
树脂弹性砂轮.pdf

文库****坚白


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

树脂弹性砂轮.pdf
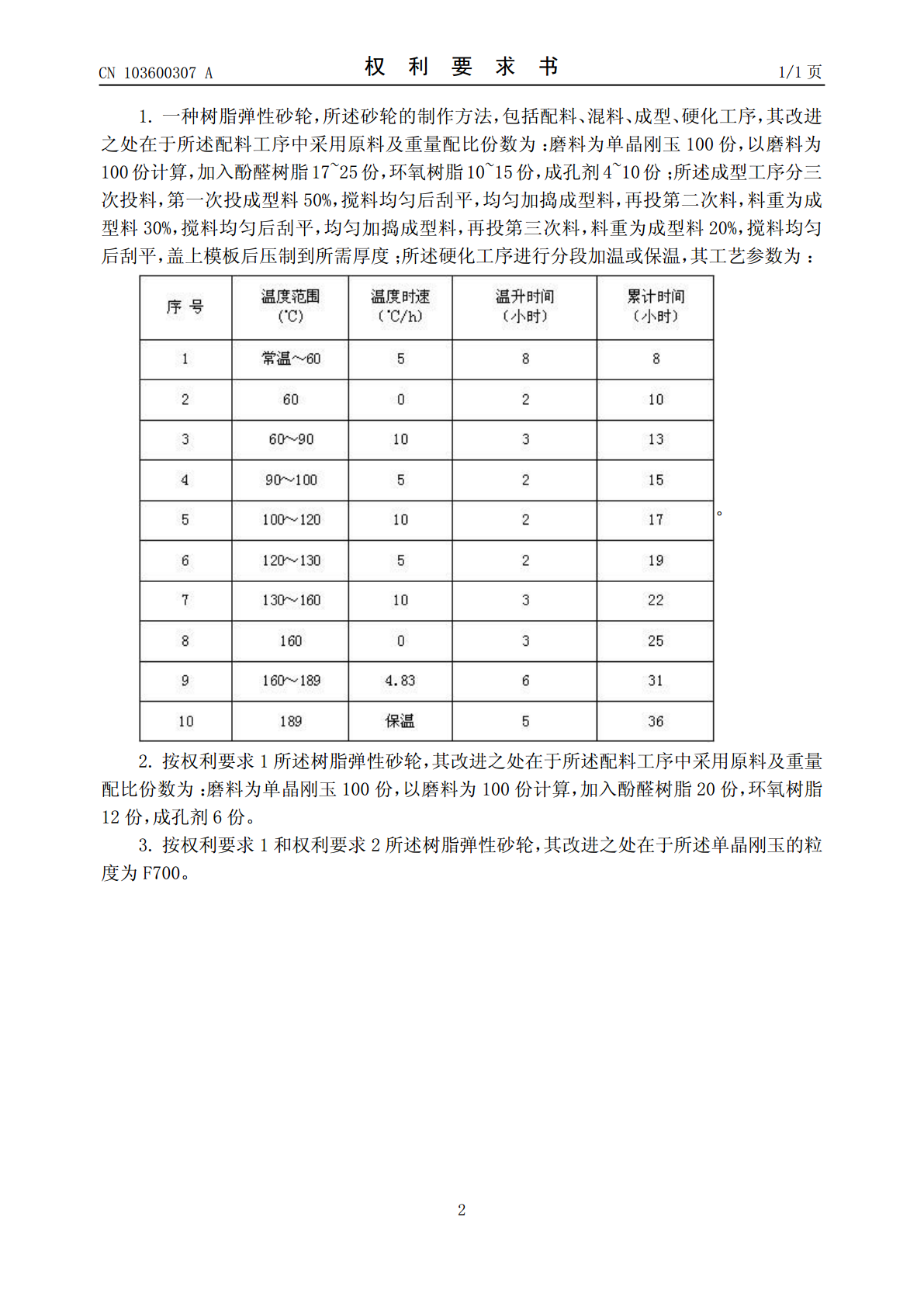
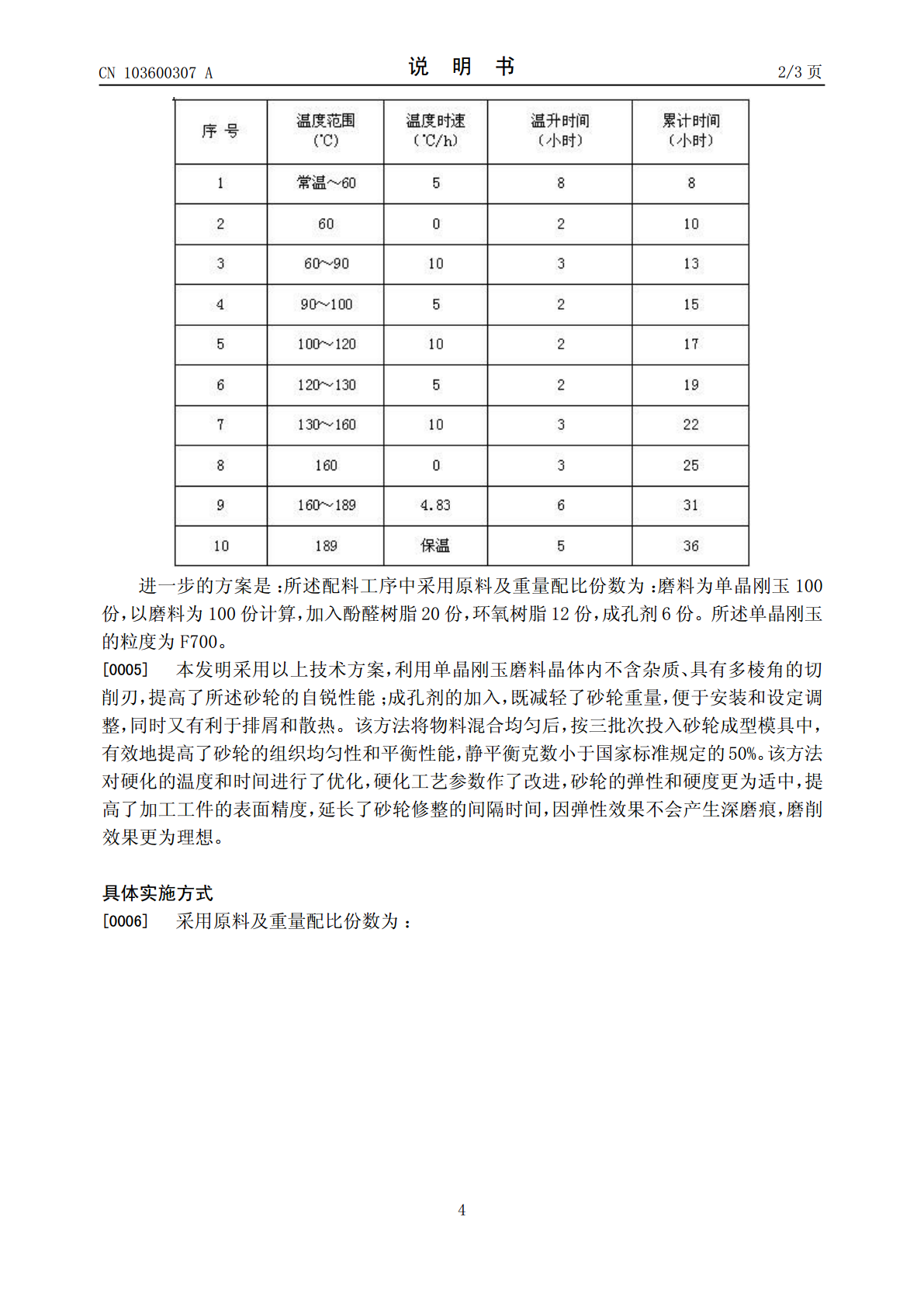
本发明公开了一种树脂弹性砂轮,其原料及重量配比份数为:磨料为单晶刚玉100份,以磨料为100份计算,加入酚醛树脂17~25份,环氧树脂10~15份,成孔剂4~10份。所述成型工序分三次投料,第一次投成型料50%,第二次投成型料30%,第三次投成型料20%,搅料均匀后刮平,盖上模板后压制到所需厚度;所述硬化工序进行分段加温或保温,由常温逐步加温至189℃,硬化时间为36小时。本发明有效提高了砂轮的自锐性能,减轻了砂轮重量,便于安装和设定调整,提高了砂轮的组织均匀性和平衡性能。该方法对硬化的温度和时间进行了优
一种树脂砂轮及树脂砂轮配方.pdf
本发明公开了一种树脂砂轮及树脂砂轮配方,包括质量分数为27.29%的树脂结合剂、包括16.01%的金刚石、17.21%的碳化硅、6.86%的白钢玉、9.22%的冰晶石、5.53%的白云石、8.31%的氧化钛和9.56%的氧化铈的磨料。本发明的一种树脂砂轮及树脂砂轮配方通过合理的配比,既可以保持砂轮的锋利性和耐磨性,提高加工效率的同时延长砂轮的寿命,避免不必要的报废,降低制造成本以及更换刀具所产生的时间成本。
薄片树脂砂轮.pdf
本发明公开了一种薄片树脂砂轮,该砂轮直径为105mm~125mm,厚度为0.8mm~1.0mm,组分包括白刚玉、单晶刚玉、酚醛树脂粉、酚醛树脂液、轻质碳酸钙粉、氟铝酸钾粉。该组分简单、配置容易,而且对成型工艺没有特殊要求,用常规工艺即可实现生产。制作的产品切口窄,切割寿命长,切割快速,产生的切削热少,故切口断面没有烧蚀,也没有毛刺和飞边等缺陷。

树脂结合剂砂轮.pdf
本发明提供能够满足磨粒的高保持力、高磨削能力、和磨削后的高表面精度全部的树脂结合剂砂轮以及使用该树脂结合剂砂轮的磨削方法。根据本发明可提供树脂结合剂砂轮,其中,树脂结合层包括热固性树脂,所述树脂结合层中,磨粒和金属粉分散配置。就所述砂轮中所含的金属粉而言,在金属粒子的粒度分布中,以重量比例超过50%的量含有45μm以上的非球状金属粉粒子,并且,所述金属粒子的每一粒子的表面积X、与由所述金属粒子的平均粒径算出的作为球体的每一粒子的表面积Y之比X/Y为10以上。

弹性砂轮的修整方法.pdf
本发明涉及一种弹性砂轮的修整方法,用于修整作为研磨面的外周面为扁平状的弹性砂轮,所述修整方法中,使在所述外周面上形成有环状槽的所述弹性砂轮与电镀砂轮以各自的中心轴为中心相互旋转,并将所述电镀砂轮的外周面与所述弹性砂轮的所述外周面相对按压,由此,利用所述电镀砂轮将所述弹性砂轮的所述外周面磨削加工为扁平形状来进行修整。