
带精加工装置、带精加工系统和用于制造带精加工装置的方法.pdf

Do****76


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

带精加工装置、带精加工系统和用于制造带精加工装置的方法.pdf
本发明涉及带精加工装置、带精加工系统和用于制造带精加工装置的方法。其中,本发明说明了一种带精加工装置(10),包括用于将精加工带(16)朝向工件表面(12)按压的按压装置(30),其中按压装置(30)包括按压带(42),该按压带支承于在精加工带(16)的行进方向(106)上看相互间隔地布置的两个支承面(40)上,其特征在于,支承面(40)的至少之一和/或按压带(42)具有如下轮廓:该轮廓在所述精加工带(16)的宽度方向上偏离直线走向。

精加工带装置和工件精加工方法.pdf
本发明涉及一种精加工带装置(10),所述装置包括具有挤压辊的挤压装置(40),挤压辊向精加工带(24)的背侧施加挤压力,使得在从所述精加工带(24)的运行方向上看时,能够按照挤压力的大小将精加工带(24)的作用面在线性接触区域中朝着工件(48)的被精加工的周面(46)挤压,其中,设置有挤压辊支架(44),在挤压辊支架上布置有作为第一挤压辊(80)的一个挤压辊和作为第二挤压辊(82)的另一挤压辊,使得当在精加工带(24)的运行方向上观看时,通过两个挤压辊(80,82)能够将精加工带(24)的作用面在两个彼此
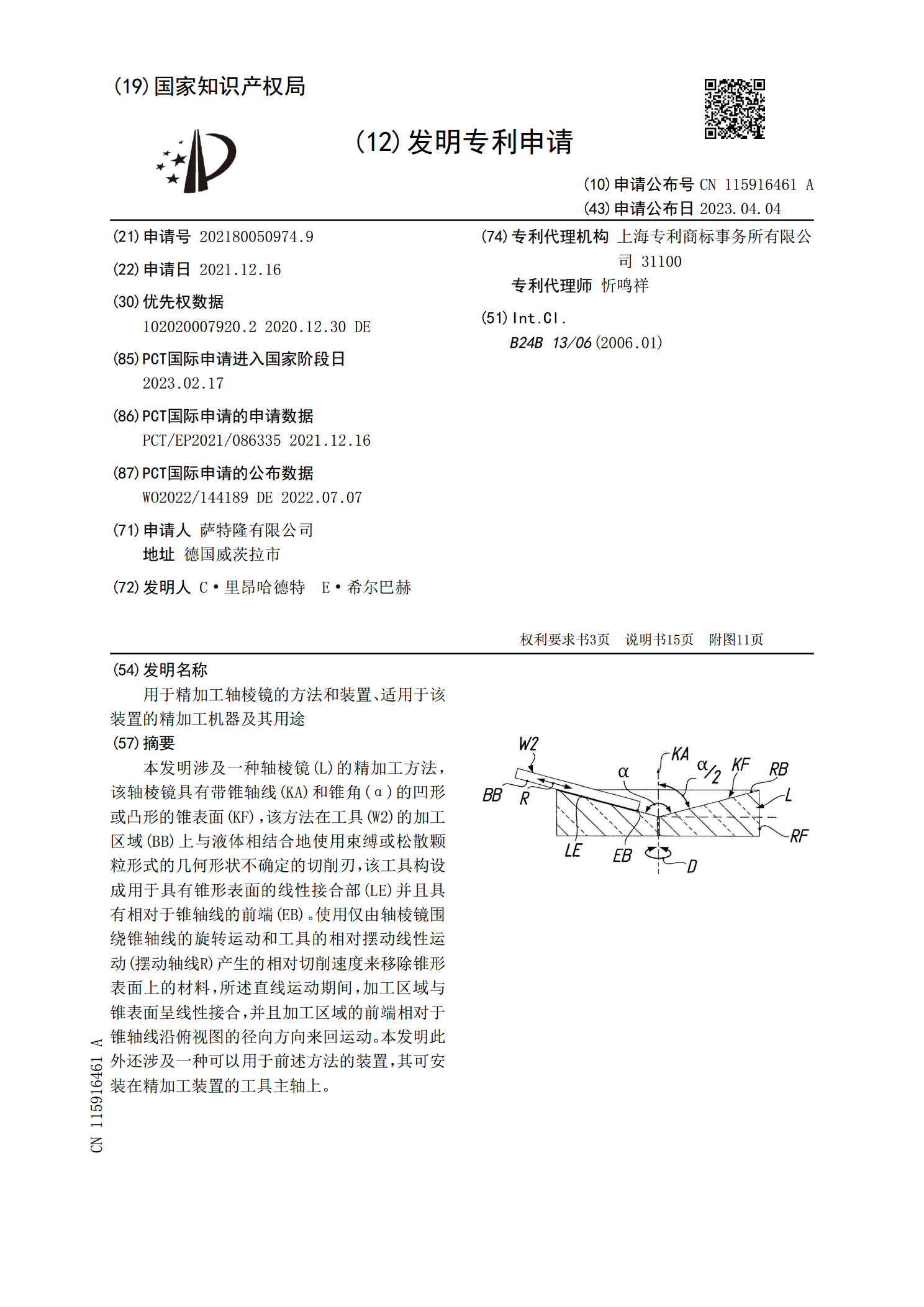
用于精加工轴棱镜的方法和装置、适用于该装置的精加工机器及其用途.pdf
本发明涉及一种轴棱镜(L)的精加工方法,该轴棱镜具有带锥轴线(KA)和锥角(α)的凹形或凸形的锥表面(KF),该方法在工具(W2)的加工区域(BB)上与液体相结合地使用束缚或松散颗粒形式的几何形状不确定的切削刃,该工具构设成用于具有锥形表面的线性接合部(LE)并且具有相对于锥轴线的前端(EB)。使用仅由轴棱镜围绕锥轴线的旋转运动和工具的相对摆动线性运动(摆动轴线R)产生的相对切削速度来移除锥形表面上的材料,所述直线运动期间,加工区域与锥表面呈线性接合,并且加工区域的前端相对于锥轴线沿俯视图的径向方向来回运
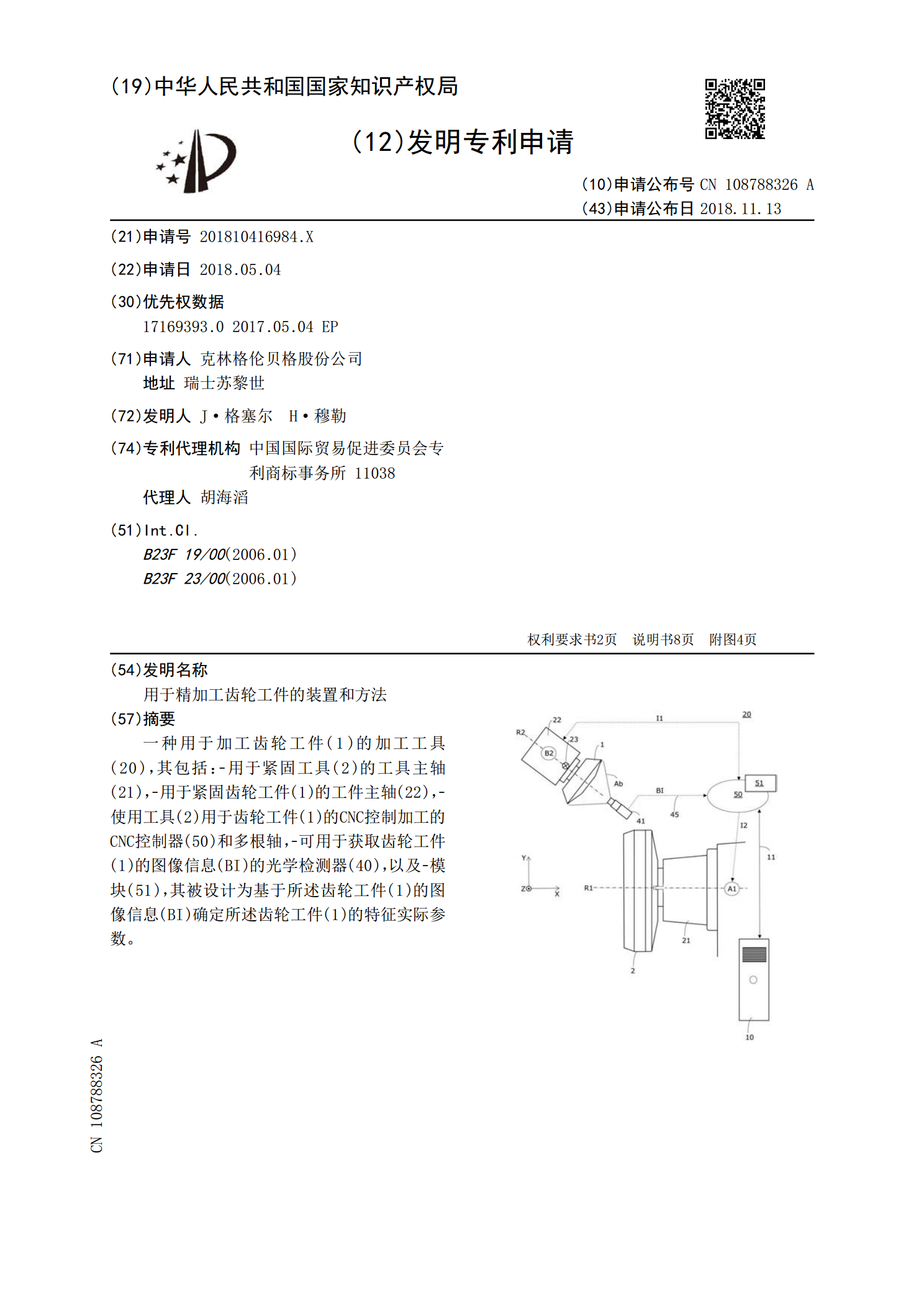
用于精加工齿轮工件的装置和方法.pdf
一种用于加工齿轮工件(1)的加工工具(20),其包括:﹣用于紧固工具(2)的工具主轴(21),﹣用于紧固齿轮工件(1)的工件主轴(22),﹣使用工具(2)用于齿轮工件(1)的CNC控制加工的CNC控制器(50)和多根轴,﹣可用于获取齿轮工件(1)的图像信息(BI)的光学检测器(40),以及﹣模块(51),其被设计为基于所述齿轮工件(1)的图像信息(BI)确定所述齿轮工件(1)的特征实际参数。

用于精加工齿轮的夹紧装置.pdf
本发明公开了一种用于精加工齿轮的夹紧装置,其能够与齿轮(13)的内孔定位面相配合,包括具有定位基准面的支架(12)、安装于支架(12)上的定心件以及套设于定心件外部的夹紧件,定心件外部套设弹性施压件(14),弹性施压件(14)上具有与夹紧件相作用的受力面,以及在夹紧件的夹紧行程末端向齿轮(13)的定位孔施加涨紧力的施压面。本发明提供的夹紧装置在定心件的外部套设弹性施压件,该弹性施压件在夹紧件的作用下将发生变形,这一变形能够转化为对齿轮的涨紧作用。显然,弹性施压件本身不容易发生磨损,即使发生磨损,其发生形变