
中厚铜板的埋弧自动焊焊接工艺探索.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

中厚铜板的埋弧自动焊焊接工艺探索.docx
中厚铜板的埋弧自动焊焊接工艺探索引言:随着工程技术的不断发展,中厚铜板作为一种常见的材料在工业制造领域中得到了广泛应用。而在中厚铜板的加工过程中,焊接是一项非常关键的工艺。在本文中,我们将探讨埋弧自动焊在中厚铜板焊接中的应用。一、中厚铜板的特点及其焊接工艺1、中厚铜板的特点:中厚铜板是一种高导热性、高强度、抗氧化性能良好的稀有金属,具有众多优点。然而,发挥这些优点并不容易,因为它具有较高的熔点、较差的可锻性和可塑性等问题。这使得在中厚铜板焊接中,传统的手工焊接技术相当困难。2、中厚铜板的焊接工艺:中厚铜板
埋弧自动焊焊接工艺规范.pdf
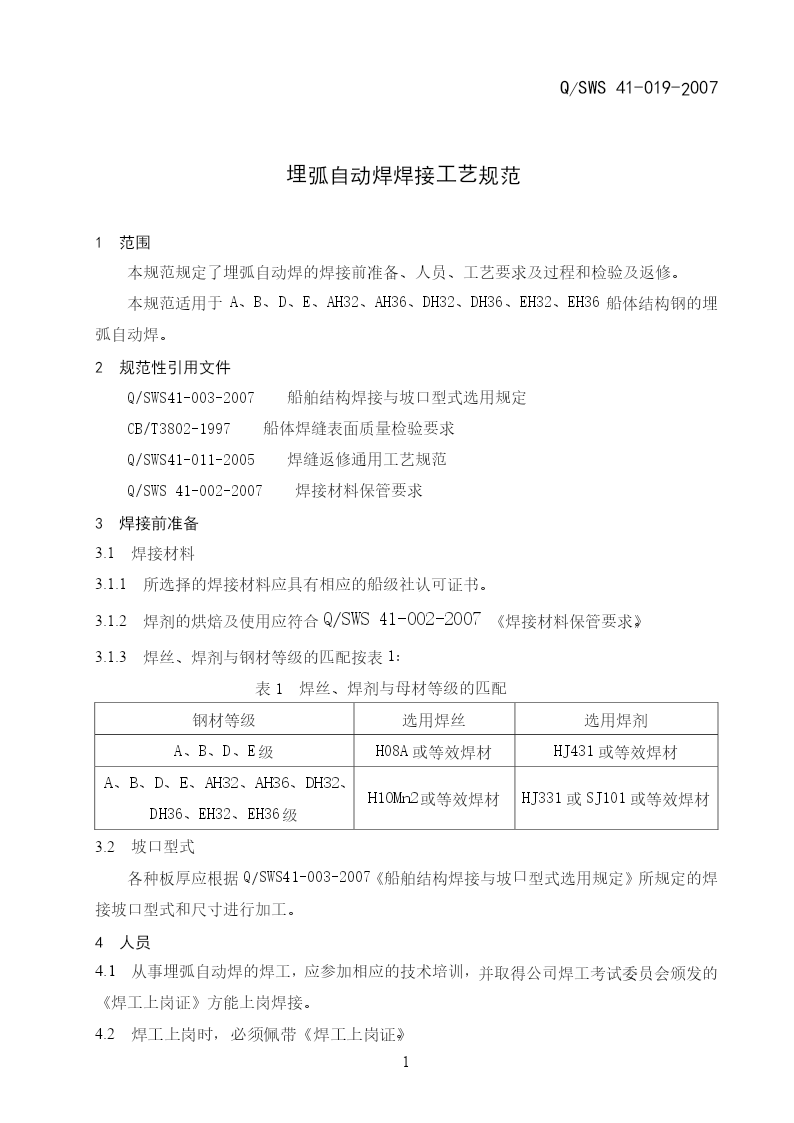
Q/SWS41-019-2007埋弧自动焊焊接工艺规范1范围本规范规定了埋弧自动焊的焊接前准备、人员、工艺要求及过程和检验及返修。本规范适用于A、B、D、E、AH32、AH36、DH32、DH36、EH32、EH36船体结构钢的埋弧自动焊。2规范性引用文件Q/SWS41-003-2007船舶结构焊接与坡口型式选用规定CB/T3802-1997船体焊缝表面质量检验要求Q/SWS41-011-2005焊缝返修通用工艺规范Q/SWS41-002-2007焊接材料保管要求3焊接前准备3.1焊接材料3.1.1所选择
埋弧自动焊焊接工艺参数.pdf
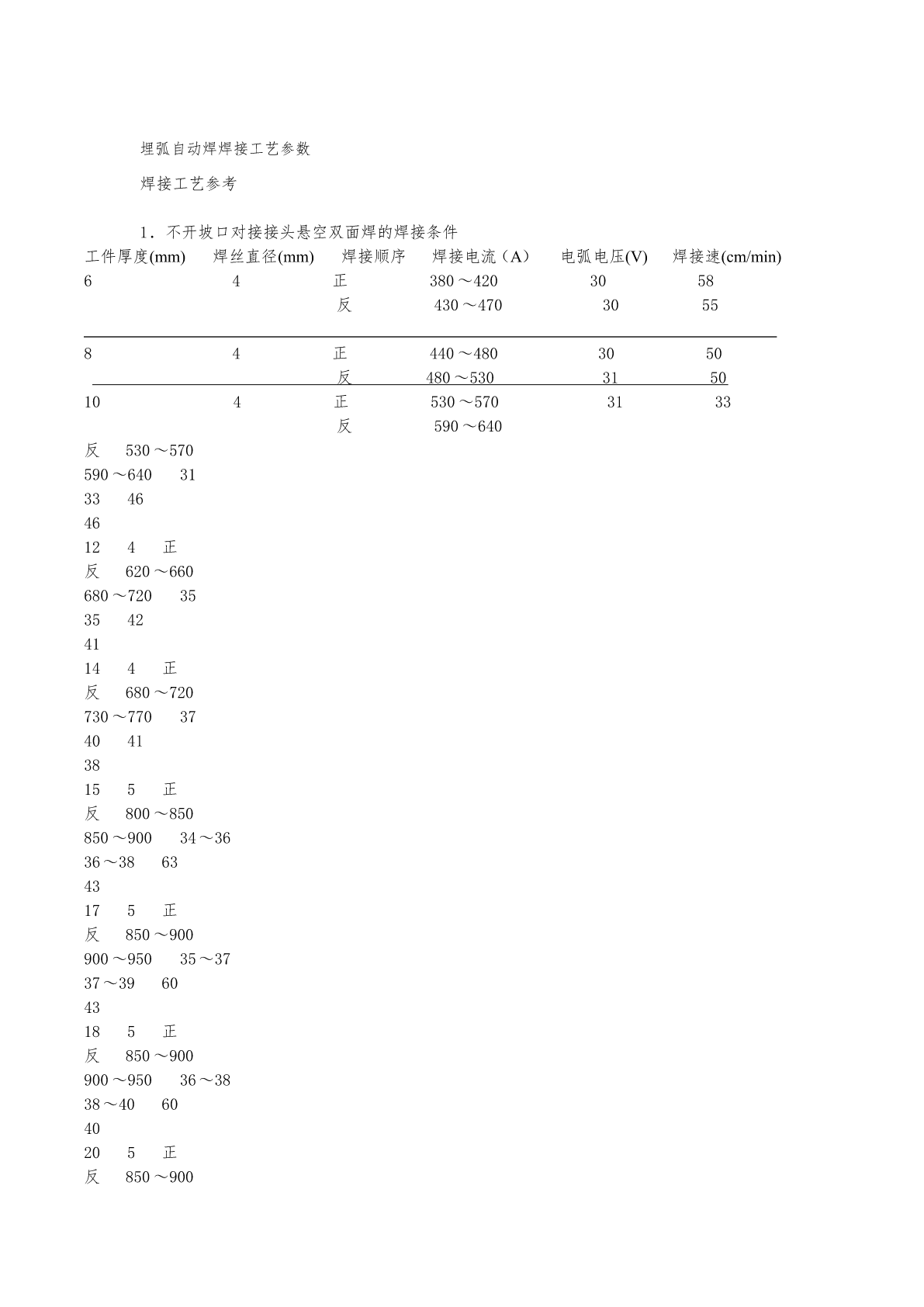
埋弧自动焊焊接工艺参数焊接工艺参考1.不开坡口对接接头悬空双面焊的焊接条件工件厚度(mm)焊丝直径(mm)焊接顺序焊接电流(A)电弧电压(V)焊接速(cm/min)64正380~4203058反430~470305584正440~4803050反480~5303150104正530~5703133反590~640反530~570590~64031334646124正反620~660680~72035354241144正反680~720730~77037404138155正反800~850850~90034

埋弧自动焊焊接工艺规范1.docx
埋弧自动焊焊接工艺规范前言本规范为公司新编制企业规范。是根据公司的生产实际经验并参照有关船厂企业规范编制而成。本规范附录A为规范性附录。本规范代替G16-SWS001《埋弧自动焊焊接工艺》。本规范发布时,G16-SWS001《埋弧自动焊焊接工艺》同时作废。本规范由上海外高桥造船有限公司提出。本规范由设计部归口。本规范起草部门:设计部。本规范主要起草(编制):杨宝文标检:徐玉珍审核:孙嘉钧本规范由总工程师南大庆批准。1范围本规范规定了埋弧自动焊的焊接前准备、人员、工艺要求和过程及检验。本规范适用于厚度为(6

埋弧自动焊焊接工艺参数的控制.docx
埋弧自动焊焊接工艺参数的控制埋弧自动焊焊接工艺参数的控制摘要:随着现代工业的发展,焊接技术在制造业中起着至关重要的作用。埋弧自动焊作为一种高效、高质量的焊接方法,被广泛应用于各个行业。焊接过程中的工艺参数的控制对焊接质量和效率具有重要影响。本文详细介绍了埋弧自动焊的工艺参数以及其控制方法,并分析了其对焊接质量和效率的影响。关键词:埋弧自动焊、焊接工艺参数、焊接质量、效率1.引言埋弧自动焊是一种常用的焊接方法,其特点是能够快速、高效地完成大批量的焊接任务,并且焊接质量较高。然而,要实现高质量的焊接,需要对焊