
一种轮毂加工方法.pdf

一吃****瀚文


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮毂、车轮、汽车及轮毂加工方法.pdf
本发明涉及汽车及机械设备领域,具体而言,涉及一种轮毂、车轮、汽车及轮毂加工方法。轮毂包括第一单元,第一单元位于远离轮盘的位置;第二单元,第二单元位于靠近轮盘的位置;第一单元和第二单元通过搅拌摩擦焊连接,以形成完整的轮毂;第一单元与第二单元的连接处具有相同的厚度,且第一单元与第二单元的连接处均位于与轮盘轴线平行的方向;第二单元靠近第一单元的部分的厚度逐渐减小。这样的轮毂通过模块化的方式制造,再通过搅拌摩擦焊连接,能够最大程度地优化结构,保障产品的性能。本发明还提供一种包括上述轮毂的车轮、汽车及加工上述轮毂的

一种轮毂加工方法.pdf
一种轮毂加工方法,包括以下步骤:其特征在于:1)定位、2)刀具主轴动作、3)压紧、4)刀具主轴安装板下降、5)钻孔、6)驱动油缸回缩、7)送出辊道线启动、8)升降翻转机构翻转、9)输出辊道线送出;本发明,让工件串联进入送、出入辊道线,工人完全脱离设备,实现自动化无人化操作。减轻了操作工人的劳动强度,节省了人员,降低了轮毂的生产成本。
一种轮毂加工方法.pdf
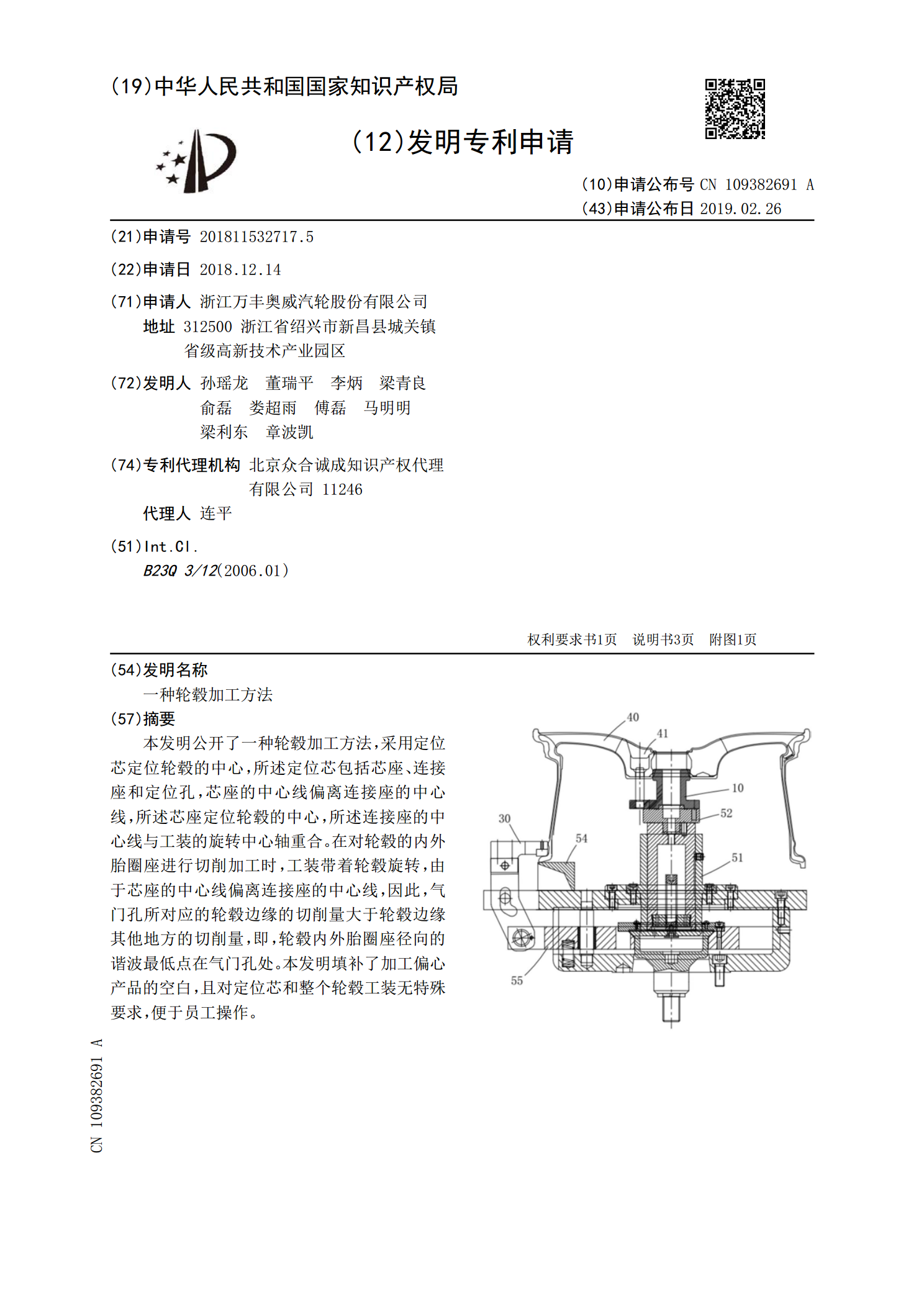
本发明公开了一种轮毂加工方法,采用定位芯定位轮毂的中心,所述定位芯包括芯座、连接座和定位孔,芯座的中心线偏离连接座的中心线,所述芯座定位轮毂的中心,所述连接座的中心线与工装的旋转中心轴重合。在对轮毂的内外胎圈座进行切削加工时,工装带着轮毂旋转,由于芯座的中心线偏离连接座的中心线,因此,气门孔所对应的轮毂边缘的切削量大于轮毂边缘其他地方的切削量,即,轮毂内外胎圈座径向的谐波最低点在气门孔处。本发明填补了加工偏心产品的空白,且对定位芯和整个轮毂工装无特殊要求,便于员工操作。

一种轮毂的加工方法.pdf
本发明公开了一种轮毂的加工方法,对铝合金锭坯进行预加热至200~300℃,保温0.2~0.5小时;对预热后的铝合金锭坯继续加热至600~650℃,保温1~2小时;将模具加热至220~330℃,保温0.2~0.7小时;在模具中铺上一层脱模剂;用锻造机对模具进行锻压处理,将所述铝合金锭坯放入所述锻造模具中,使坯料充满整个模具形成轮毂毛坯,锻造的开锻温度为600~650℃,终锻温度大于或等于590℃;加热至600℃保温2小时,放入油中冷却并进行低温回火处理。待轮毂毛坯冷却后,去除毛边并进行机加工。该方法制造的汽
一种组合式轮毂及轮毂加工方法.pdf
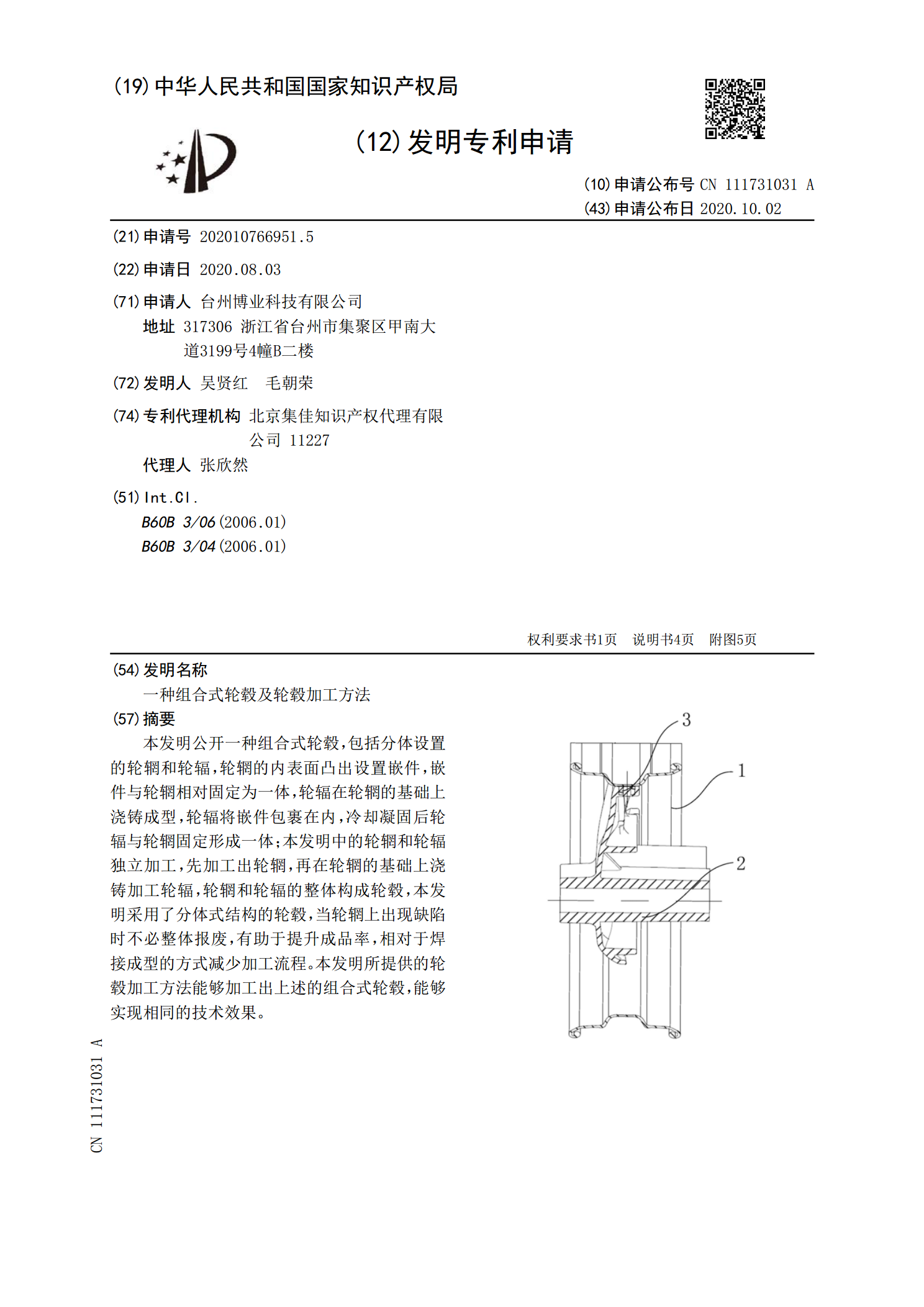
本发明公开一种组合式轮毂,包括分体设置的轮辋和轮辐,轮辋的内表面凸出设置嵌件,嵌件与轮辋相对固定为一体,轮辐在轮辋的基础上浇铸成型,轮辐将嵌件包裹在内,冷却凝固后轮辐与轮辋固定形成一体;本发明中的轮辋和轮辐独立加工,先加工出轮辋,再在轮辋的基础上浇铸加工轮辐,轮辋和轮辐的整体构成轮毂,本发明采用了分体式结构的轮毂,当轮辋上出现缺陷时不必整体报废,有助于提升成品率,相对于焊接成型的方式减少加工流程。本发明所提供的轮毂加工方法能够加工出上述的组合式轮毂,能够实现相同的技术效果。