
一种组合式轮毂及轮毂加工方法.pdf

论文****轩吖

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种组合式轮毂及轮毂加工方法.pdf
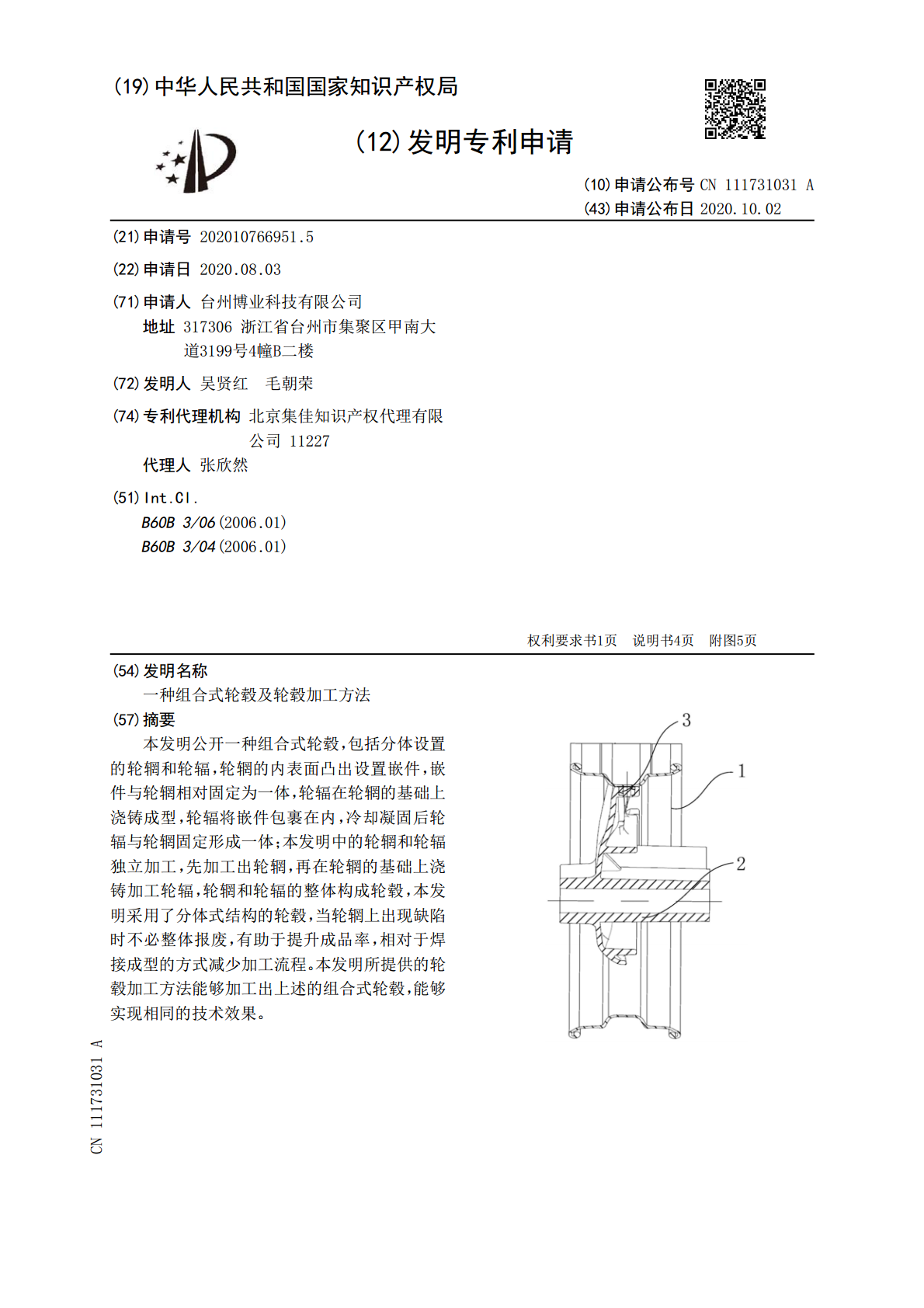
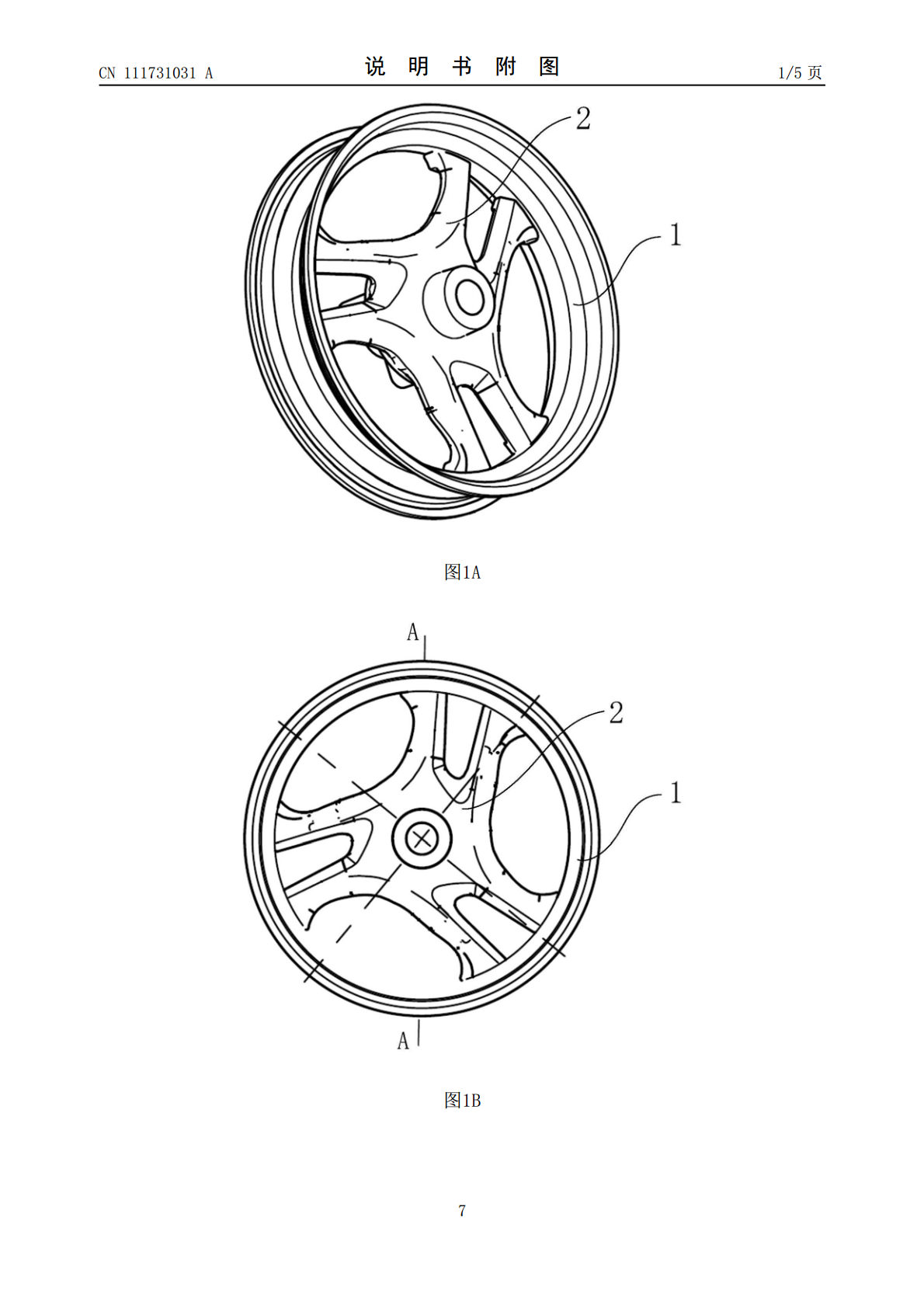
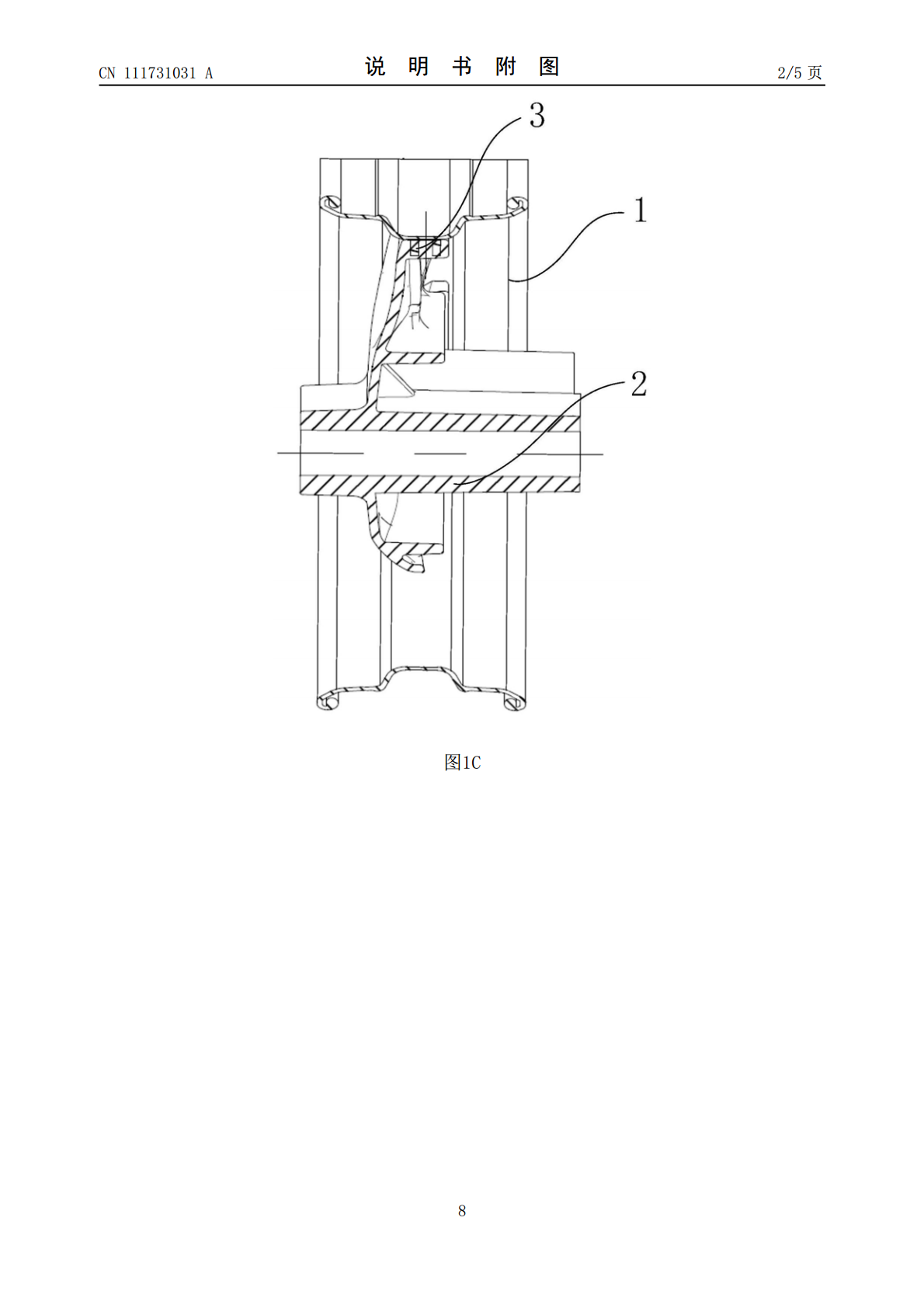
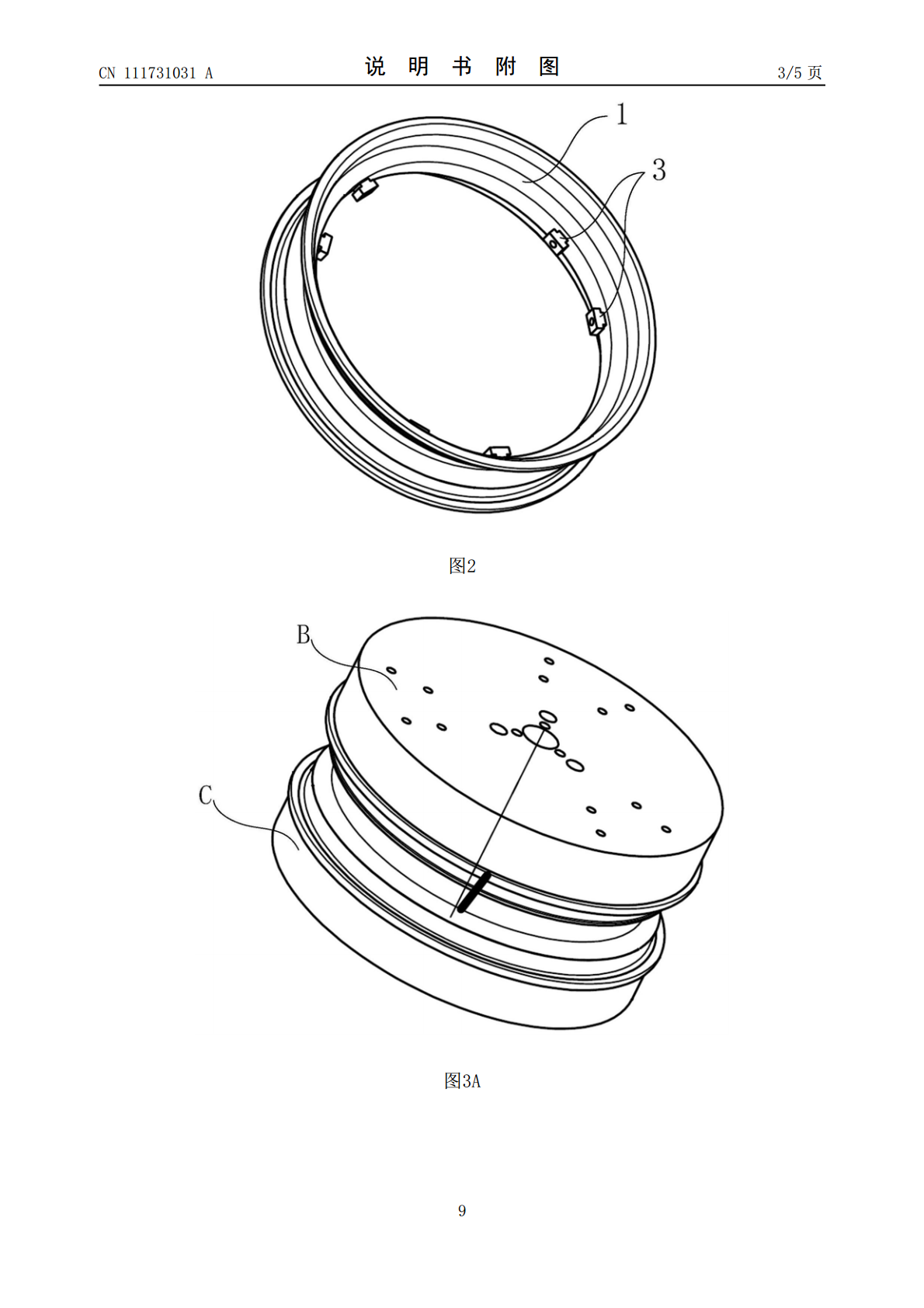
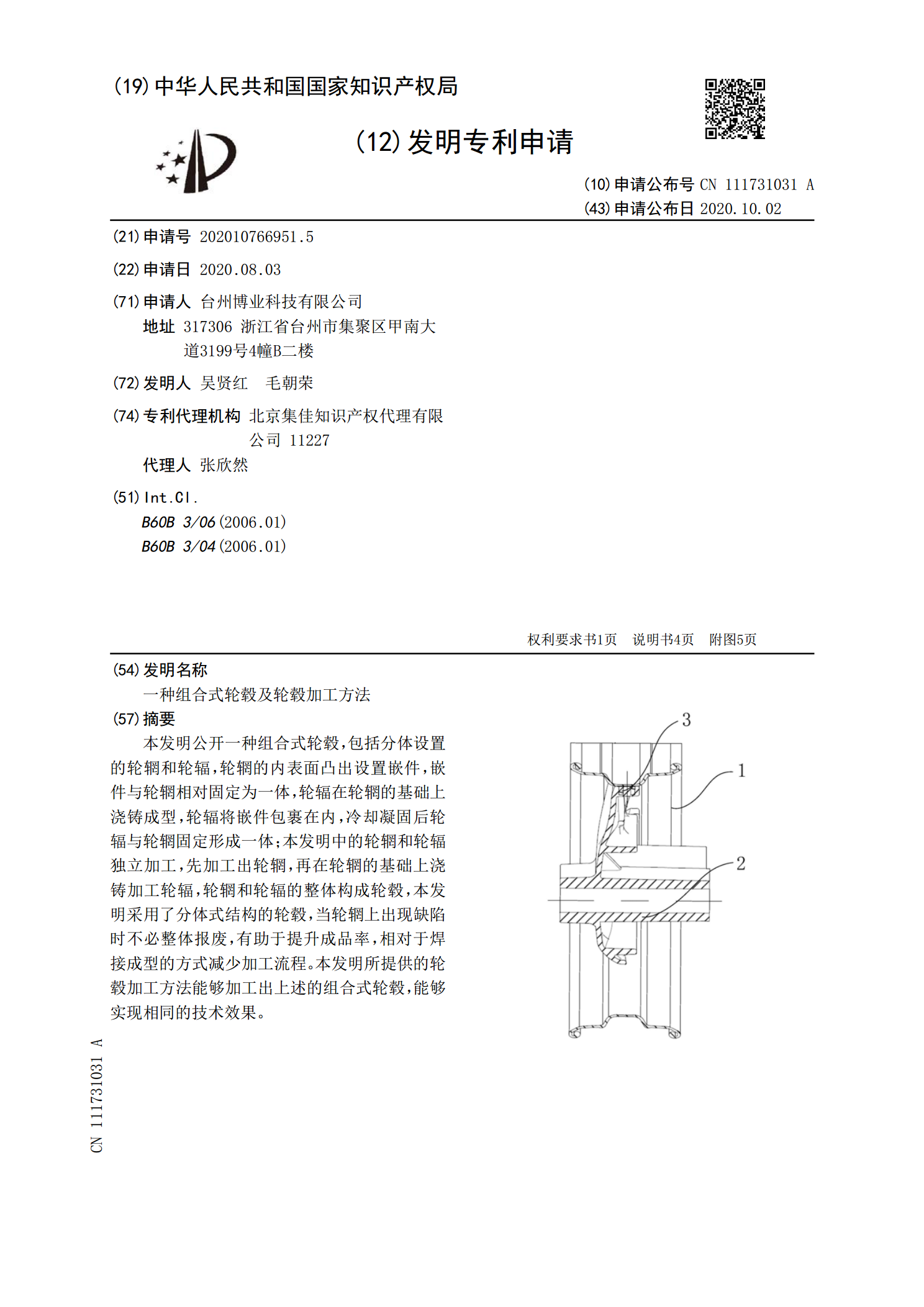
本发明公开一种组合式轮毂,包括分体设置的轮辋和轮辐,轮辋的内表面凸出设置嵌件,嵌件与轮辋相对固定为一体,轮辐在轮辋的基础上浇铸成型,轮辐将嵌件包裹在内,冷却凝固后轮辐与轮辋固定形成一体;本发明中的轮辋和轮辐独立加工,先加工出轮辋,再在轮辋的基础上浇铸加工轮辐,轮辋和轮辐的整体构成轮毂,本发明采用了分体式结构的轮毂,当轮辋上出现缺陷时不必整体报废,有助于提升成品率,相对于焊接成型的方式减少加工流程。本发明所提供的轮毂加工方法能够加工出上述的组合式轮毂,能够实现相同的技术效果。

一种轮毂、车轮、汽车及轮毂加工方法.pdf
本发明涉及汽车及机械设备领域,具体而言,涉及一种轮毂、车轮、汽车及轮毂加工方法。轮毂包括第一单元,第一单元位于远离轮盘的位置;第二单元,第二单元位于靠近轮盘的位置;第一单元和第二单元通过搅拌摩擦焊连接,以形成完整的轮毂;第一单元与第二单元的连接处具有相同的厚度,且第一单元与第二单元的连接处均位于与轮盘轴线平行的方向;第二单元靠近第一单元的部分的厚度逐渐减小。这样的轮毂通过模块化的方式制造,再通过搅拌摩擦焊连接,能够最大程度地优化结构,保障产品的性能。本发明还提供一种包括上述轮毂的车轮、汽车及加工上述轮毂的
加工设备、轮毂及轮毂的制造方法.pdf
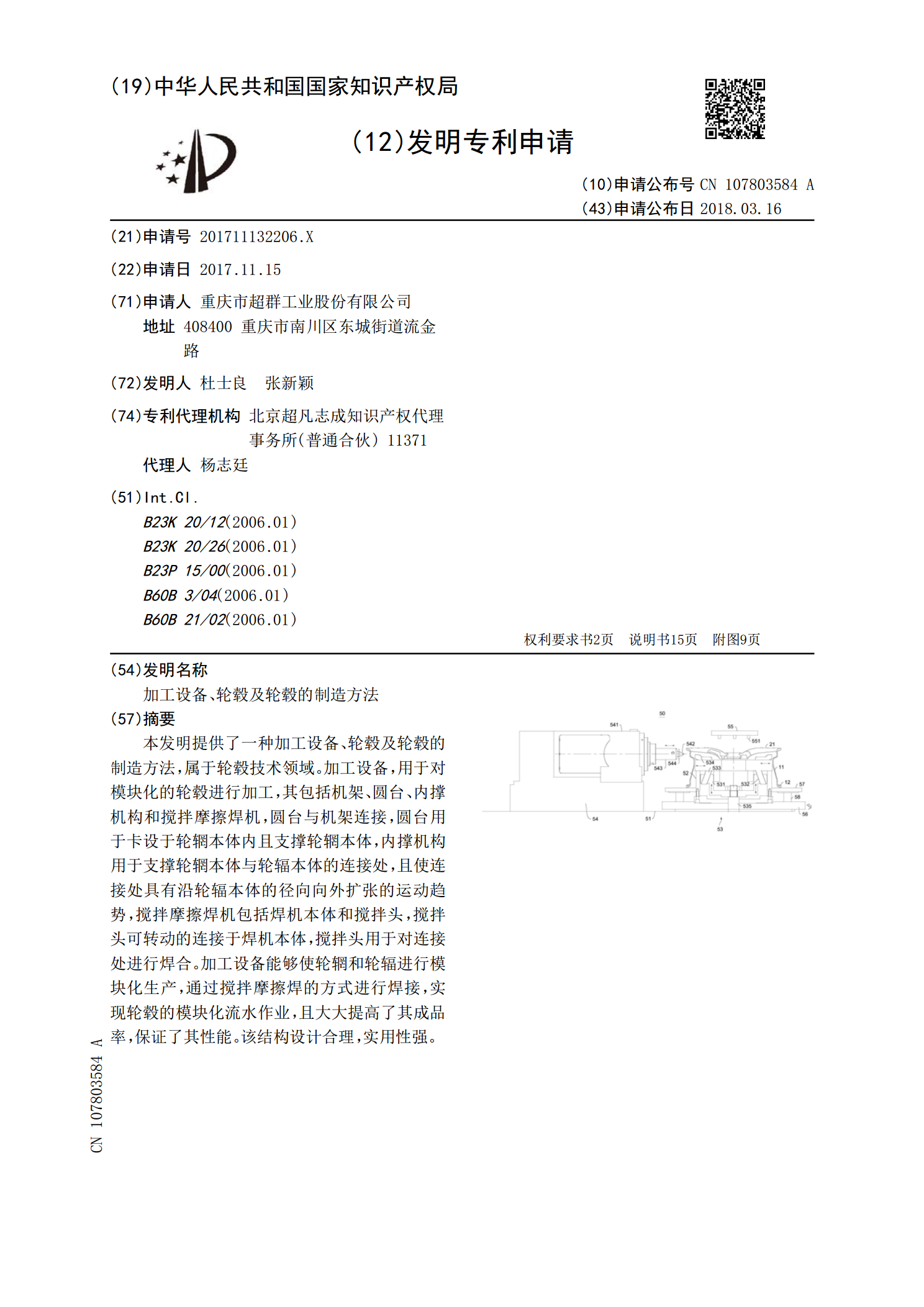
本发明提供了一种加工设备、轮毂及轮毂的制造方法,属于轮毂技术领域。加工设备,用于对模块化的轮毂进行加工,其包括机架、圆台、内撑机构和搅拌摩擦焊机,圆台与机架连接,圆台用于卡设于轮辋本体内且支撑轮辋本体,内撑机构用于支撑轮辋本体与轮辐本体的连接处,且使连接处具有沿轮辐本体的径向向外扩张的运动趋势,搅拌摩擦焊机包括焊机本体和搅拌头,搅拌头可转动的连接于焊机本体,搅拌头用于对连接处进行焊合。加工设备能够使轮辋和轮辐进行模块化生产,通过搅拌摩擦焊的方式进行焊接,实现轮毂的模块化流水作业,且大大提高了其成品率,保证
一种轮毂加工生产线及其轮毂加工生产方法.pdf
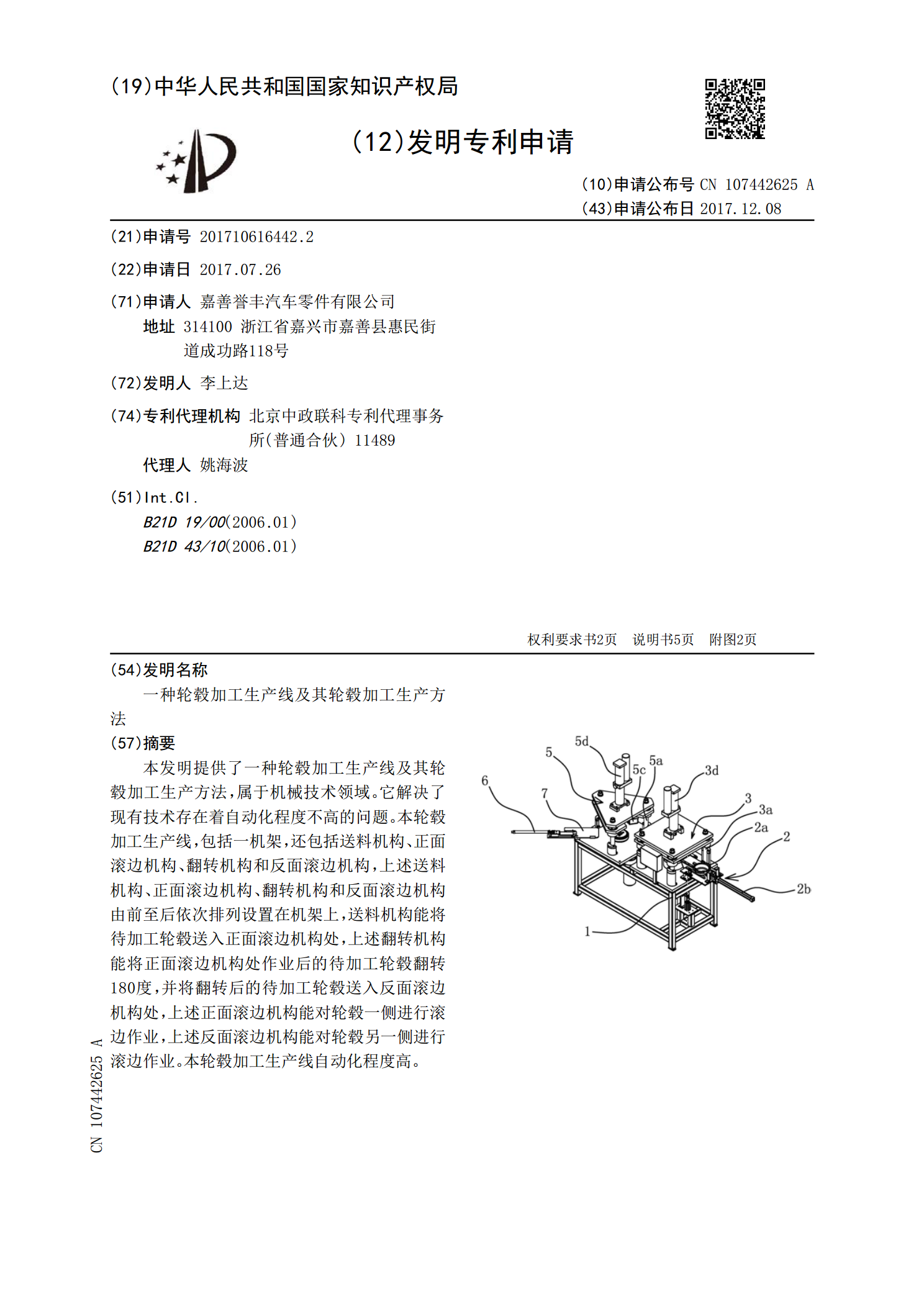
本发明提供了一种轮毂加工生产线及其轮毂加工生产方法,属于机械技术领域。它解决了现有技术存在着自动化程度不高的问题。本轮毂加工生产线,包括一机架,还包括送料机构、正面滚边机构、翻转机构和反面滚边机构,上述送料机构、正面滚边机构、翻转机构和反面滚边机构由前至后依次排列设置在机架上,送料机构能将待加工轮毂送入正面滚边机构处,上述翻转机构能将正面滚边机构处作业后的待加工轮毂翻转180度,并将翻转后的待加工轮毂送入反面滚边机构处,上述正面滚边机构能对轮毂一侧进行滚边作业,上述反面滚边机构能对轮毂另一侧进行滚边作业。

一种轮毂加工方法.pdf
一种轮毂加工方法,包括以下步骤:其特征在于:1)定位、2)刀具主轴动作、3)压紧、4)刀具主轴安装板下降、5)钻孔、6)驱动油缸回缩、7)送出辊道线启动、8)升降翻转机构翻转、9)输出辊道线送出;本发明,让工件串联进入送、出入辊道线,工人完全脱离设备,实现自动化无人化操作。减轻了操作工人的劳动强度,节省了人员,降低了轮毂的生产成本。