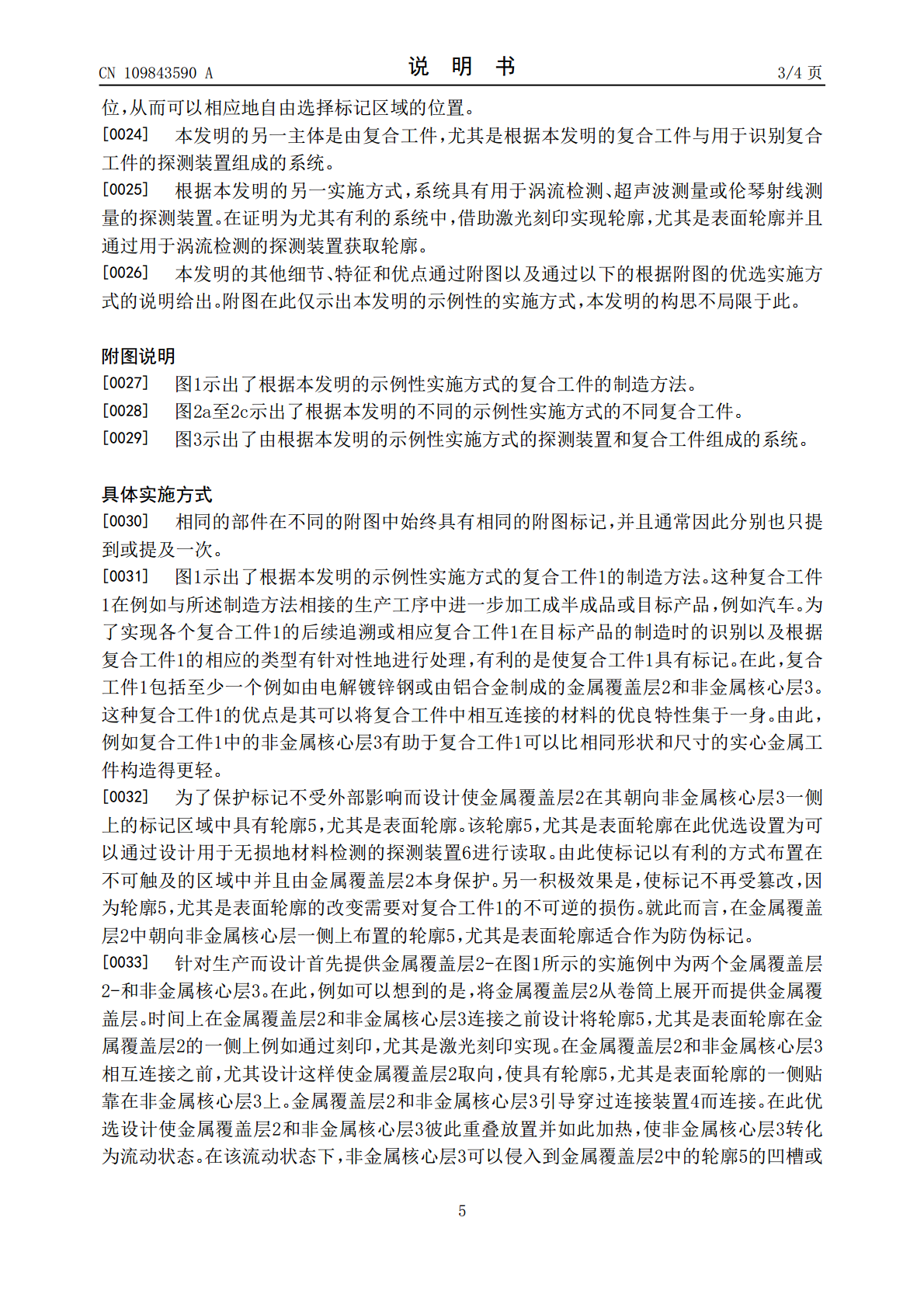
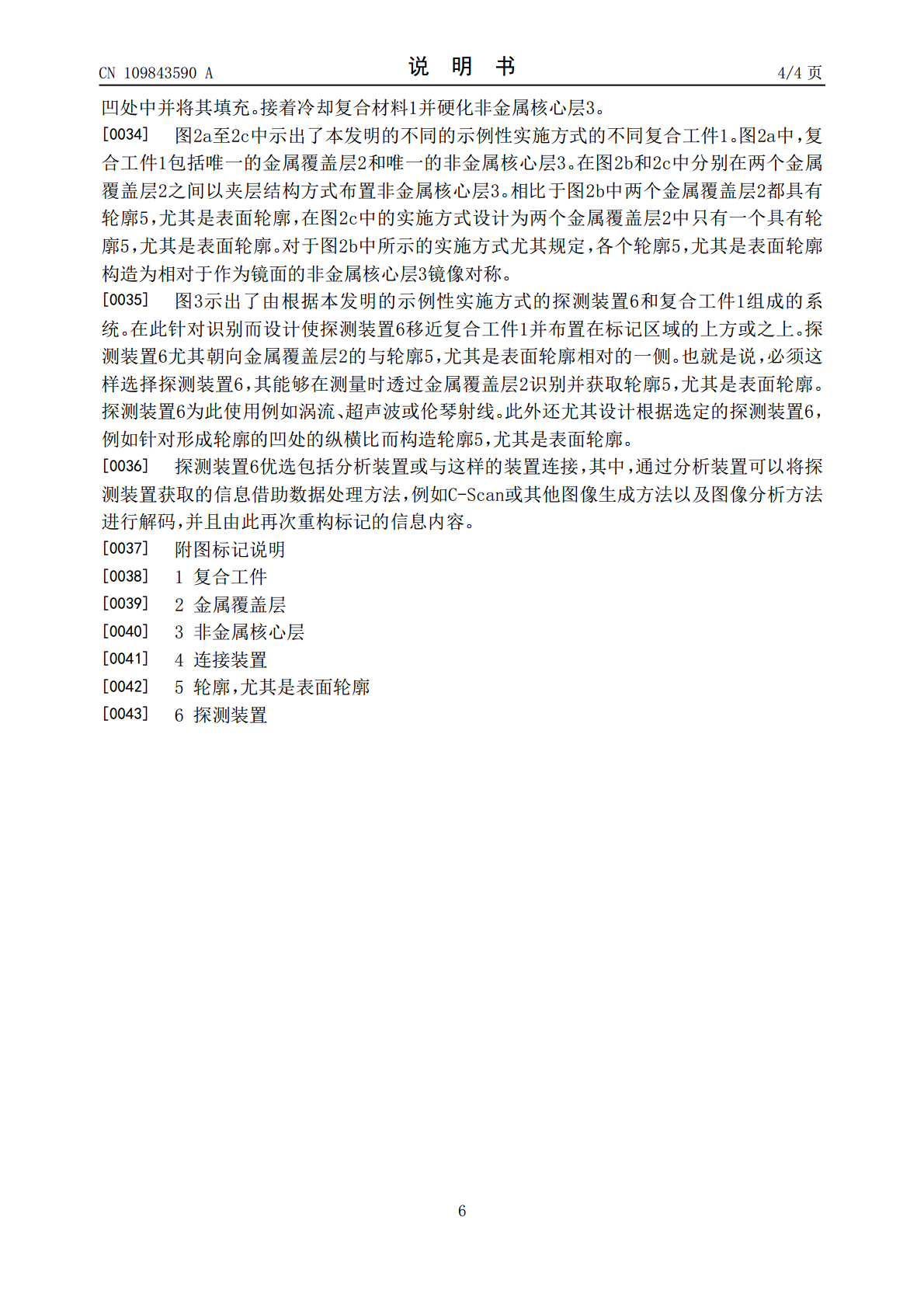
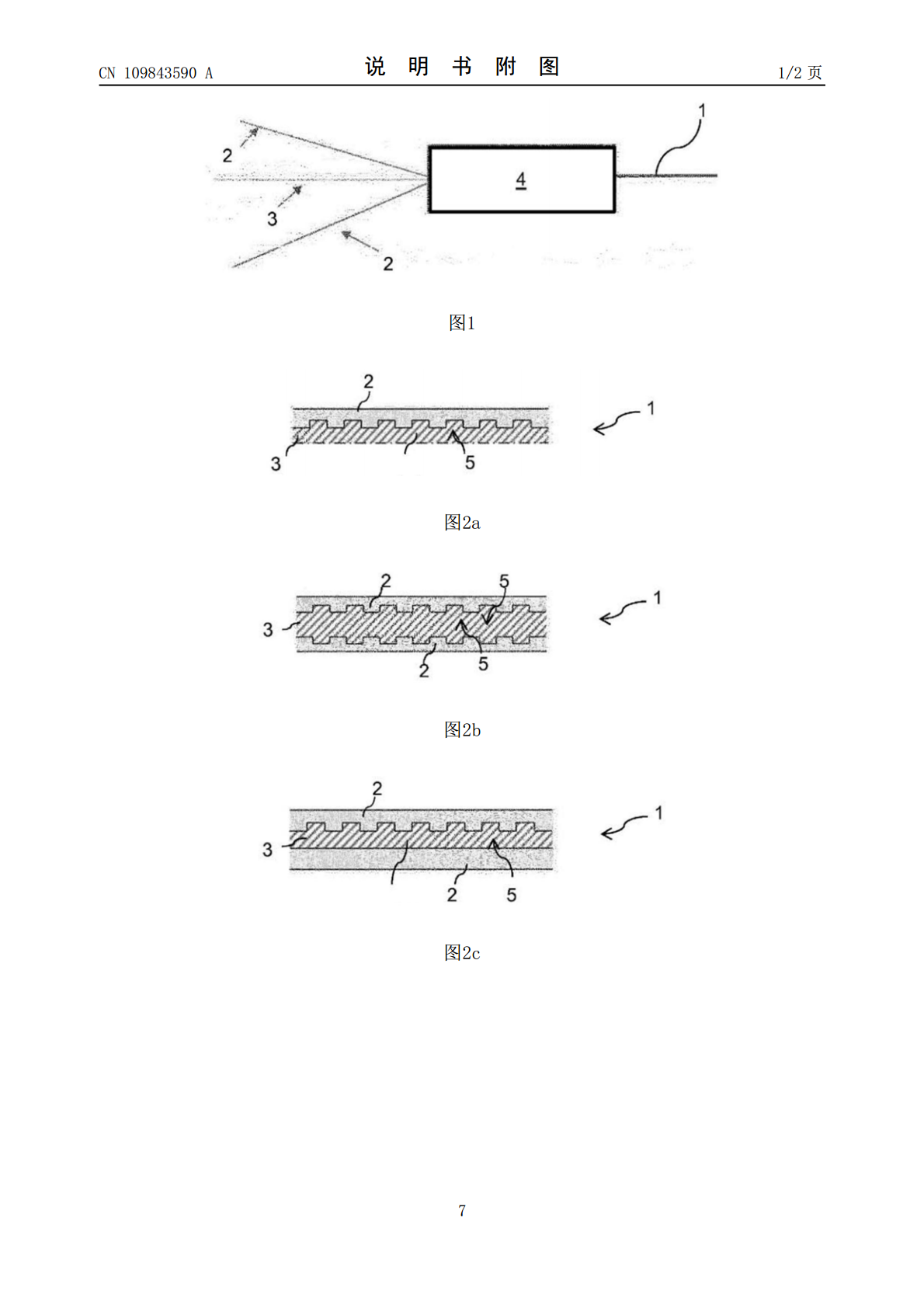
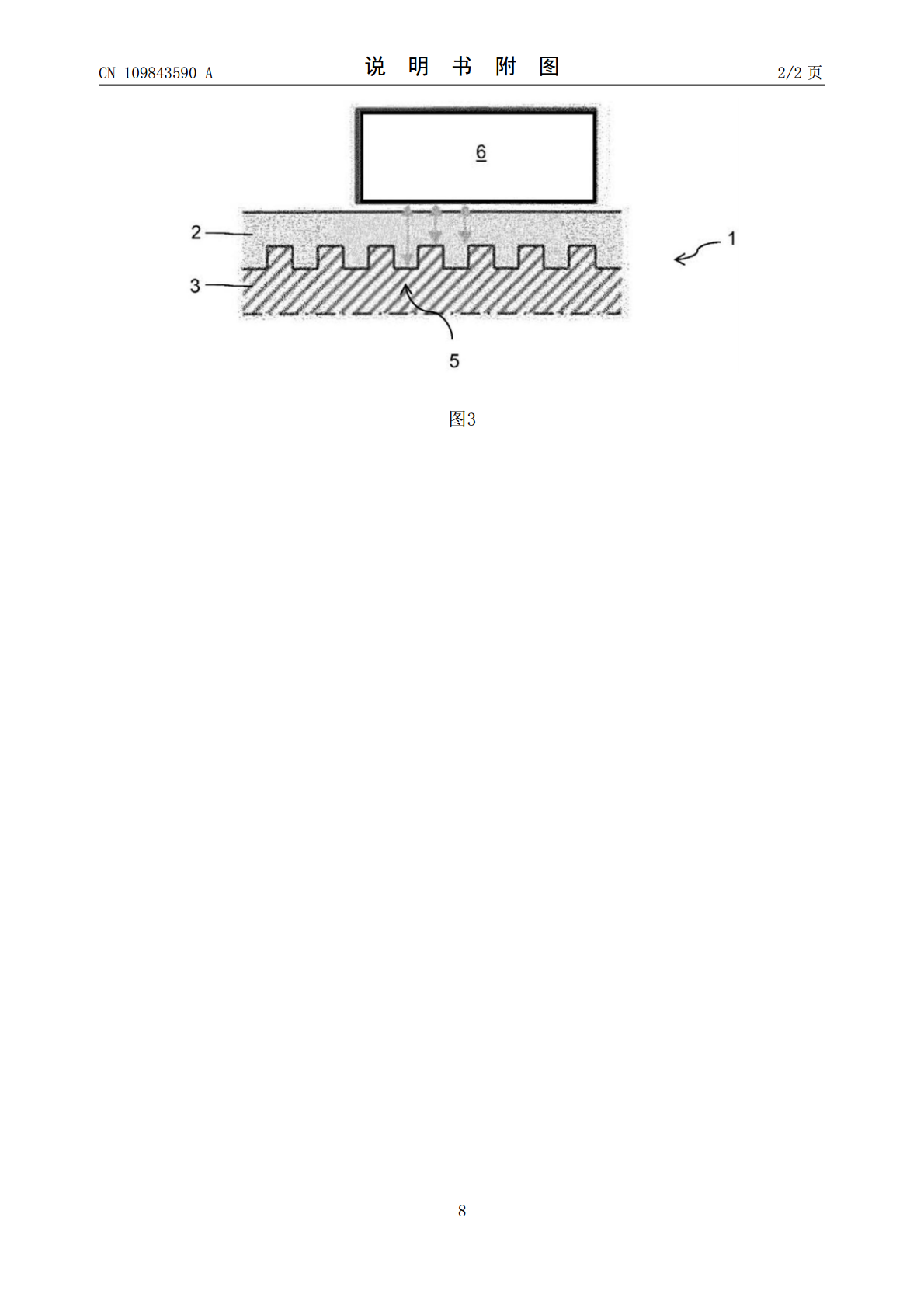
本发明提出一种具有至少一个金属覆盖层和一个非金属核心层的复合工件,其中,金属覆盖层和非金属核心层彼此叠加地连接,其中,金属覆盖层在标记区域中其朝向非金属核心层一侧上具有轮廓,尤其是用于复合工件的标记的表面轮廓。
复合车床和工件加工方法.pdf
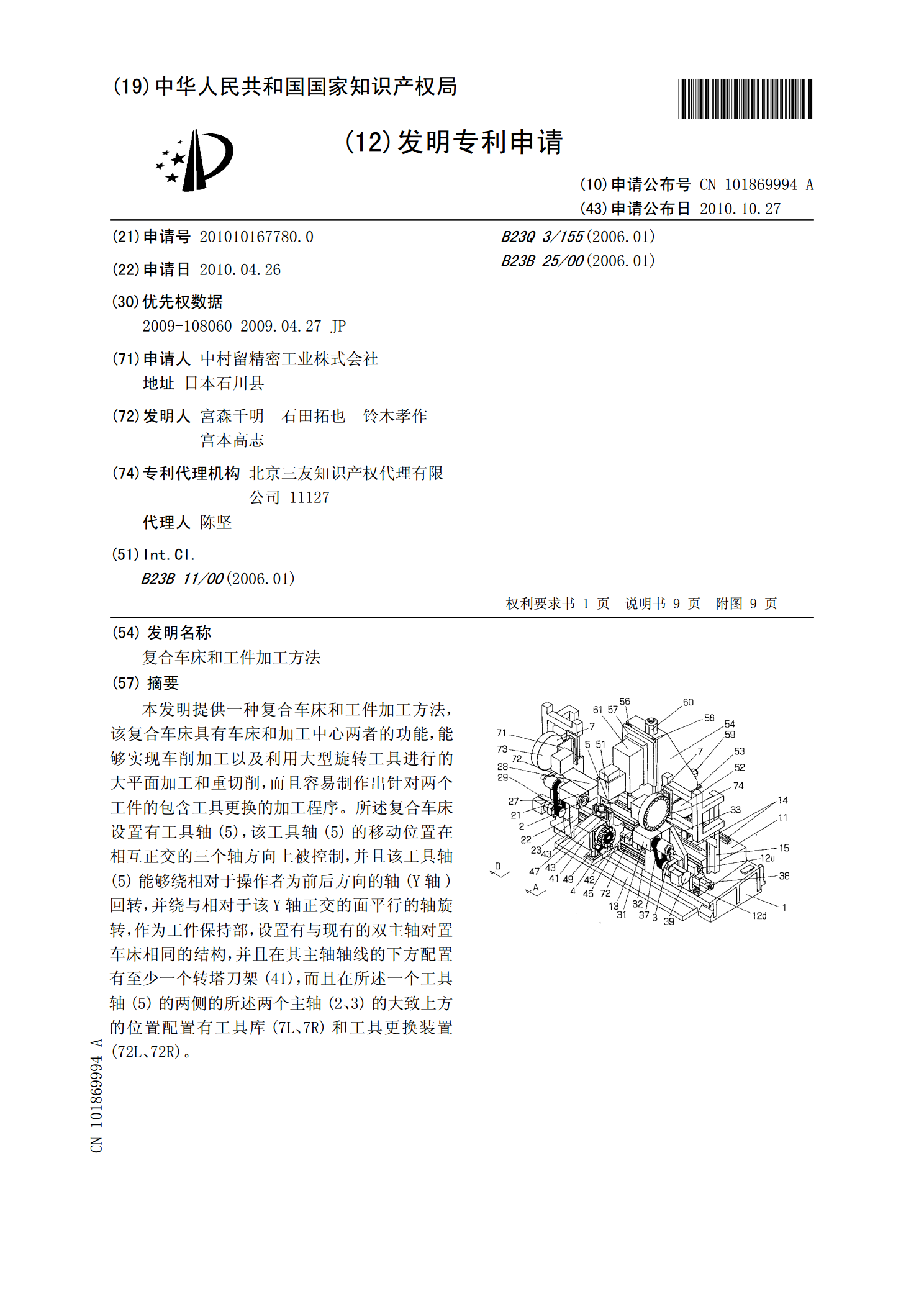
本发明提供一种复合车床和工件加工方法,该复合车床具有车床和加工中心两者的功能,能够实现车削加工以及利用大型旋转工具进行的大平面加工和重切削,而且容易制作出针对两个工件的包含工具更换的加工程序。所述复合车床设置有工具轴(5),该工具轴(5)的移动位置在相互正交的三个轴方向上被控制,并且该工具轴(5)能够绕相对于操作者为前后方向的轴(Y轴)回转,并绕与相对于该Y轴正交的面平行的轴旋转,作为工件保持部,设置有与现有的双主轴对置车床相同的结构,并且在其主轴轴线的下方配置有至少一个转塔刀架(41),而且在所述一个工

棘轮复合式车床工件.pdf
本发明涉及车床工件的技术领域,尤其涉及一种棘轮复合式车床工件。本发明包括卡盘钥匙,在所述卡盘钥匙十字交接处设有棘轮机构,所述棘轮机构包括主动棘爪、主动摆杆、棘轮和止回棘爪,所述主动摆杆与所述棘轮连接,所述主动棘爪与主动摆杆连接。本发明的结构可以实现卡盘钥匙和刀架扳手的双重功效,而且本发明结构简单,在使用过程中,非常方便,提高了操作者的使用效率。

工件加工方法、主轴角度校正装置和复合车床.pdf
本发明提供一种工件加工方法、主轴角度校正装置和复合车床。一种使简单形状的刚性部件(检测用具)与被送入机床上的工件抵接以检测其尺寸及姿态、并根据检测结果进行工件加工的技术,其中,能够根据重视工件的尺寸及姿态的检测精度的情况或重视生产性的情况等而更适当地设定抵接时的速度。作为使工件(w)与安装于刀架上的检测用具(t)抵接以检测工件(w)的位置及姿态时的抵接速度,可设定第一速度和比该第一速度慢的第二速度,按第一速度使工件与检测用具抵接,使抵接的检测用具与工件隔开规定距离,使隔开的工件与检测用具按第二速度抵接于同
用于连续制造板形复合工件的方法.pdf
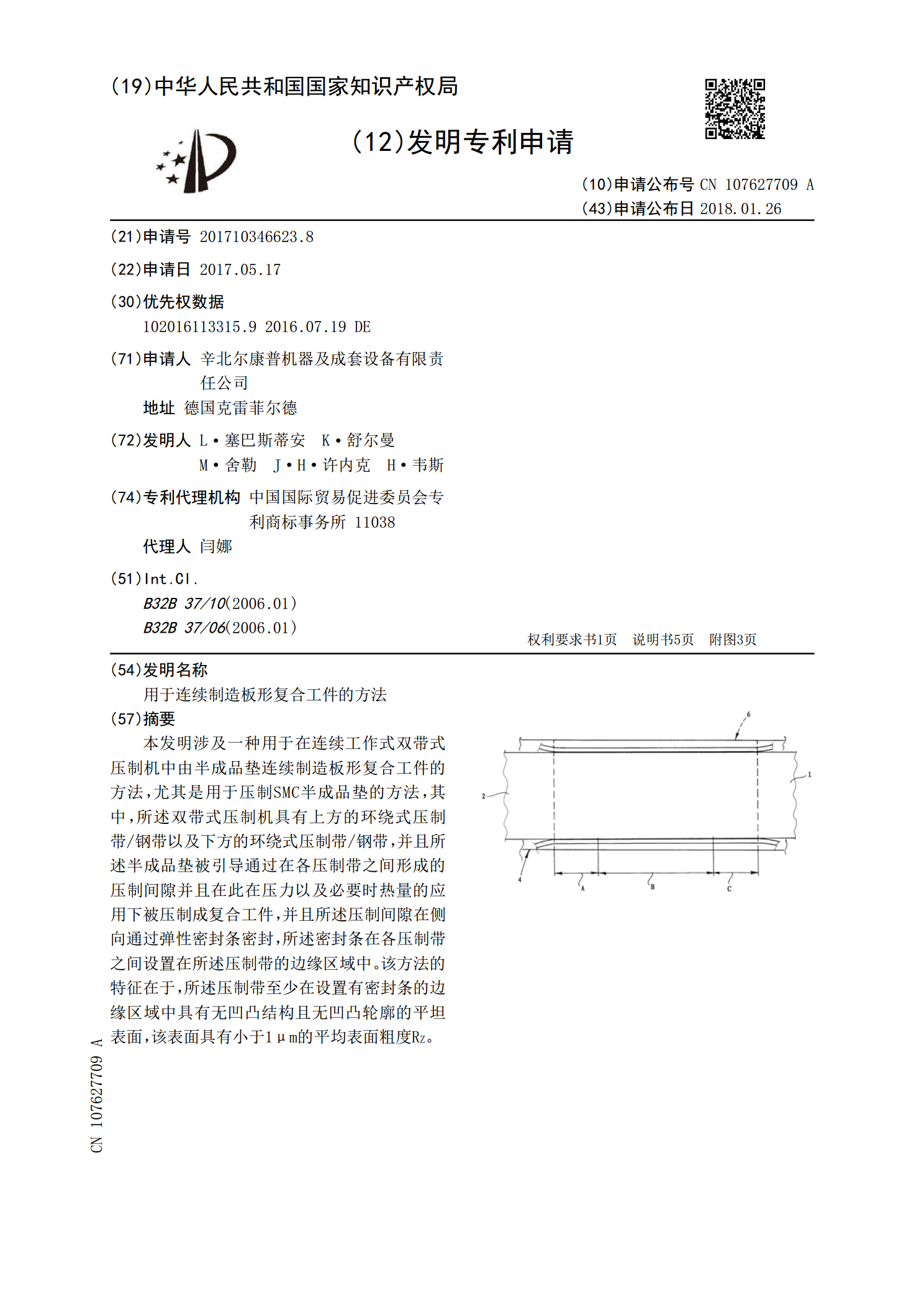
本发明涉及一种用于在连续工作式双带式压制机中由半成品垫连续制造板形复合工件的方法,尤其是用于压制SMC半成品垫的方法,其中,所述双带式压制机具有上方的环绕式压制带/钢带以及下方的环绕式压制带/钢带,并且所述半成品垫被引导通过在各压制带之间形成的压制间隙并且在此在压力以及必要时热量的应用下被压制成复合工件,并且所述压制间隙在侧向通过弹性密封条密封,所述密封条在各压制带之间设置在所述压制带的边缘区域中。该方法的特征在于,所述压制带至少在设置有密封条的边缘区域中具有无凹凸结构且无凹凸轮廓的平坦表面,该表面具有小