
一种带有齿轮内孔精加工装置的液压机.pdf

宜欣****外呢

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带有齿轮内孔精加工装置的液压机.pdf
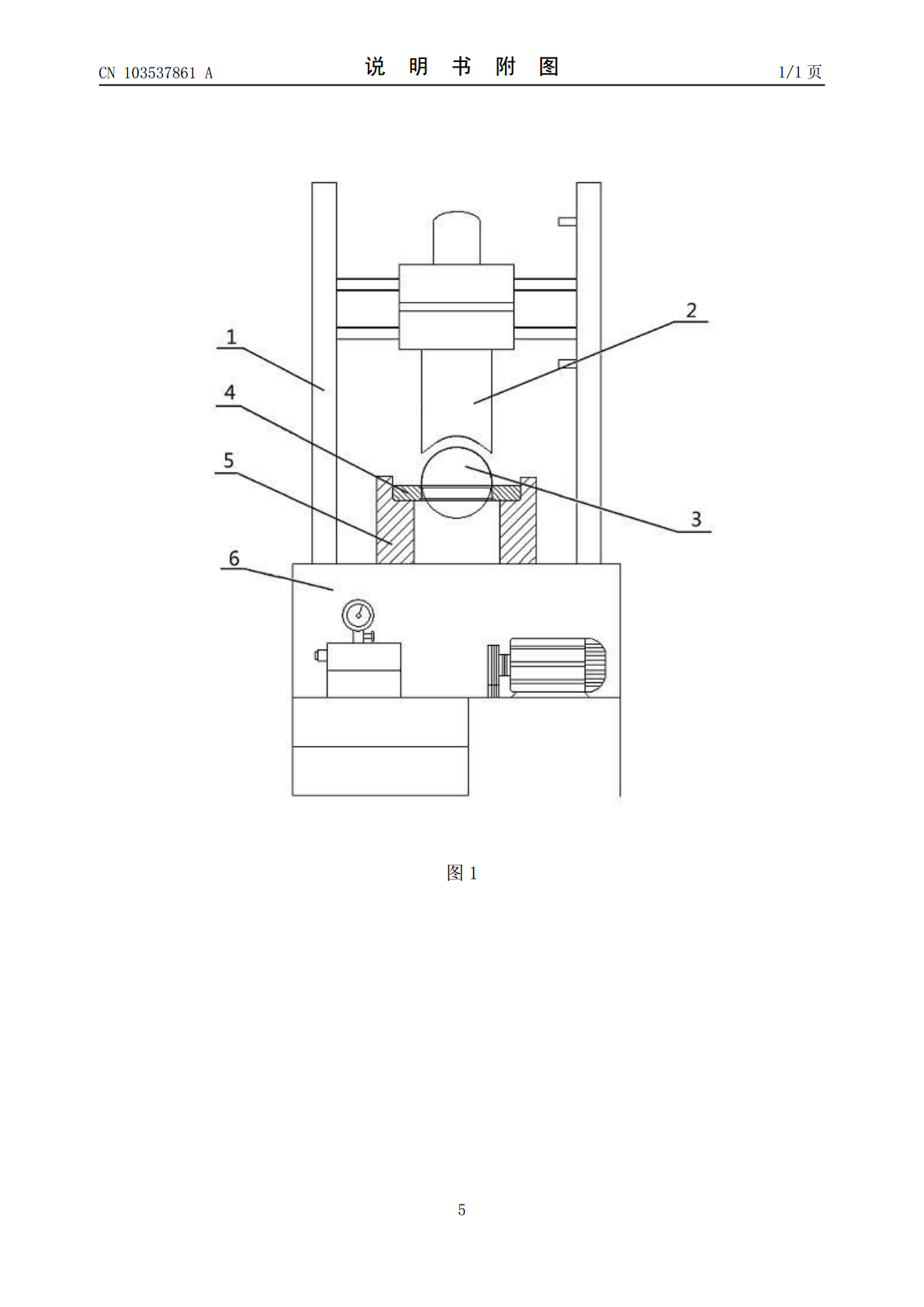
本发明涉及一种液压机,更确切的说是一种带有齿轮内孔精加工装置的液压机,它包括内孔精加工装置和液压台6,所述内孔精加工装置包括液压头2、夹具5和钢球3;所述液压台6的工作面上装有内孔精加工装置;所述钢球3放在工件4的内孔上,由液压头2冲压;所述液压台6的内部装有液压表和电机,为液压头2的动力控制。取代了原有精镗孔对刀具和机床的要求,单位时间内加工数量比精镗孔高出一倍,且加工产品的质量尤其是粗糙度要比精镗孔高,提高了产量增加了生产效益。
一种带有定位结构的齿轮精加工刮削装置.pdf
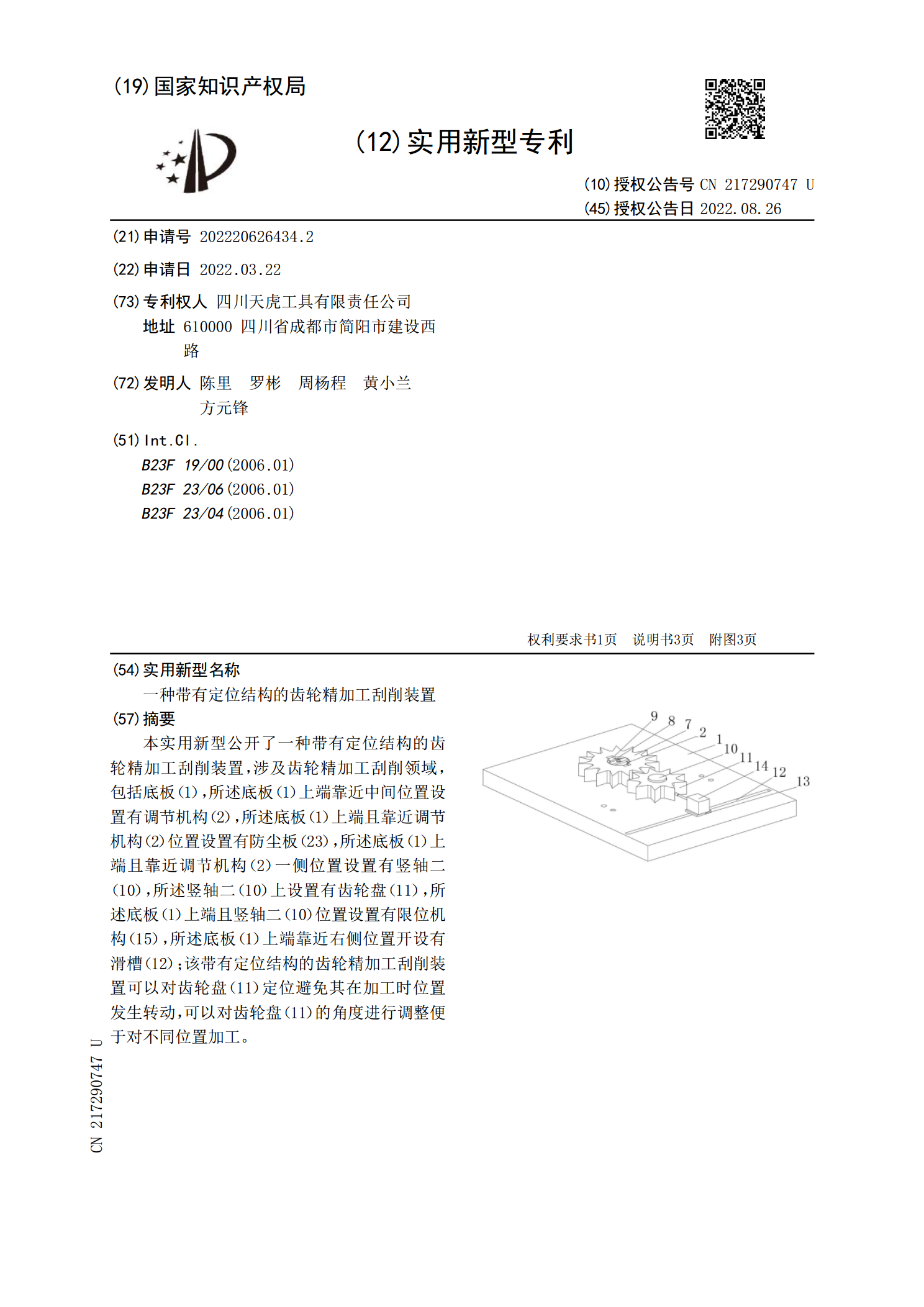
本实用新型公开了一种带有定位结构的齿轮精加工刮削装置,涉及齿轮精加工刮削领域,包括底板(1),所述底板(1)上端靠近中间位置设置有调节机构(2),所述底板(1)上端且靠近调节机构(2)位置设置有防尘板(23),所述底板(1)上端且靠近调节机构(2)一侧位置设置有竖轴二(10),所述竖轴二(10)上设置有齿轮盘(11),所述底板(1)上端且竖轴二(10)位置设置有限位机构(15),所述底板(1)上端靠近右侧位置开设有滑槽(12);该带有定位结构的齿轮精加工刮削装置可以对齿轮盘(11)定位避免其在加工时位置发

一种内孔超精加工装置及系统.pdf
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括筒体和两个结构相同的砂轮组件,筒体的外侧壁上设有与深孔镗床上的镗杆一端的镗头相连接的连接部,筒体为环形,两个砂轮组件均设置在筒体内,且两个砂轮组件分别位于筒体的两端;砂轮组件包括壳体、砂轮轴和砂轮,壳体的直径与筒体的内径相匹配,壳体通过连接件与筒体连接,砂轮轴固定在壳体上,且砂轮轴沿垂直于筒体的轴线方向设置,砂轮套设在砂轮轴上。在对工件内孔进行加工时,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗杆一端的镗头连接即可,
一种内孔超精加工装置及系统.pdf
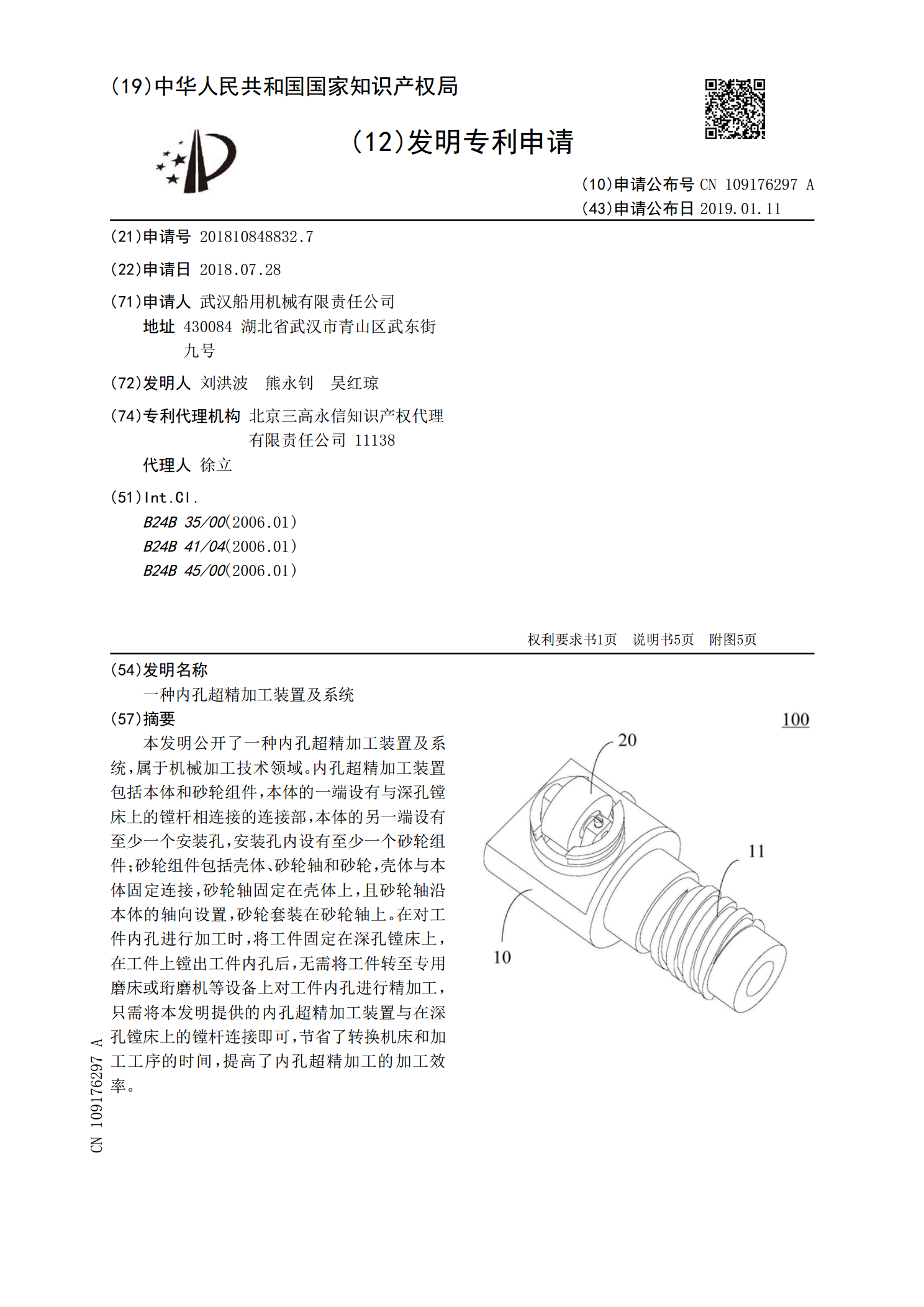
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括本体和砂轮组件,本体的一端设有与深孔镗床上的镗杆相连接的连接部,本体的另一端设有至少一个安装孔,安装孔内设有至少一个砂轮组件;砂轮组件包括壳体、砂轮轴和砂轮,壳体与本体固定连接,砂轮轴固定在壳体上,且砂轮轴沿本体的轴向设置,砂轮套装在砂轮轴上。在对工件内孔进行加工时,将工件固定在深孔镗床上,在工件上镗出工件内孔后,无需将工件转至专用磨床或珩磨机等设备上对工件内孔进行精加工,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗
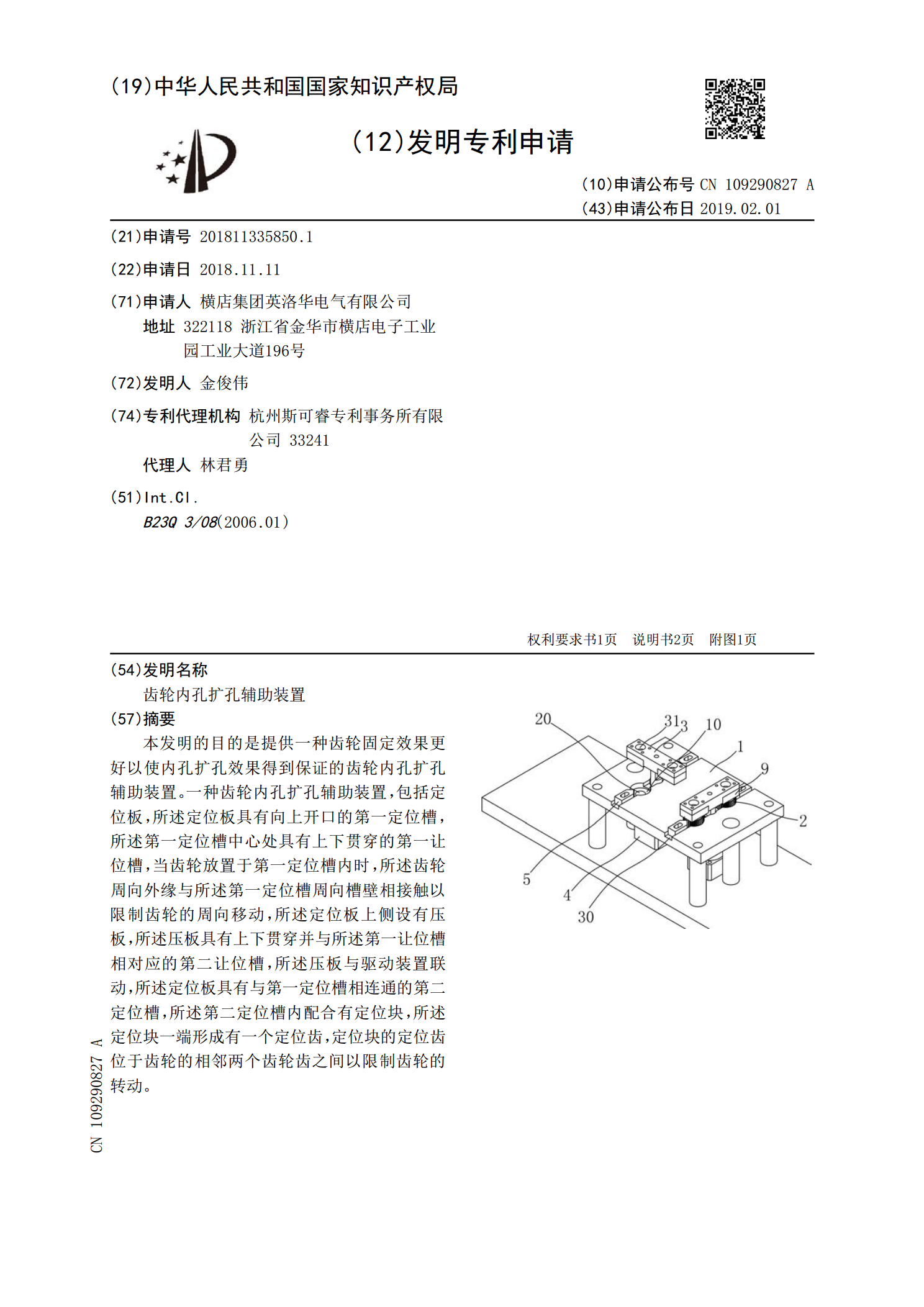
齿轮内孔扩孔辅助装置.pdf
本发明的目的是提供一种齿轮固定效果更好以使内孔扩孔效果得到保证的齿轮内孔扩孔辅助装置。一种齿轮内孔扩孔辅助装置,包括定位板,所述定位板具有向上开口的第一定位槽,所述第一定位槽中心处具有上下贯穿的第一让位槽,当齿轮放置于第一定位槽内时,所述齿轮周向外缘与所述第一定位槽周向槽壁相接触以限制齿轮的周向移动,所述定位板上侧设有压板,所述压板具有上下贯穿并与所述第一让位槽相对应的第二让位槽,所述压板与驱动装置联动,所述定位板具有与第一定位槽相连通的第二定位槽,所述第二定位槽内配合有定位块,所述定位块一端形成有一个定