
一种圆度自动校正装置.pdf

论文****酱吖


1/8
2/8
3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆度自动校正装置.pdf
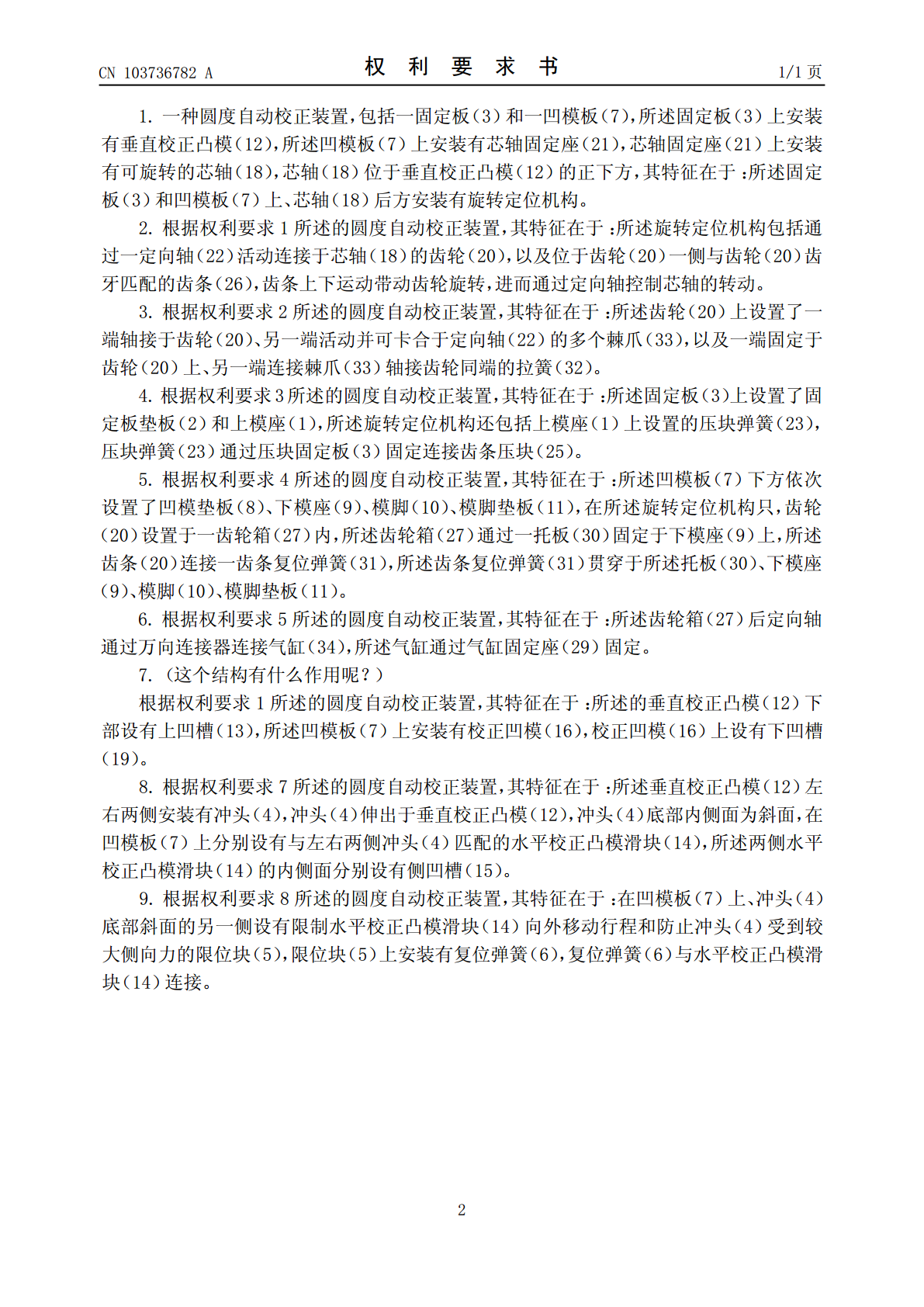
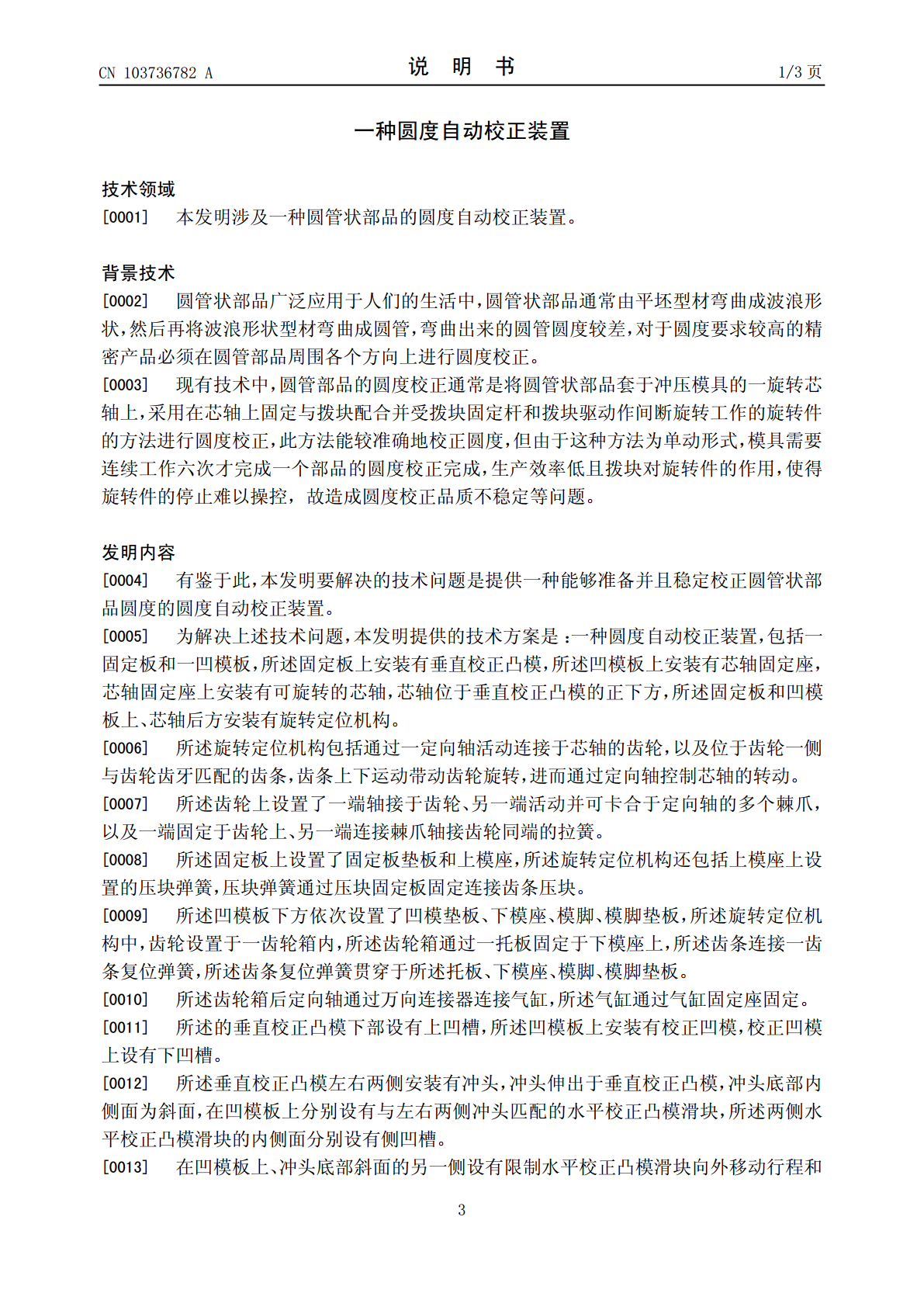
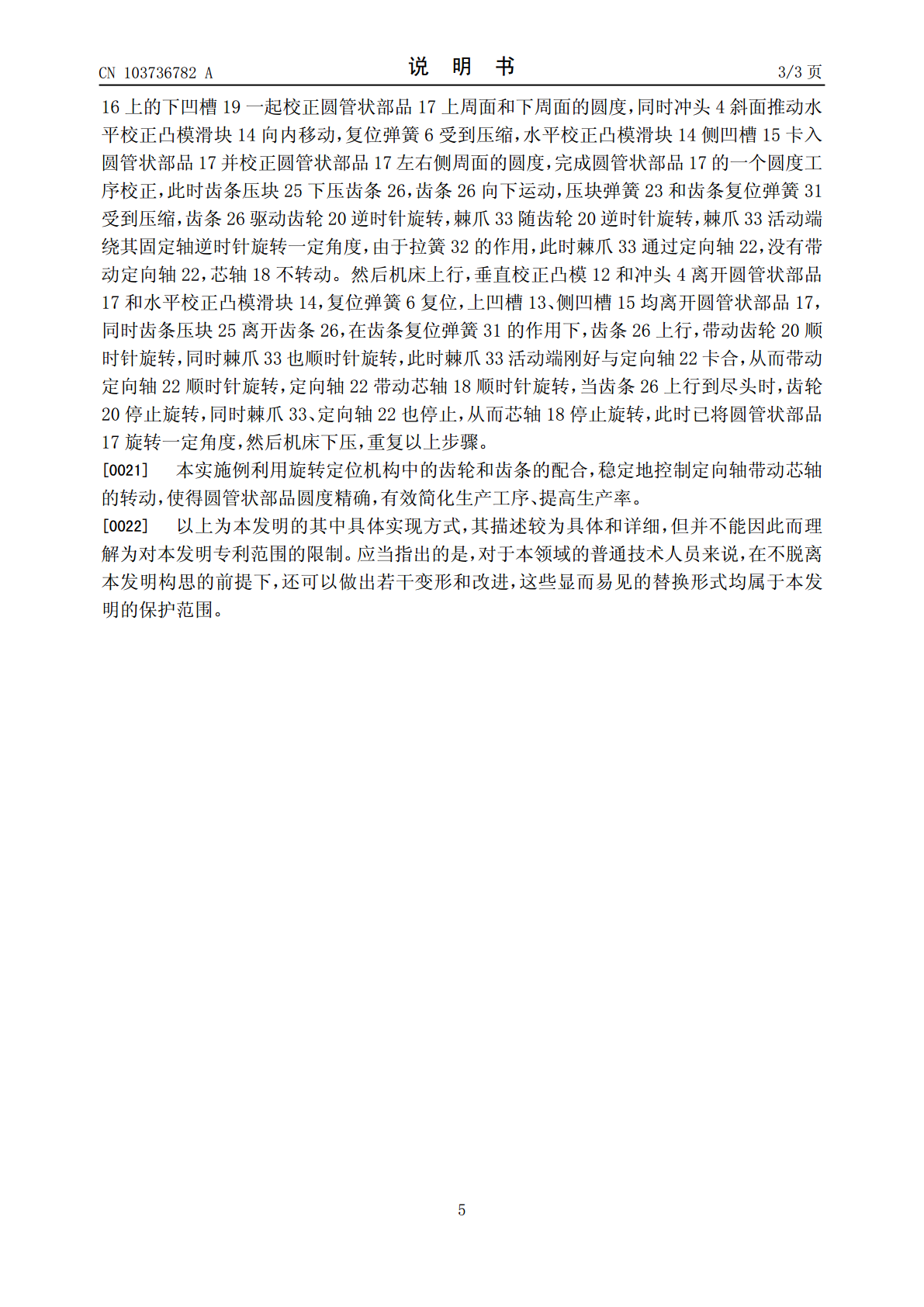
本发明提供一种圆度自动校正装置,包括一固定板(3)和一凹模板(7),所述固定板(3)上安装有垂直校正凸模(12),所述凹模板(7)上安装有芯轴固定座(21),芯轴固定座(21)上安装有可旋转的芯轴(18),芯轴(18)位于垂直校正凸模(12)的正下方,所述固定板(3)和凹模板(7)上、芯轴(18)后方安装有旋转定位机构,该装置利用旋转定位机构中的齿轮和齿条的配合,稳定地控制定向轴带动芯轴的转动,使得圆管状部品圆度精确,有效简化生产工序、提高生产率。
一种车轮圆度校正装置.pdf
本发明一种新型车轮圆度校正装置,由上压紧系统、左校正系统、右校正系统、同步运动系统等组成,本发明在使用中不仅能够实现车轮的在线圆度校正功能,并且能够实时检测,有针对性的修复,不仅能够降低工人的劳动强度,同时具有自动化程度高、工艺先进、结构简单、性能安全稳定的特点。
一种对圆棒料跳动自动校正装置.pdf
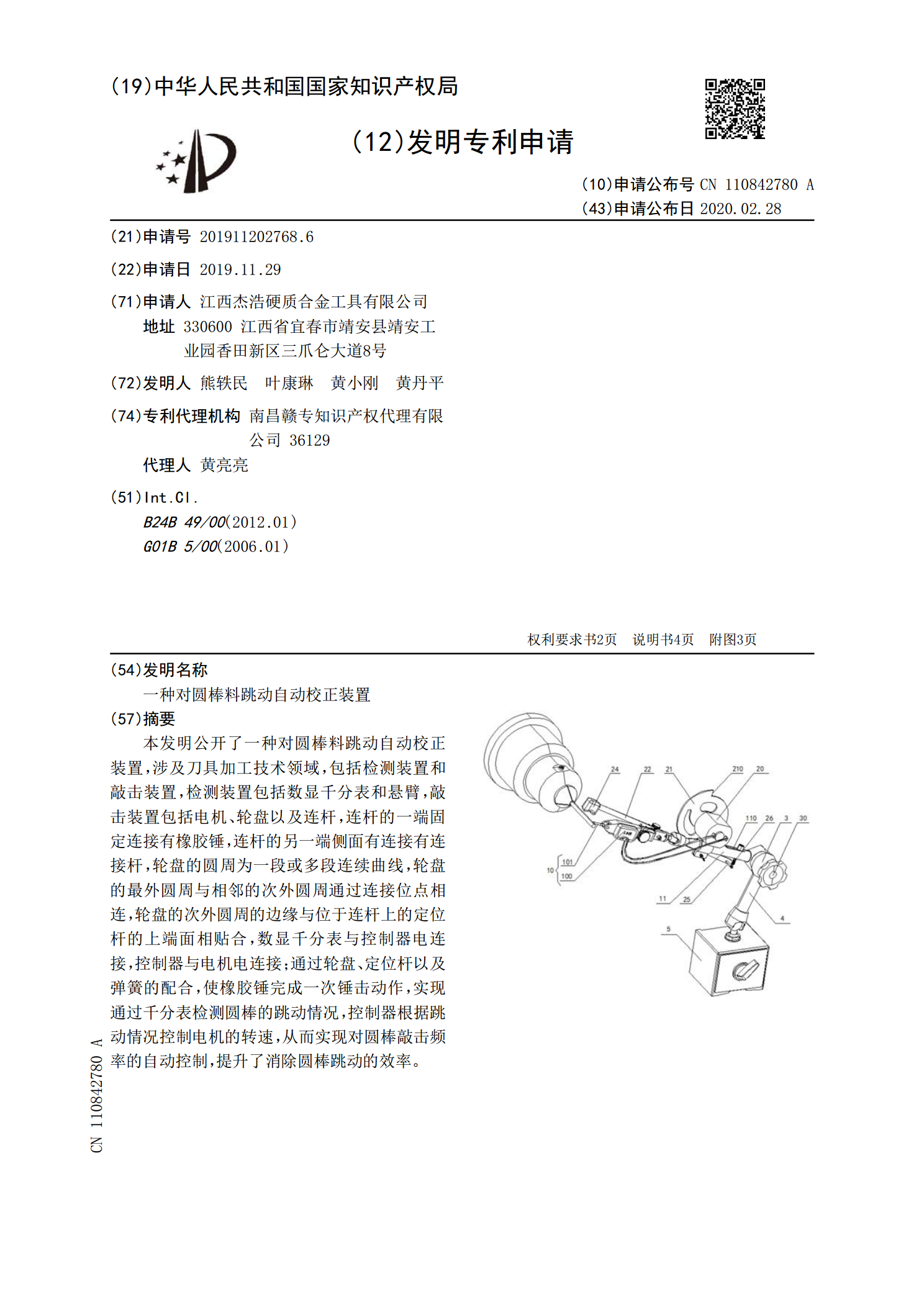
本发明公开了一种对圆棒料跳动自动校正装置,涉及刀具加工技术领域,包括检测装置和敲击装置,检测装置包括数显千分表和悬臂,敲击装置包括电机、轮盘以及连杆,连杆的一端固定连接有橡胶锤,连杆的另一端侧面有连接有连接杆,轮盘的圆周为一段或多段连续曲线,轮盘的最外圆周与相邻的次外圆周通过连接位点相连,轮盘的次外圆周的边缘与位于连杆上的定位杆的上端面相贴合,数显千分表与控制器电连接,控制器与电机电连接;通过轮盘、定位杆以及弹簧的配合,使橡胶锤完成一次锤击动作,实现通过千分表检测圆棒的跳动情况,控制器根据跳动情况控制电机

改进的圆度校正装置.pdf
本发明公开了一种改进的圆度校正装置。由机架、夹紧轴、电机、齿轮、齿条、气缸、校正辊组成。当车轮到达四个夹紧轴的近似中心位置,抬升装置使轮子抬升到V型块的中间高度;此时,夹紧气缸推动夹紧轴底座,车轮在V型块中被同步夹紧并处于中心位置。接着电机驱动两个夹紧轴转动并带动车轮旋转,校正气缸对车轮的上轮缘施加校正力,通过四个校正辊的挤压,使车轮在近似椭圆状态下旋转一定圈数,即可实现其圆度校正。本发明可以适用于各种尺寸大小不同的车轮,在整个使用中过程完全是自动化,降低了工人的劳动强度,并且校正效果好。

一种车轮毛坯在线圆度校正装置.pdf
本发明一种车轮毛坯在线圆度校正装置,由顶升旋转系统、左校正系统、右校正系统、居中定位系统组成。本发明在使用中能够实现车轮毛坯的在线圆度校正功能,并且校正后的车轮具有良好的圆度和圆柱度,不仅能够降低工人的劳动强度,同时具有自动化程度高、工艺先进、结构简单、性能安全稳定的特点。