
一种前刹车调整臂铸件外轮廓两个端面的粗铣加工方法.pdf

静芙****可爱


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种前刹车调整臂铸件外轮廓两个端面的粗铣加工方法.pdf
本发明公开一种前刹车调整臂铸件外轮廓两个端面的粗铣加工方法,主要由以下步骤组成:⑴首先,粗铣,精铣φ62mm孔、φ12mm二孔的两个端面;⑵依次进行钻、扩、精扩φ62mm孔、φ12mm,再钻φ4.3mm孔;⑶然后,粗铣φ14.5mm孔和φ14mm孔的端面;再进行钻、扩φ13.8mm孔、φ13mm孔、φ16mm孔;⑷修整R11端面,钳工去毛刺,倒角,钻M10螺纹内孔;⑸最后,粗铣,精铣键槽。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗拉强度、能够承受振动或冲击、适合大批量生产、成本较低
一种前刹车调整臂铸件外轮廓粗基准加工方法.pdf
本发明公开一种前刹车调整臂铸件外轮廓粗基准加工方法,主要由以下步骤组成:⑴首先,以φ60mm孔的外轮廓为粗基准加工左侧端面,再以左侧端面为精基准加工φ60mm中心孔,再以φ60mm中心孔和端面为定位基准加工其它表面,铣左侧端面;⑵扩,镗φ62mm孔,以左侧端面为定位基准,粗铣,精铣键槽,攻M10螺纹孔。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗拉强度、能够承受振动或冲击、适合大批量生产、成本较低,便于根据不同车型进行改良。

一种前刹车调整臂铸件上下两个端面的半精铣方法.pdf
本发明公开一种前刹车调整臂铸件上下两个端面的半精铣方法,主要由以下步骤组成:⑴粗铣φ60mm、φ10mm二孔上下两个端面,选用X53型立式铣床;⑵钻、扩、精扩φ60mm孔,用V型块配合夹紧φ12mm孔外轮廓限制一个自由度,实现完全定位;⑶选用Z575立式钻床钻床,钻、扩、精扩φ10mm孔和钻φ4.3mm孔;⑷半精铣上下两端面,以φ60mm,φ10mm二孔和端面为基准,以φ60mm中心孔和端面为定位基准,定位以大支撑端面为主,限制三个自由度。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗

一种前刹车调整臂铸件的毛坯制造工艺.pdf
本发明公开一种前刹车调整臂铸件的毛坯制造工艺,主要由以下步骤组成:⑴首先,选取材料为可锻铸铁;⑵其次,保证不加工表面相对于加工表面具有一定的相对位置关系,选择以φ60mm孔、φ10mm二孔的外轮廓为粗基准,选用两个V型块定位;⑶选择所加工表面的工序基准为精基准,避免由于基准不重合引起的定位误差。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗拉强度、能够承受振动或冲击、适合大批量生产、成本较低,便于根据不同车型进行改良。
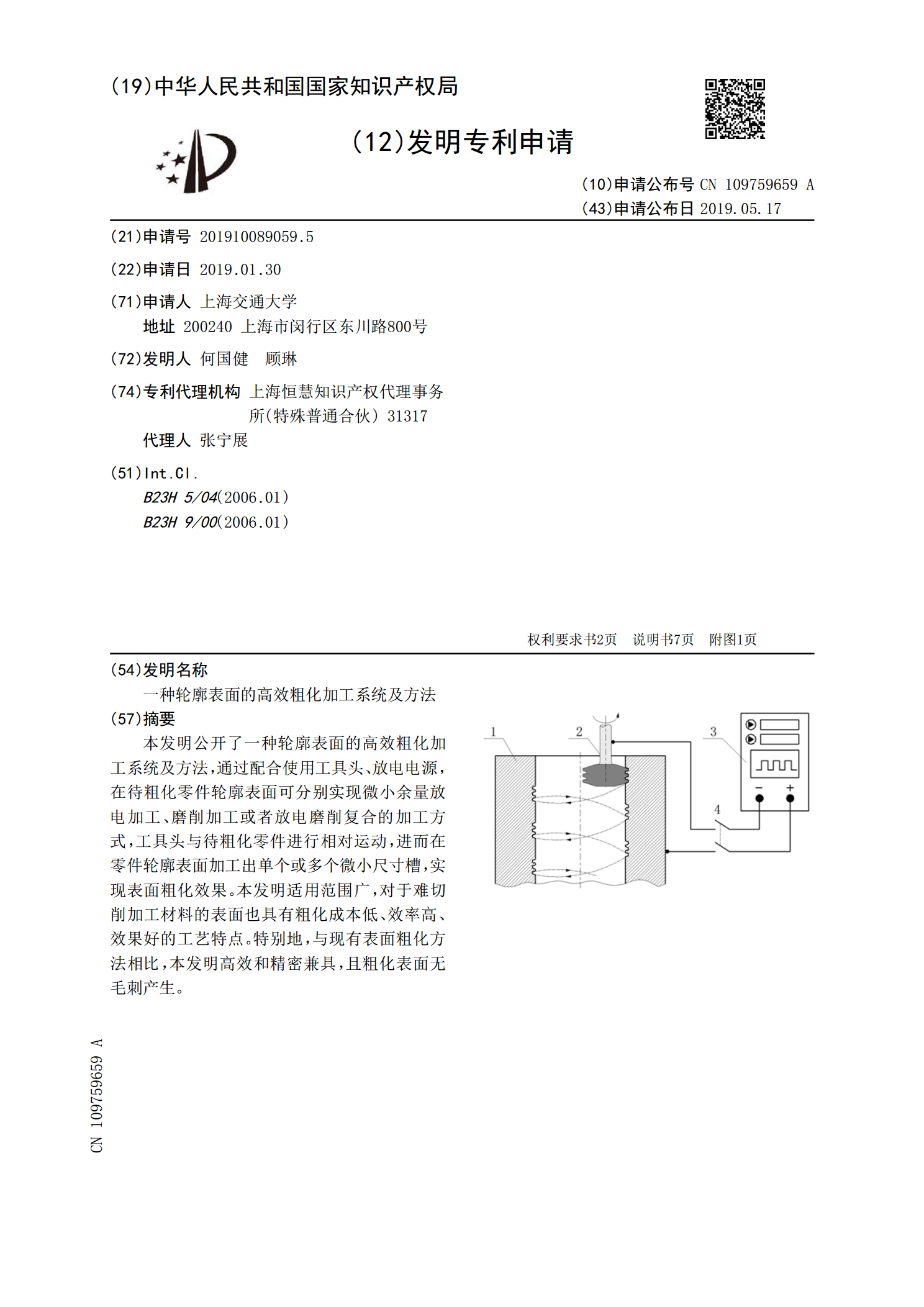
一种轮廓表面的高效粗化加工系统及方法.pdf
本发明公开了一种轮廓表面的高效粗化加工系统及方法,通过配合使用工具头、放电电源,在待粗化零件轮廓表面可分别实现微小余量放电加工、磨削加工或者放电磨削复合的加工方式,工具头与待粗化零件进行相对运动,进而在零件轮廓表面加工出单个或多个微小尺寸槽,实现表面粗化效果。本发明适用范围广,对于难切削加工材料的表面也具有粗化成本低、效率高、效果好的工艺特点。特别地,与现有表面粗化方法相比,本发明高效和精密兼具,且粗化表面无毛刺产生。