
一种渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法.pdf

永梅****33


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法.pdf
本发明属于化学气相沉积技术,涉及一种渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法。本发明的高硅含量渗铝硅料浆由渗剂和粘结剂组成,渗剂为纯铝粉和金属硅粉,粘结剂为丙酮、乙酰丙酮和硝化纤维素。本发明制备涡轮叶片表面铝硅渗层的步骤是:配制渗铝硅料浆;涡轮叶片表面清理;涂覆渗铝硅料浆;渗铝硅料浆干燥;形成铝硅渗层;清理涡轮叶片;铝硅渗层扩散。本发明提出了一种高硅含量渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法,满足航空发动机研制的需要。
一种铝硅料浆渗铝硅的方法.pdf
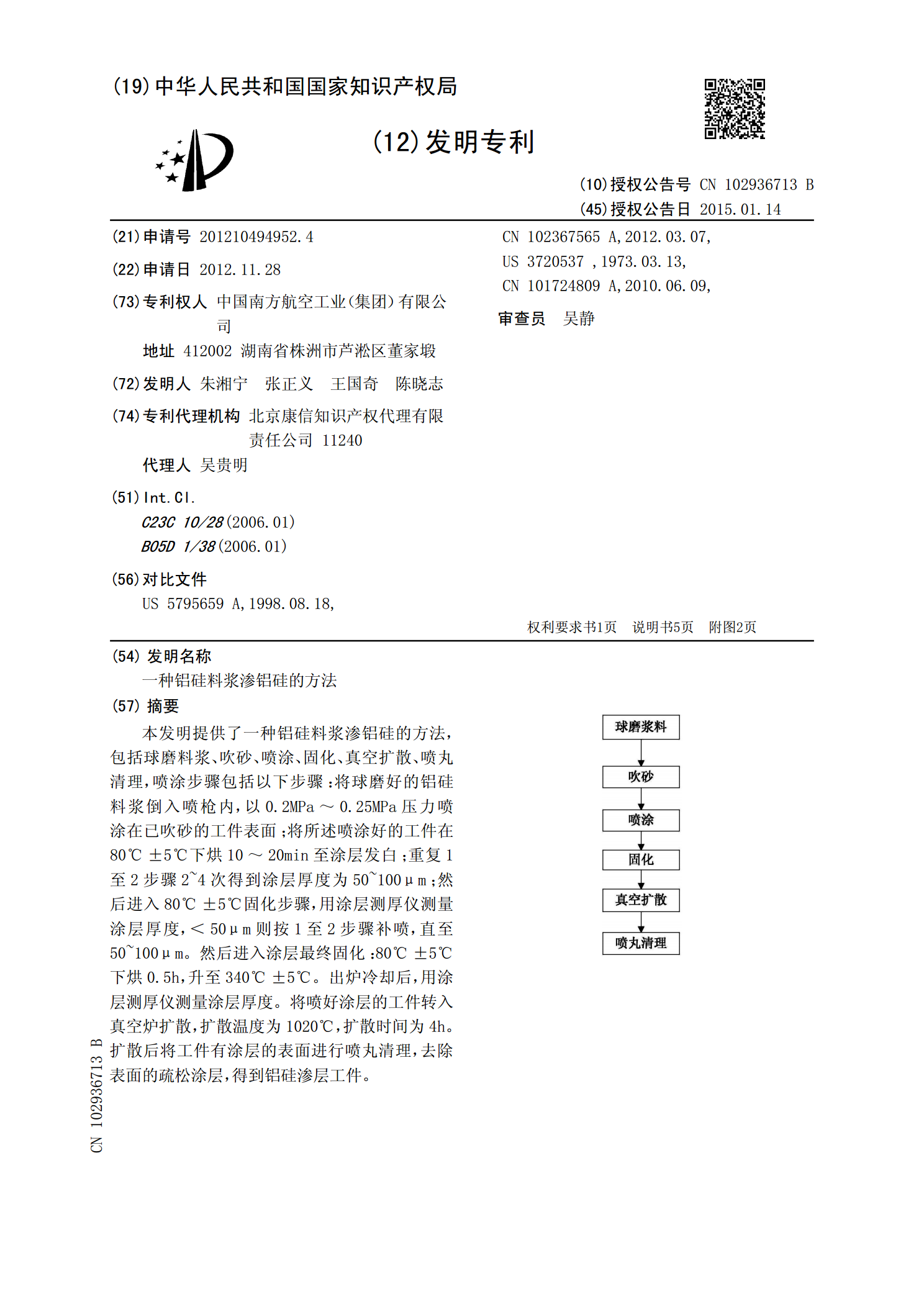
本发明提供了一种铝硅料浆渗铝硅的方法,包括球磨料浆、吹砂、喷涂、固化、真空扩散、喷丸清理,喷涂步骤包括以下步骤:将球磨好的铝硅料浆倒入喷枪内,以0.2MPa~0.25MPa压力喷涂在已吹砂的工件表面;将所述喷涂好的工件在80℃±5℃下烘10~20min至涂层发白;重复1至2步骤2~4次得到涂层厚度为50~100μm;然后进入80℃±5℃固化步骤,用涂层测厚仪测量涂层厚度,<50μm则按1至2步骤补喷,直至50~100μm。然后进入涂层最终固化:80℃±5℃下烘0.5h,升至340℃±5℃。出炉冷却后,用涂
在DZ125L合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法.pdf
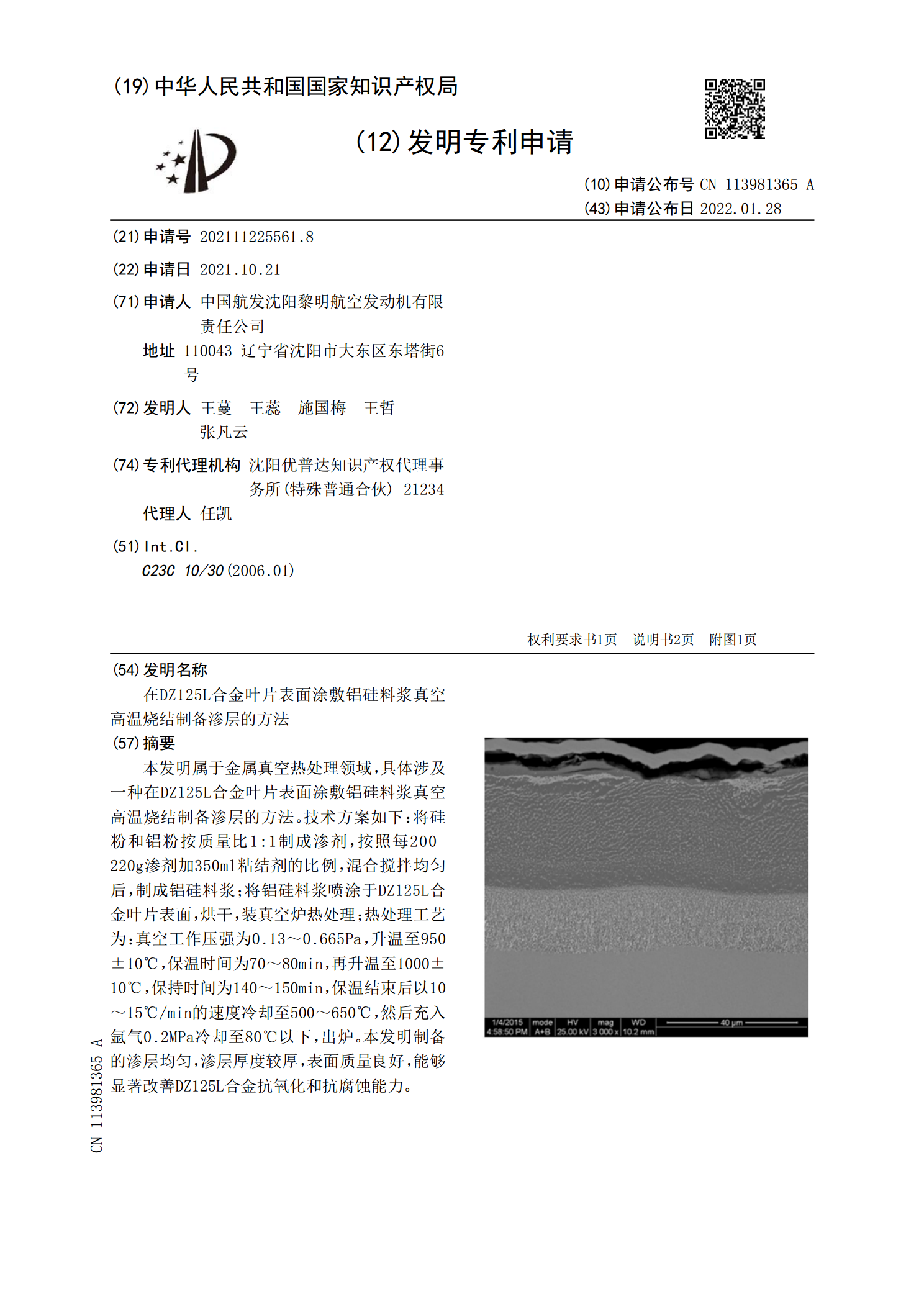
本发明属于金属真空热处理领域,具体涉及一种在DZ125L合金叶片表面涂敷铝硅料浆真空高温烧结制备渗层的方法。技术方案如下:将硅粉和铝粉按质量比1:1制成渗剂,按照每200‑220g渗剂加350ml粘结剂的比例,混合搅拌均匀后,制成铝硅料浆;将铝硅料浆喷涂于DZ125L合金叶片表面,烘干,装真空炉热处理;热处理工艺为:真空工作压强为0.13~0.665Pa,升温至950±10℃,保温时间为70~80min,再升温至1000±10℃,保持时间为140~150min,保温结束后以10~15℃/min的速度冷却至
一种高硅熔烧型铝硅渗层的制备方法.pdf
一种高硅熔烧型铝硅渗层的制备方法属热端部件表面防护技术领域。将硝化纤维素、醋酸正戊酯及草酸二乙酯搅拌均匀后作为粘结剂;将硅粉与铝粉按照比例配制成粉料,将粘结剂倒入粉料中搅拌均匀后制成喷涂料浆,把工件清洗干净烘干,将料浆涂敷在工件所需的部位,将涂敷完料浆的工件放入烘箱内在80℃~100℃温度下至少烘1h,烘干后装入真空炉内在950℃~1050℃温度下保温1h~3h,就可以在涂敷料浆层区得到所需的铝硅渗层。本发明的优点在于装炉时不需要对工件的非制备渗层区进行额外的保护工装,在短时间内可以制备出厚度为0.03m

涡轮叶片化学去除渗铝层的方法.pdf
本发明属于化学热处理领域,特别是涉及一种涡轮叶片化学去陈渗铝层的方法。该方法包括以下步骤:(1)吹砂,去除所述涡轮叶片表面的积碳和氧化膜;(2)除油;(3)绝缘;(4)去渗铝层,把高温合金钢零件放入去渗铝层溶液,反应时间为1.5小时~2小时,所述去渗铝层溶液由硝酸、氢氟酸和铬酐组成,所述硝酸含量为110ml/l~130ml/l,所述氢氟酸的含量为10ml/l~12ml/l,所述铬酐含量为8~10g/l;(5)中和,把叶片放入碳酸钠溶液中进行中和;(6)清洗,清洗叶片去渗铝层后表面产生的挂灰;(7)去绝缘层