
精加工带装置和工件精加工方法.pdf

一条****88


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

精加工带装置和工件精加工方法.pdf
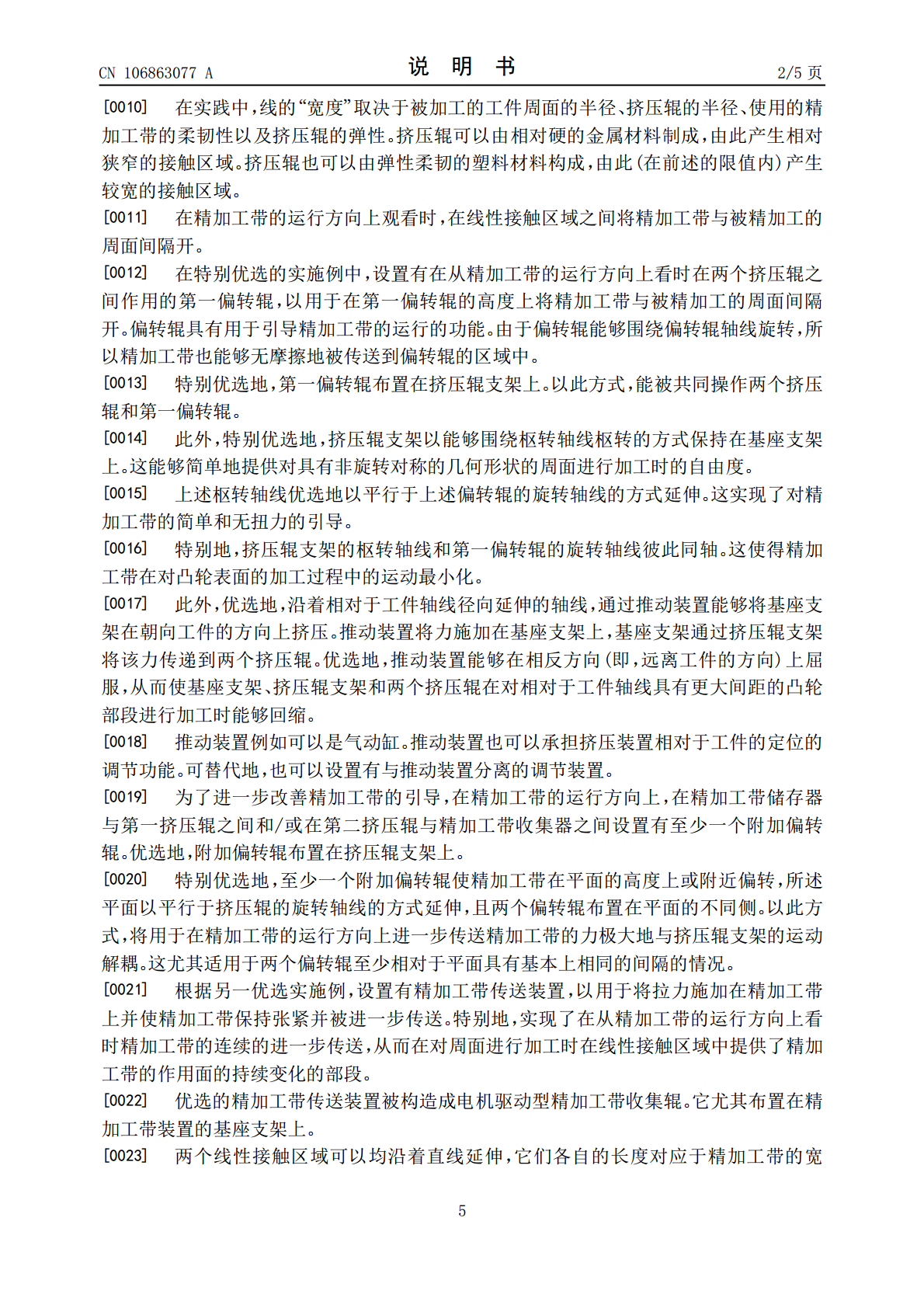
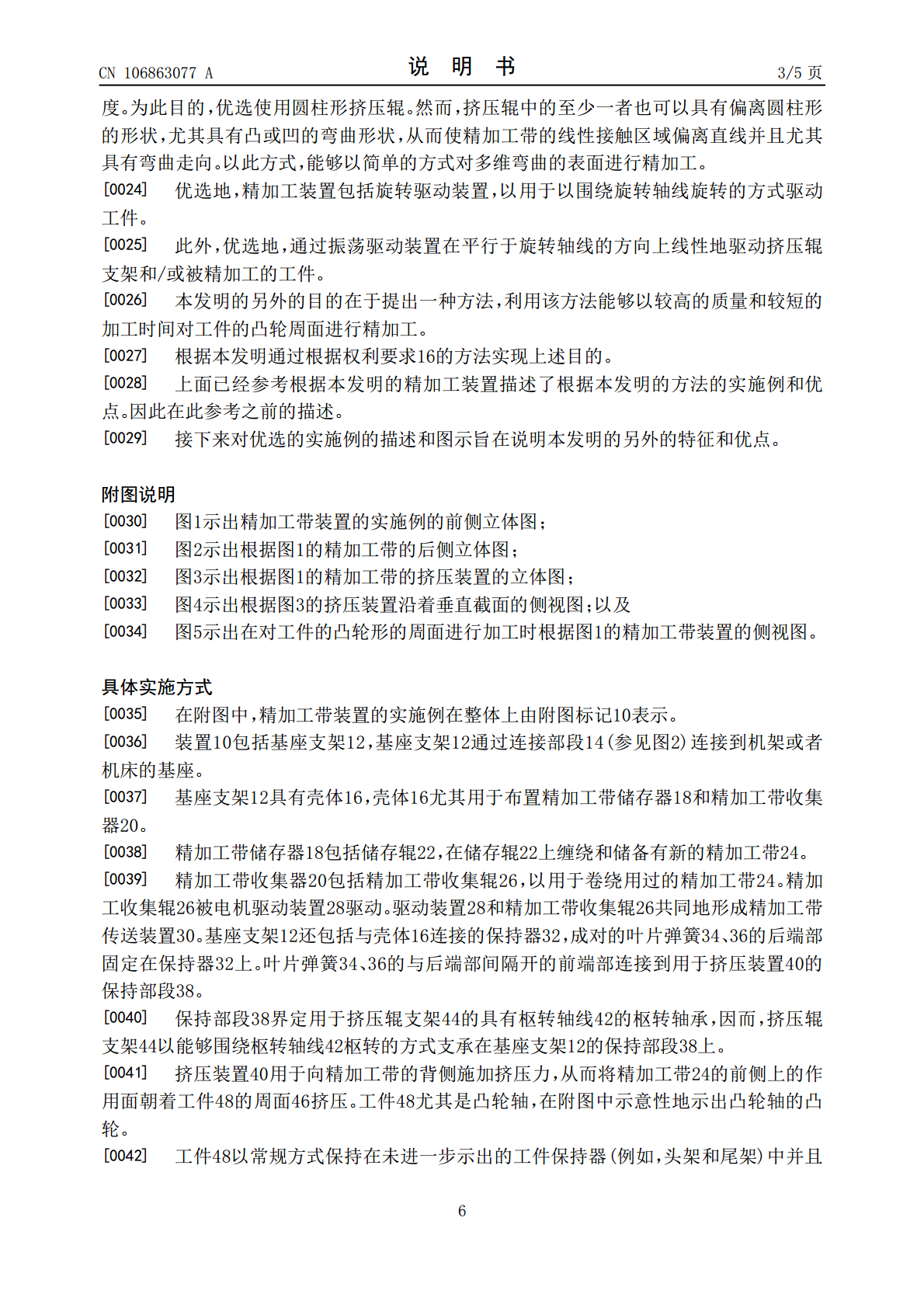
本发明涉及一种精加工带装置(10),所述装置包括具有挤压辊的挤压装置(40),挤压辊向精加工带(24)的背侧施加挤压力,使得在从所述精加工带(24)的运行方向上看时,能够按照挤压力的大小将精加工带(24)的作用面在线性接触区域中朝着工件(48)的被精加工的周面(46)挤压,其中,设置有挤压辊支架(44),在挤压辊支架上布置有作为第一挤压辊(80)的一个挤压辊和作为第二挤压辊(82)的另一挤压辊,使得当在精加工带(24)的运行方向上观看时,通过两个挤压辊(80,82)能够将精加工带(24)的作用面在两个彼此
用于精加工齿轮工件的装置和方法.pdf
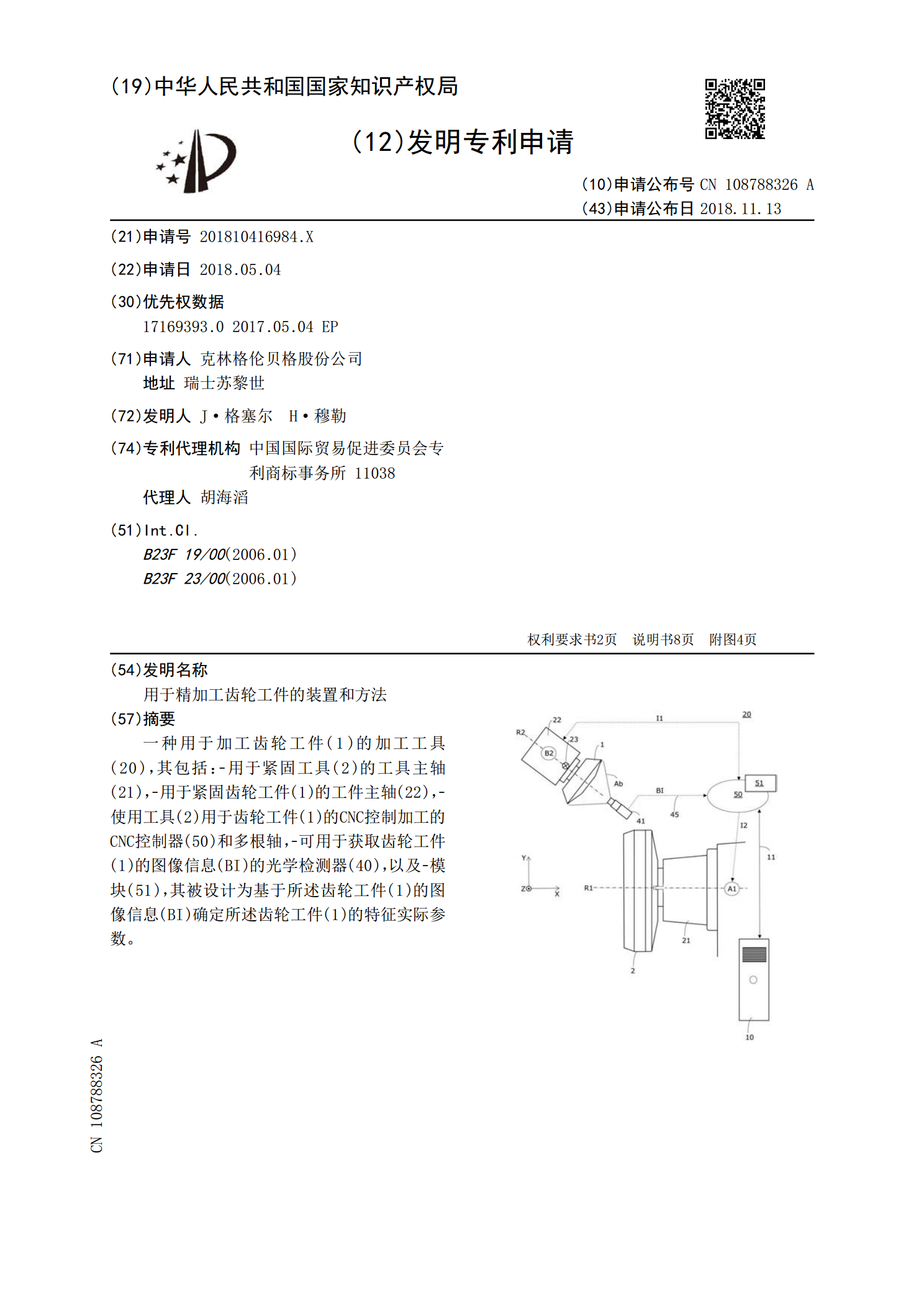
一种用于加工齿轮工件(1)的加工工具(20),其包括:﹣用于紧固工具(2)的工具主轴(21),﹣用于紧固齿轮工件(1)的工件主轴(22),﹣使用工具(2)用于齿轮工件(1)的CNC控制加工的CNC控制器(50)和多根轴,﹣可用于获取齿轮工件(1)的图像信息(BI)的光学检测器(40),以及﹣模块(51),其被设计为基于所述齿轮工件(1)的图像信息(BI)确定所述齿轮工件(1)的特征实际参数。

带精加工装置、带精加工系统和用于制造带精加工装置的方法.pdf
本发明涉及带精加工装置、带精加工系统和用于制造带精加工装置的方法。其中,本发明说明了一种带精加工装置(10),包括用于将精加工带(16)朝向工件表面(12)按压的按压装置(30),其中按压装置(30)包括按压带(42),该按压带支承于在精加工带(16)的行进方向(106)上看相互间隔地布置的两个支承面(40)上,其特征在于,支承面(40)的至少之一和/或按压带(42)具有如下轮廓:该轮廓在所述精加工带(16)的宽度方向上偏离直线走向。

用于精加工带齿的且硬化的工件轮的方法和设备.pdf
本发明涉及一种加工带齿的且硬化的工件轮(1)的方法,所述方法具有以下步骤:将带有加工余量地被预制齿的且被硬化的工件轮(1)夹紧在工件轴(4)上;借助由刀具轴(7)旋转驱动的切削轮(5)通过滚切去除加工余量的至少50%;借助珩磨轮(6)在不变的夹紧状态下对工件轮(1)进行精加工。在滚切时的进刀(V

一种锁工件表面精加工装置及其方法.pdf
本发明涉及葫芦锁胆造技术领域,特别是涉及一种锁工件表面精加工装置及其方法,包括支撑架、台阶加工装置、锁扣槽打磨装置、端面打磨装置、打孔装置、倒角装置、攻丝装置和去毛刺校准装置;在支撑架的安装台上从右向左依次安装有台阶加工装置、锁扣槽打磨装置、端面打磨装置、打孔装置、倒角装置、攻丝装置和去毛刺校准装置;在支撑架通过滑动导轨连接有多个夹持装置;多个夹持装置分别位于台阶加工装置、锁扣槽打磨装置、端面打磨装置、打孔装置、倒角装置、攻丝装置和去毛刺校准装置上部。通过带有台阶型的刀具先对锁壳体套筒进行安装台阶进行加工