
弹性砂轮的修整方法.pdf

康平****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弹性砂轮的修整方法.pdf
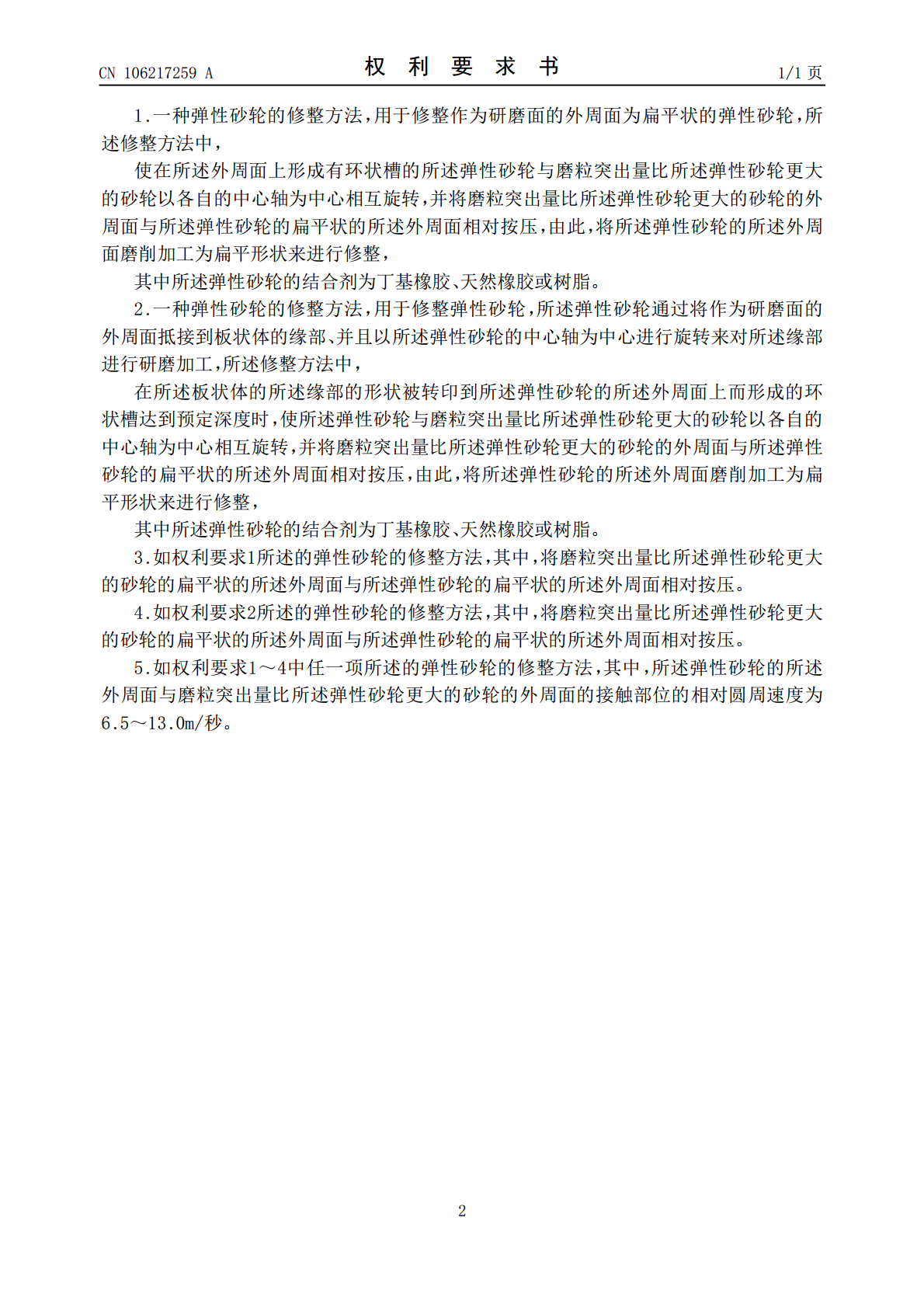
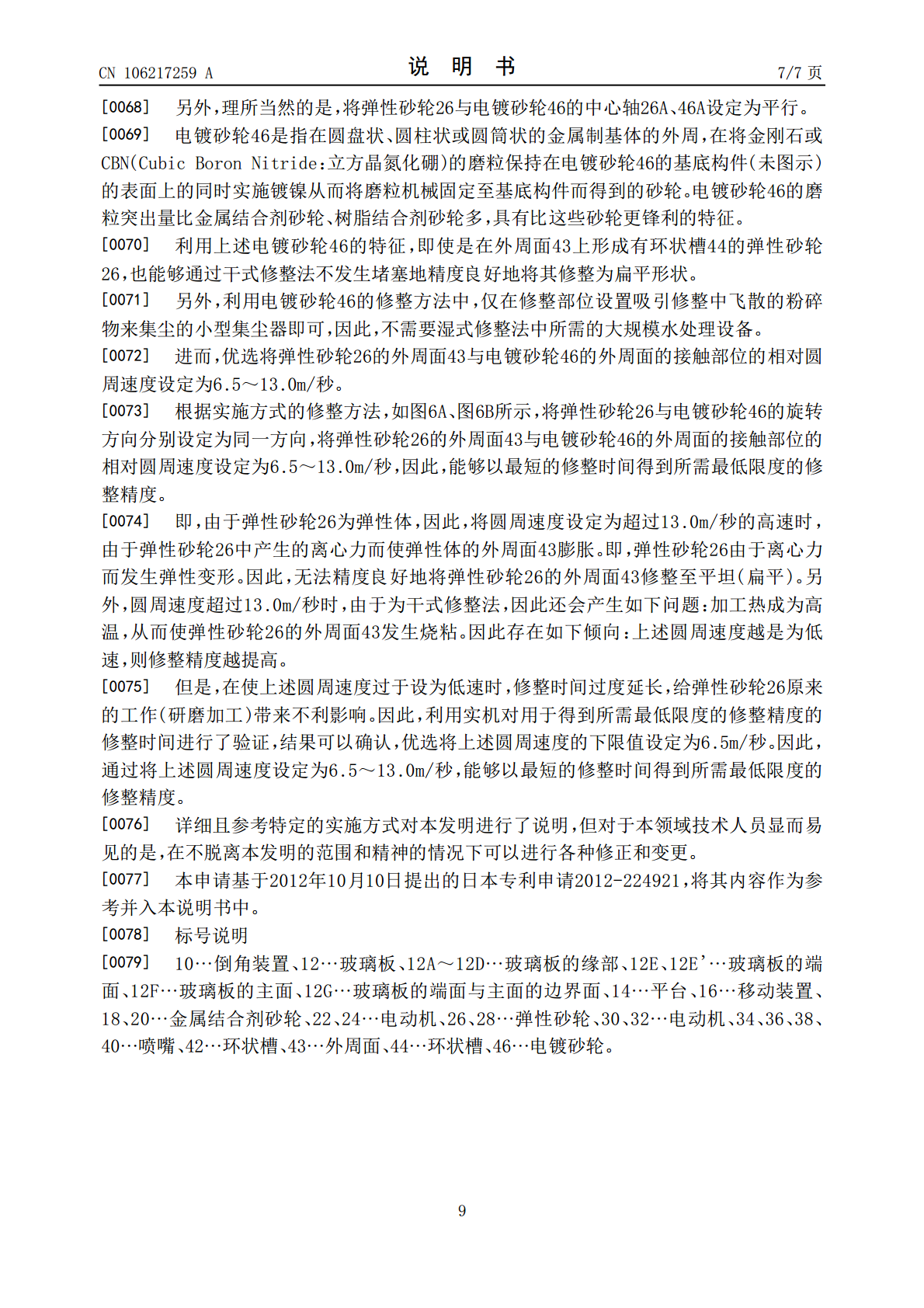
本发明涉及一种弹性砂轮的修整方法,用于修整作为研磨面的外周面为扁平状的弹性砂轮,所述修整方法中,使在所述外周面上形成有环状槽的所述弹性砂轮与电镀砂轮以各自的中心轴为中心相互旋转,并将所述电镀砂轮的外周面与所述弹性砂轮的所述外周面相对按压,由此,利用所述电镀砂轮将所述弹性砂轮的所述外周面磨削加工为扁平形状来进行修整。

弹性砂轮的修整方法.pdf
本发明涉及一种弹性砂轮的修整方法,用于修整作为研磨面的外周面为扁平状的弹性砂轮,所述修整方法中,使在所述外周面上形成有环状槽的所述弹性砂轮与电镀砂轮以各自的中心轴为中心相互旋转,并将所述电镀砂轮的外周面与所述弹性砂轮的所述外周面相对按压,由此,利用所述电镀砂轮将所述弹性砂轮的所述外周面磨削加工为扁平形状来进行修整。
一种砂轮修整机床及其修整砂轮的方法.pdf
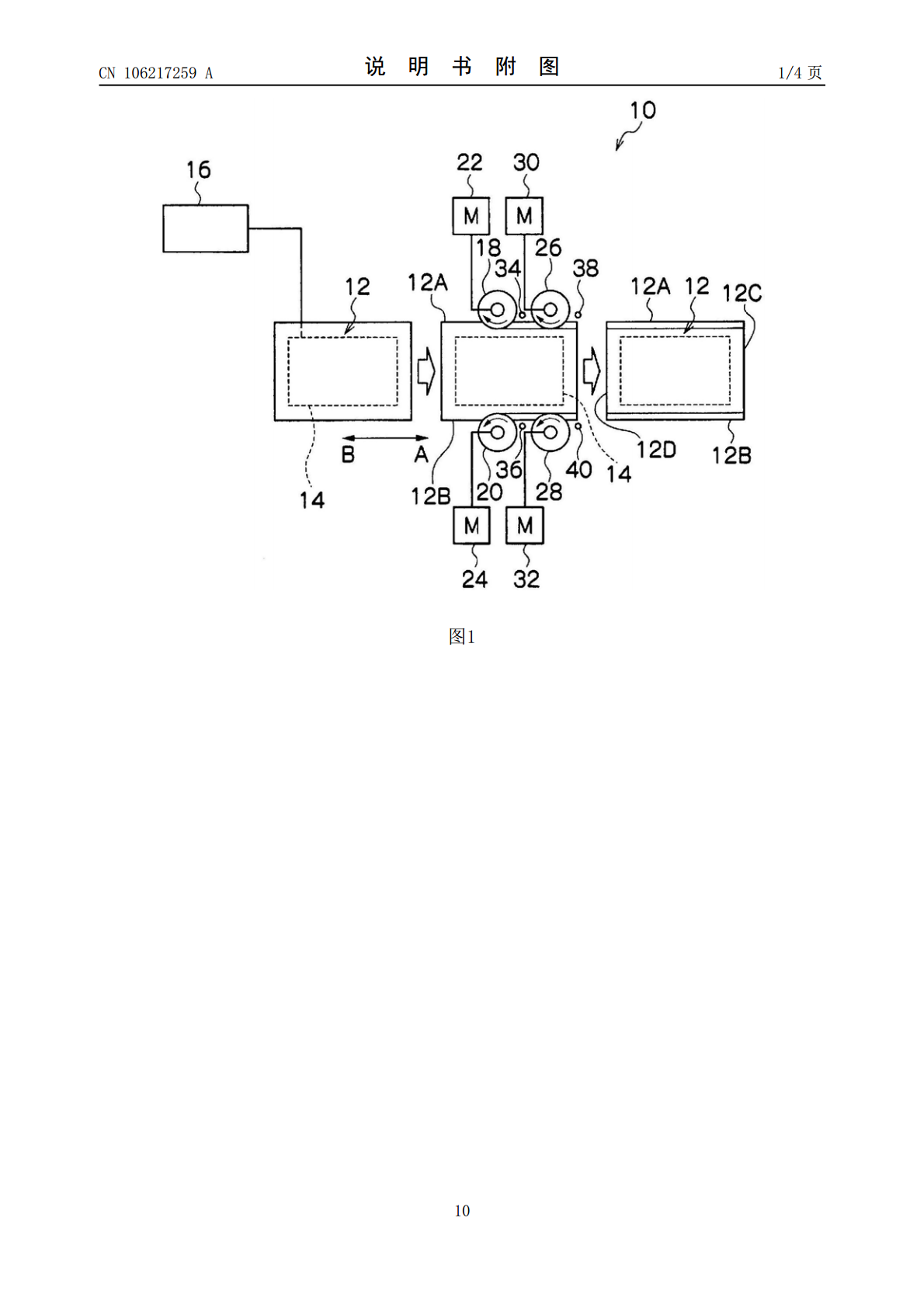
本发明公开了一种砂轮修整机床及其修整砂轮的方法,包括床身,在床身上安装有修整砂轮组件、被修整砂轮组件、光学测量架和悬臂式控制台,所述修整砂轮组件包括设置在床身上的旋转固定座,在旋转固定座的顶部设置有旋转托盘,在旋转托盘上设置有修整砂轮进给机构,所述修整砂轮进给机构上设置有修整砂轮电机主轴机构和往复运动机构;所述被修整砂轮组件包括设置在床身上的固定座,在固定座的顶部设置有十字进给机构和被修整砂轮电机主轴机构,本发明采用被修整砂轮与修整砂轮转速差及砂轮粒度不同和砂轮软硬程度不同的原理来实现被修整砂轮的形状修整
一种全自动砂轮修整机及其修整砂轮方法.pdf
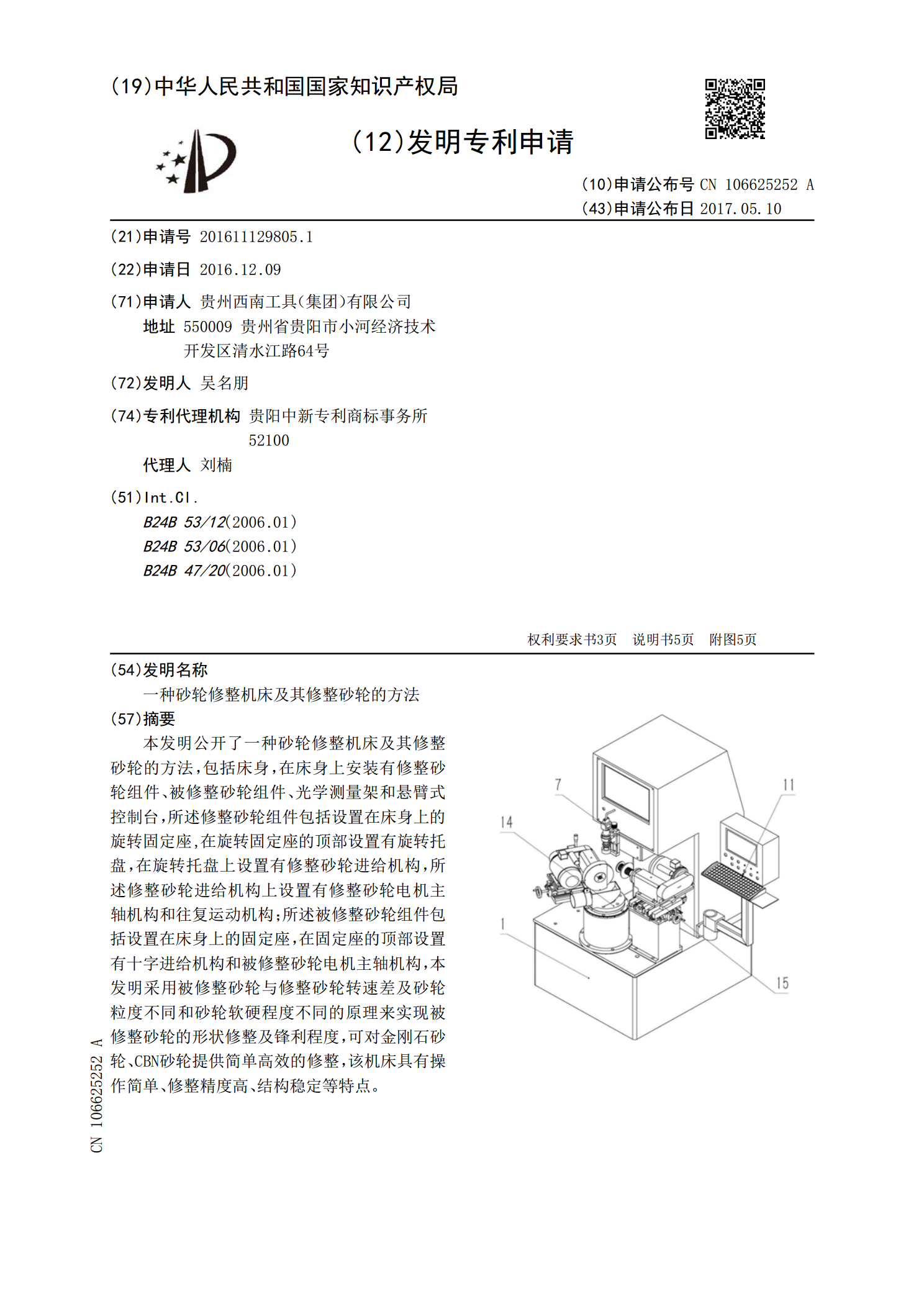
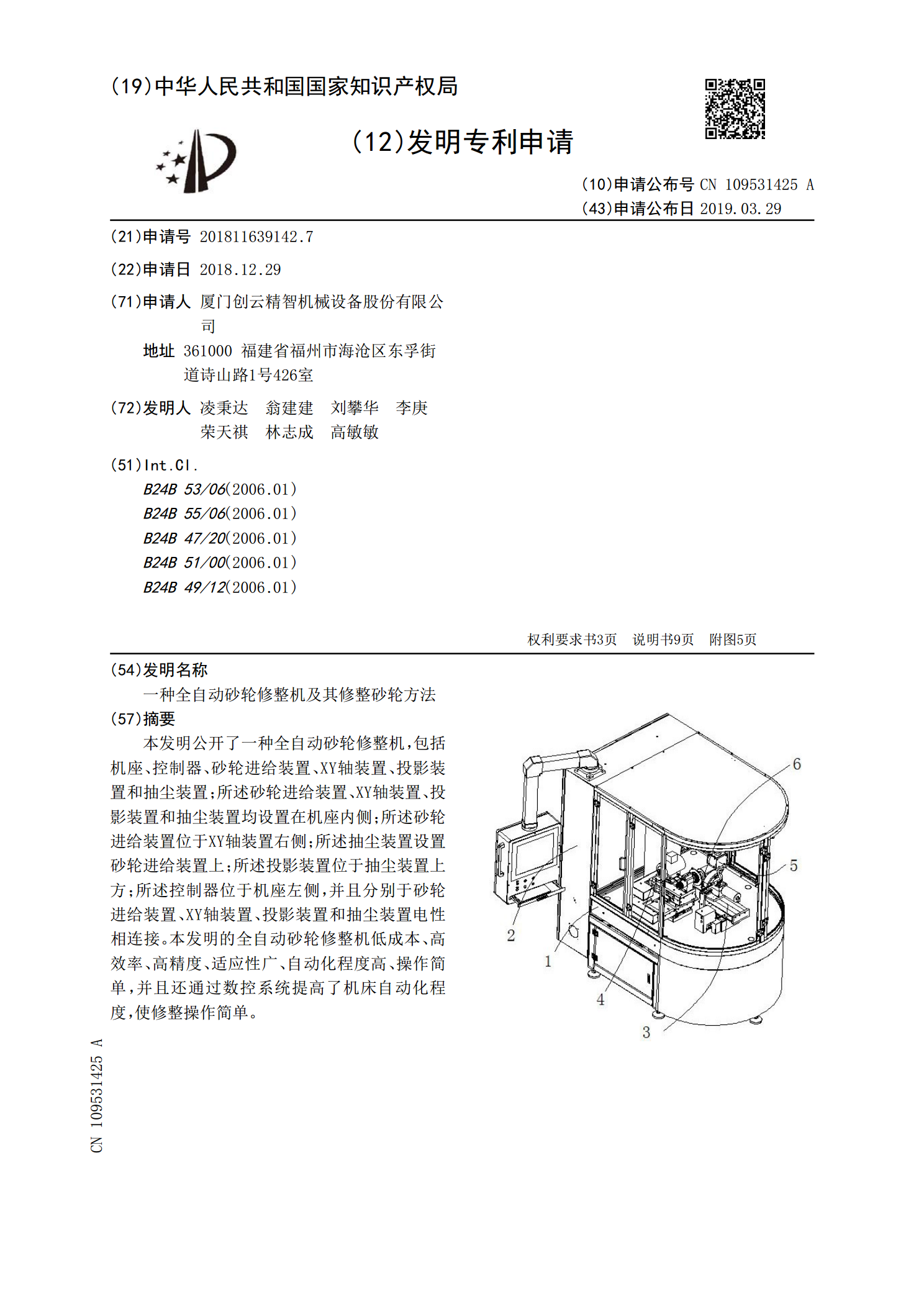
本发明公开了一种全自动砂轮修整机,包括机座、控制器、砂轮进给装置、XY轴装置、投影装置和抽尘装置;所述砂轮进给装置、XY轴装置、投影装置和抽尘装置均设置在机座内侧;所述砂轮进给装置位于XY轴装置右侧;所述抽尘装置设置砂轮进给装置上;所述投影装置位于抽尘装置上方;所述控制器位于机座左侧,并且分别于砂轮进给装置、XY轴装置、投影装置和抽尘装置电性相连接。本发明的全自动砂轮修整机低成本、高效率、高精度、适应性广、自动化程度高、操作简单,并且还通过数控系统提高了机床自动化程度,使修整操作简单。

金刚砂轮修整工具及修整方法.pdf
本发明公开了一种金刚砂轮修整工具及修整方法。该金刚砂轮修整工具包括:碳化硅砂轮,以及支撑固定碳化硅砂轮的心轴和锁紧螺母;心轴为阶梯轴结构,包括:左侧中径轴和右侧小径螺柱,以及位于左侧中径轴和右侧小径螺柱之间的止挡凸缘;碳化硅砂轮穿设在右侧小径螺柱上,并通过锁紧螺母螺接到右侧小径螺柱上,以将碳化硅砂轮锁紧在止挡凸缘和锁紧螺母之间。该金刚砂轮修整工具结构简单合理、能在生产岗位自行快速修整金刚石砂轮,省去了把金刚石砂轮送往原砂轮专业厂家修复的外委高额成本,修整金刚砂轮效率高、精度高,操作方便。