
一种矩形平行光束整形成型超硬磨料砂轮的方法.pdf

猫巷****松臣


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种矩形平行光束整形成型超硬磨料砂轮的方法.pdf
本发明涉及一种使用矩形平行光束与成型超硬磨料砂轮圆周面相切的整形成型超硬磨料砂轮的方法,本发明采用点扫描传感器精确地检测整个成型超硬磨料砂轮表面形貌数据,将检测到的数据与已知的成型超硬磨料砂轮表面标准轮廓母线函数进行比较,确定需要修整的余量。通过数控编程使得二维数控位移平台控制激光束沿着成型超硬磨料砂轮的标准轮廓垂直于母线去掉这些凸出的部分,直至激光束沿Z轴方向进给至激光束预定轮廓轨迹函数k(y)+m。此时,表明成型超硬磨料砂轮上待去除的余量已经去除完毕,整形结束。结合数控系统进给的脉冲光纤激光对成型超硬
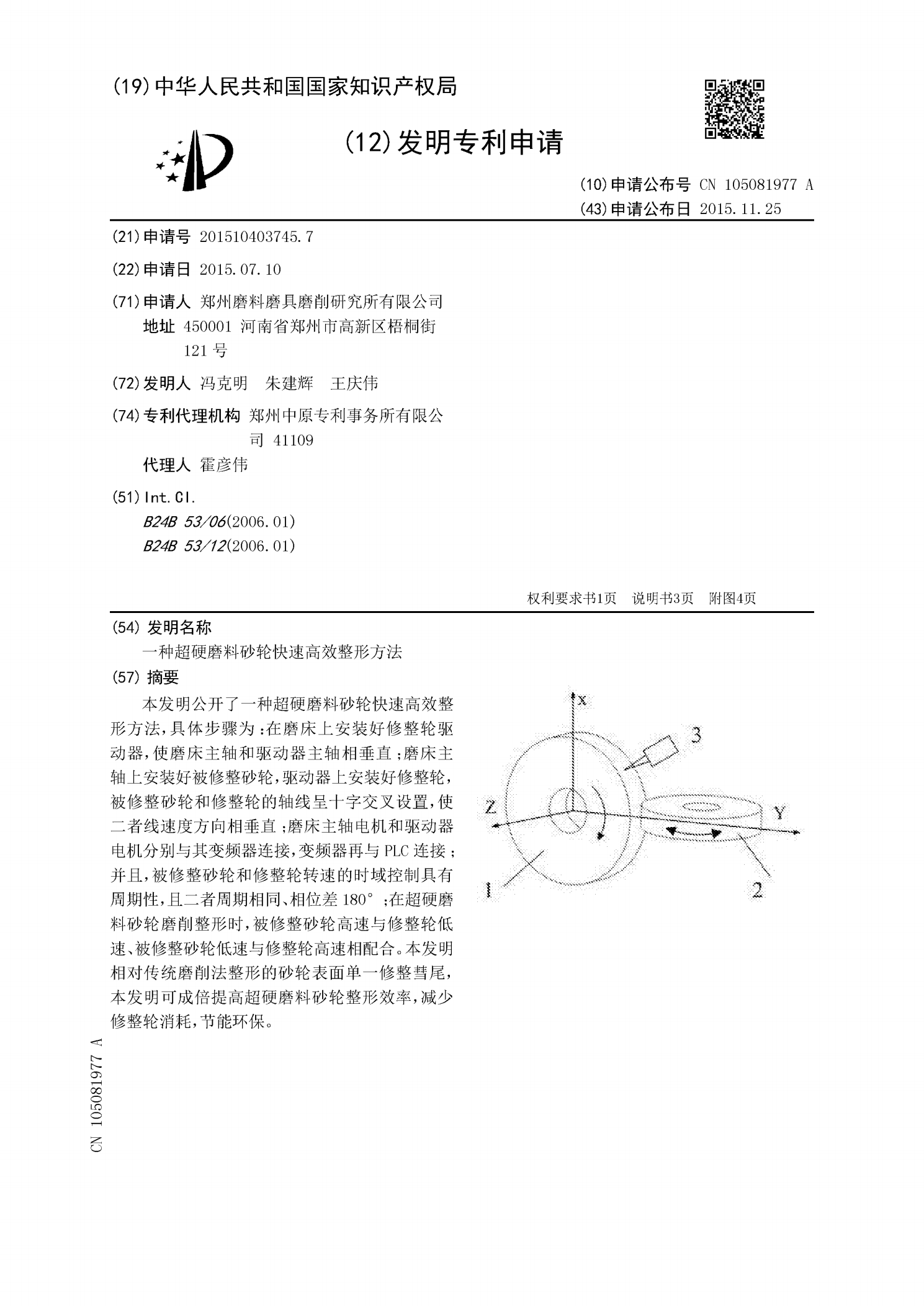
一种超硬磨料砂轮快速高效整形方法.pdf
本发明公开了一种超硬磨料砂轮快速高效整形方法,具体步骤为:在磨床上安装好修整轮驱动器,使磨床主轴和驱动器主轴相垂直;磨床主轴上安装好被修整砂轮,驱动器上安装好修整轮,被修整砂轮和修整轮的轴线呈十字交叉设置,使二者线速度方向相垂直;磨床主轴电机和驱动器电机分别与其变频器连接,变频器再与PLC连接;并且,被修整砂轮和修整轮转速的时域控制具有周期性,且二者周期相同、相位差180°;在超硬磨料砂轮磨削整形时,被修整砂轮高速与修整轮低速、被修整砂轮低速与修整轮高速相配合。本发明相对传统磨削法整形的砂轮表面单一修整彗
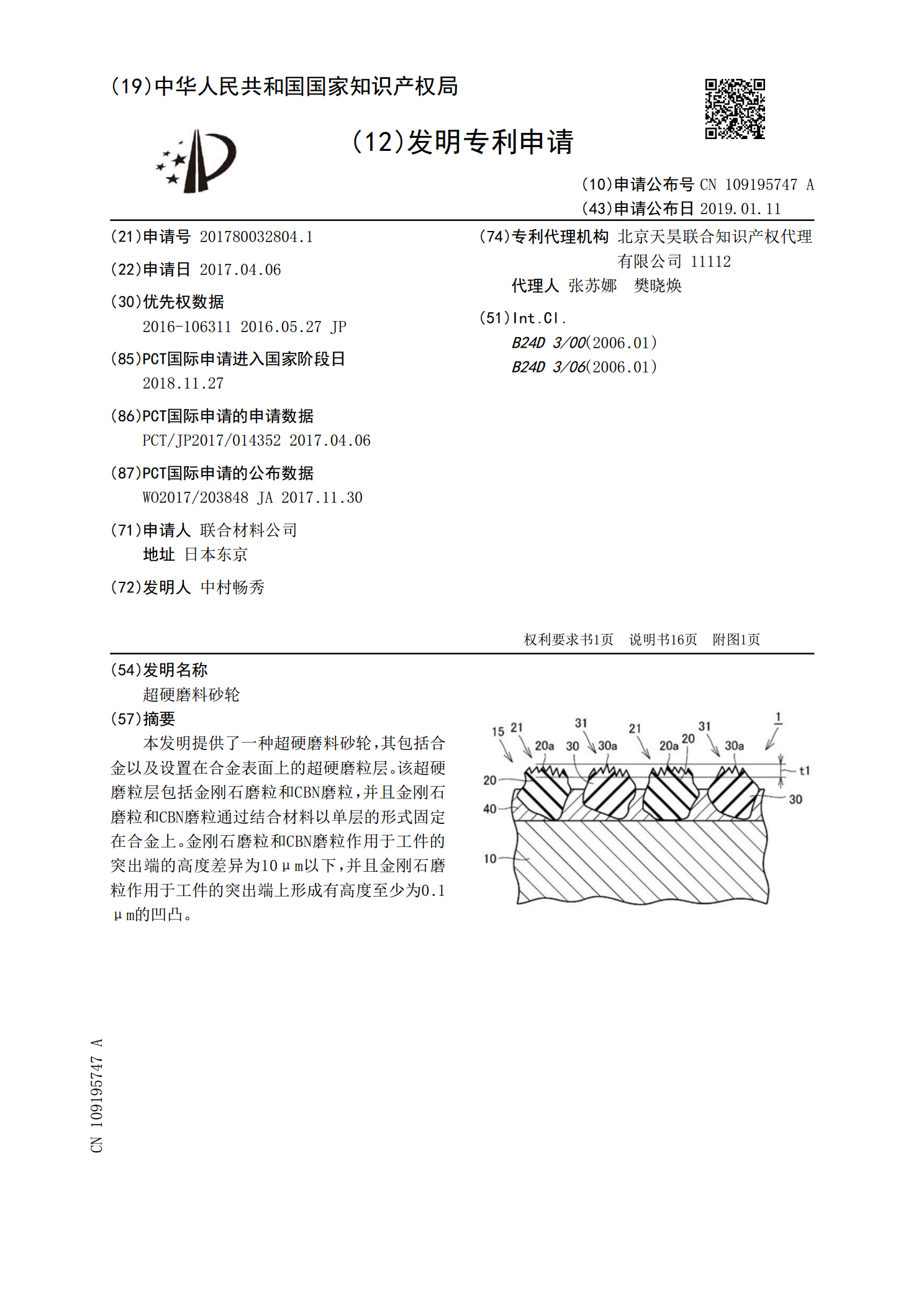
超硬磨料砂轮.pdf
本发明提供了一种超硬磨料砂轮,其包括合金以及设置在合金表面上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合材料以单层的形式固定在合金上。金刚石磨粒和CBN磨粒作用于工件的突出端的高度差异为10μm以下,并且金刚石磨粒作用于工件的突出端上形成有高度至少为0.1μm的凹凸。
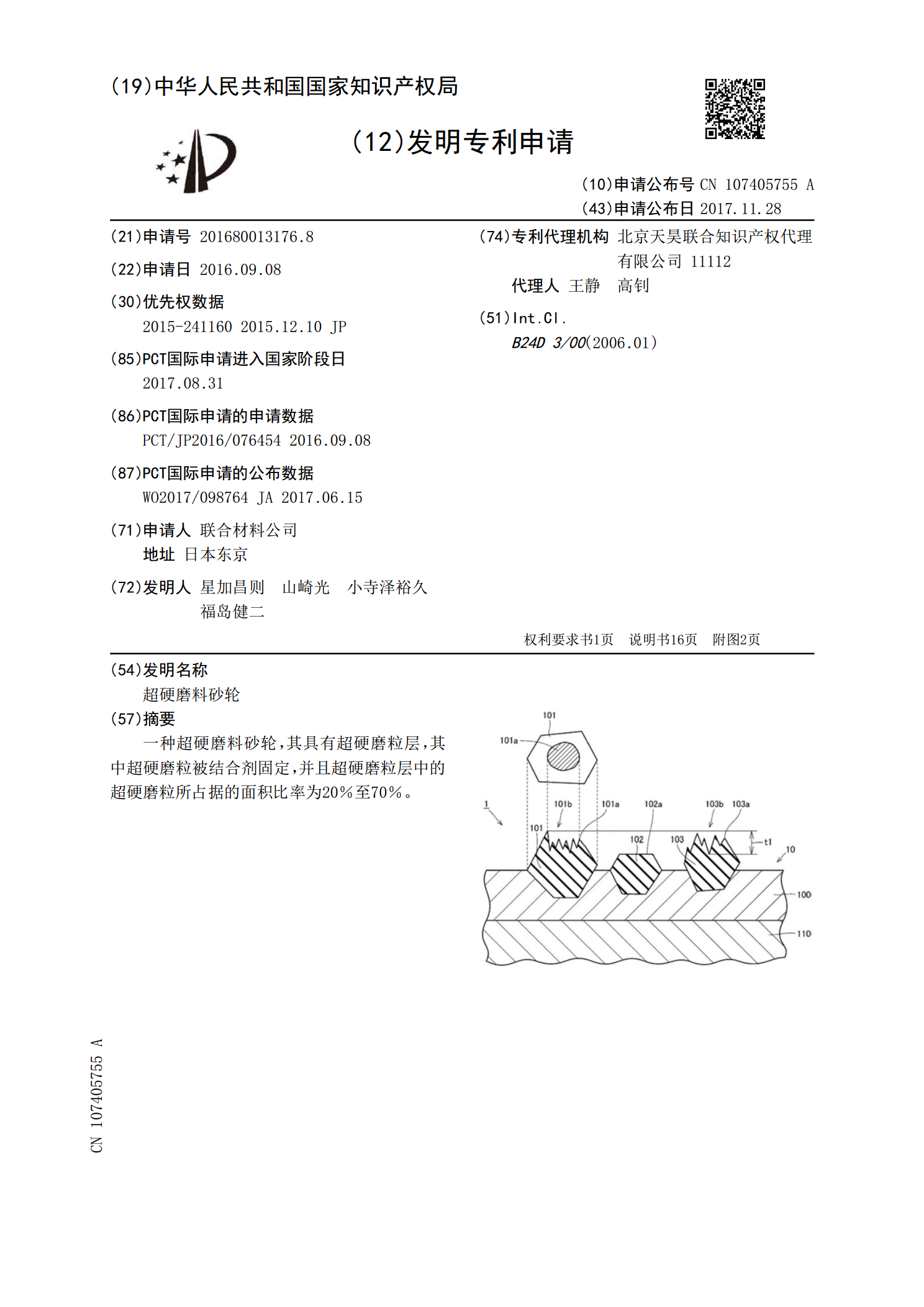
超硬磨料砂轮.pdf
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。
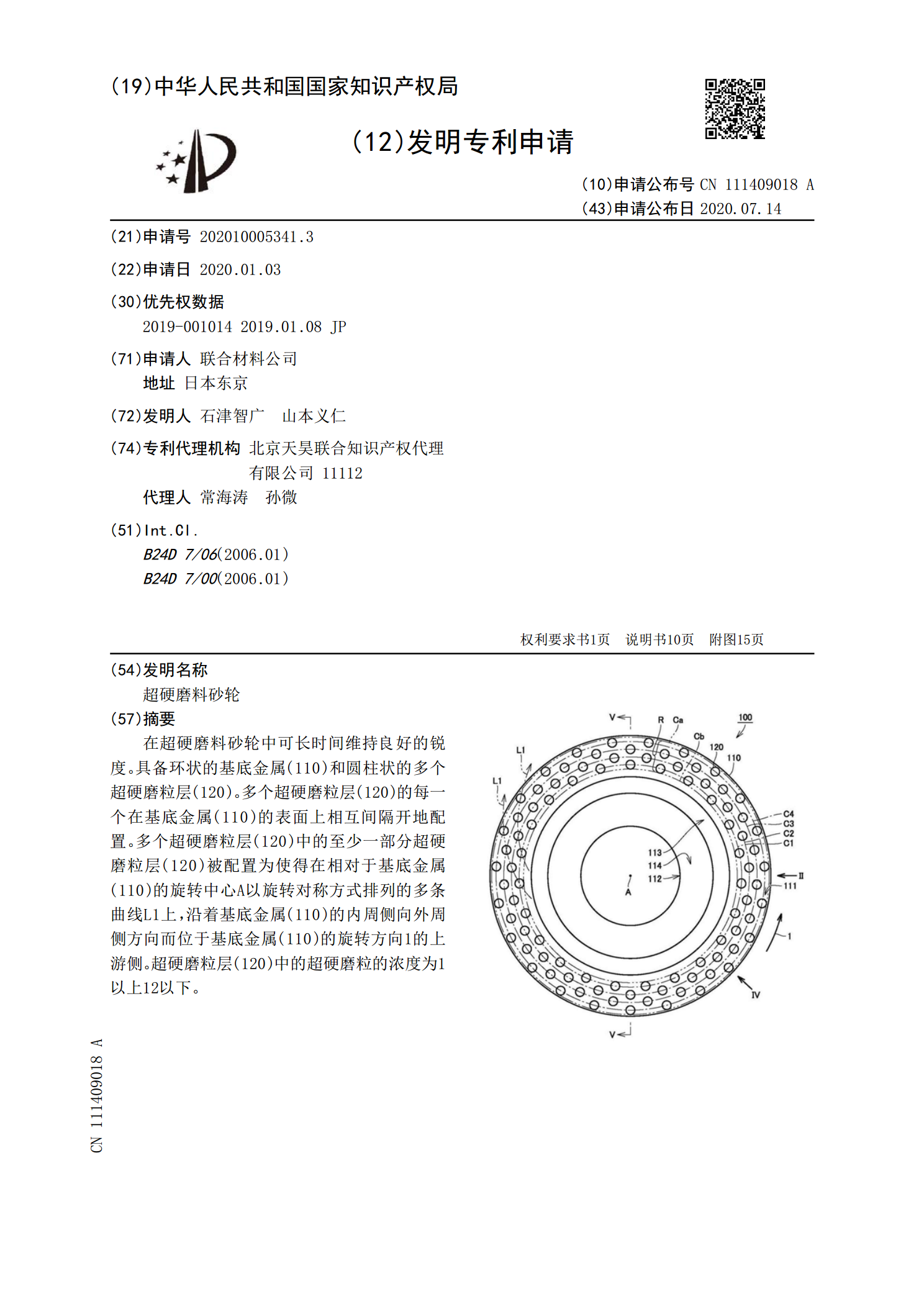
超硬磨料砂轮.pdf
在超硬磨料砂轮中可长时间维持良好的锐度。具备环状的基底金属(110)和圆柱状的多个超硬磨粒层(120)。多个超硬磨粒层(120)的每一个在基底金属(110)的表面上相互间隔开地配置。多个超硬磨粒层(120)中的至少一部分超硬磨粒层(120)被配置为使得在相对于基底金属(110)的旋转中心A以旋转对称方式排列的多条曲线L1上,沿着基底金属(110)的内周侧向外周侧方向而位于基底金属(110)的旋转方向1的上游侧。超硬磨粒层(120)中的超硬磨粒的浓度为1以上12以下。