
一种轮廓表面的高效粗化加工系统及方法.pdf

音景****ka

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轮廓表面的高效粗化加工系统及方法.pdf
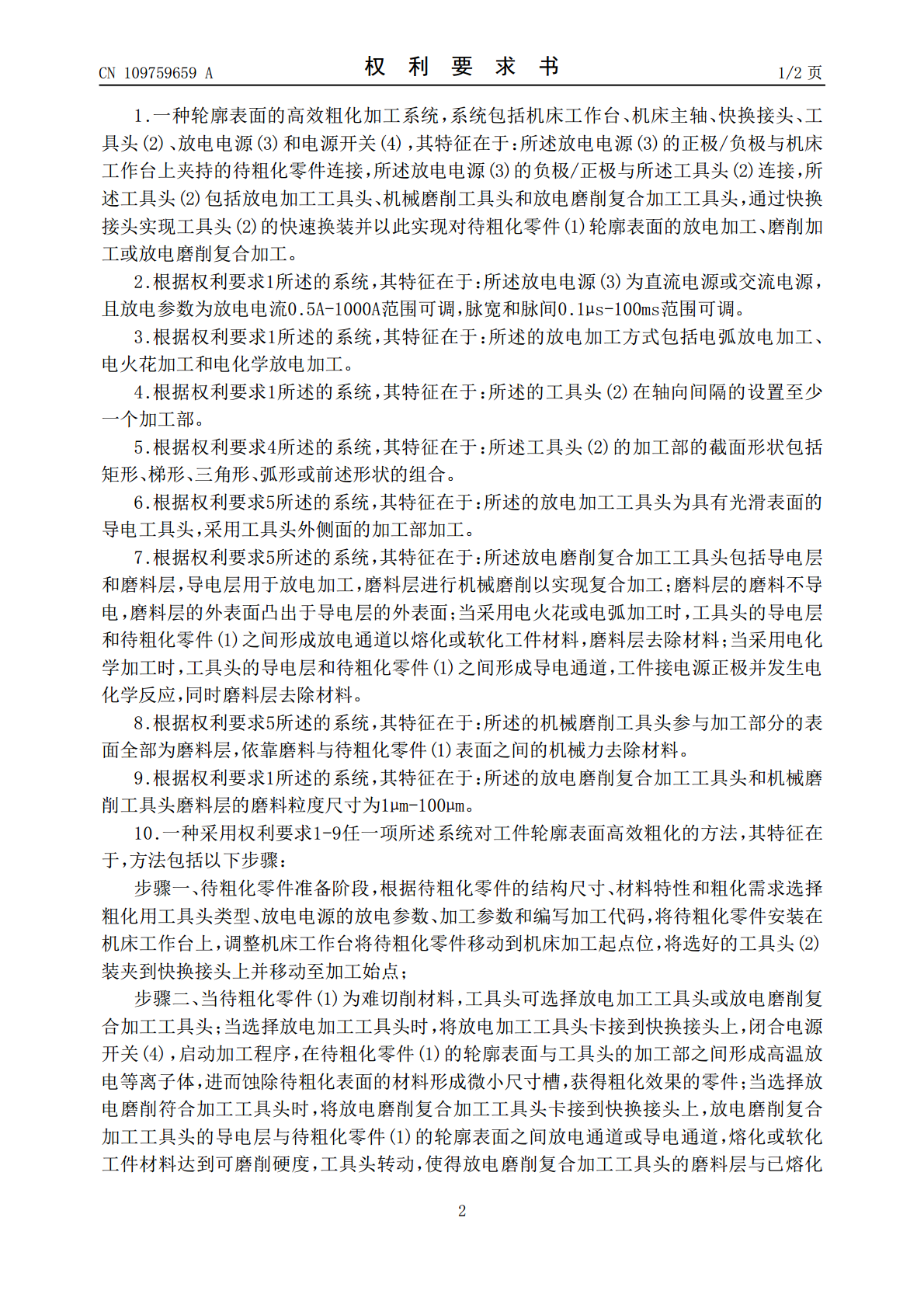
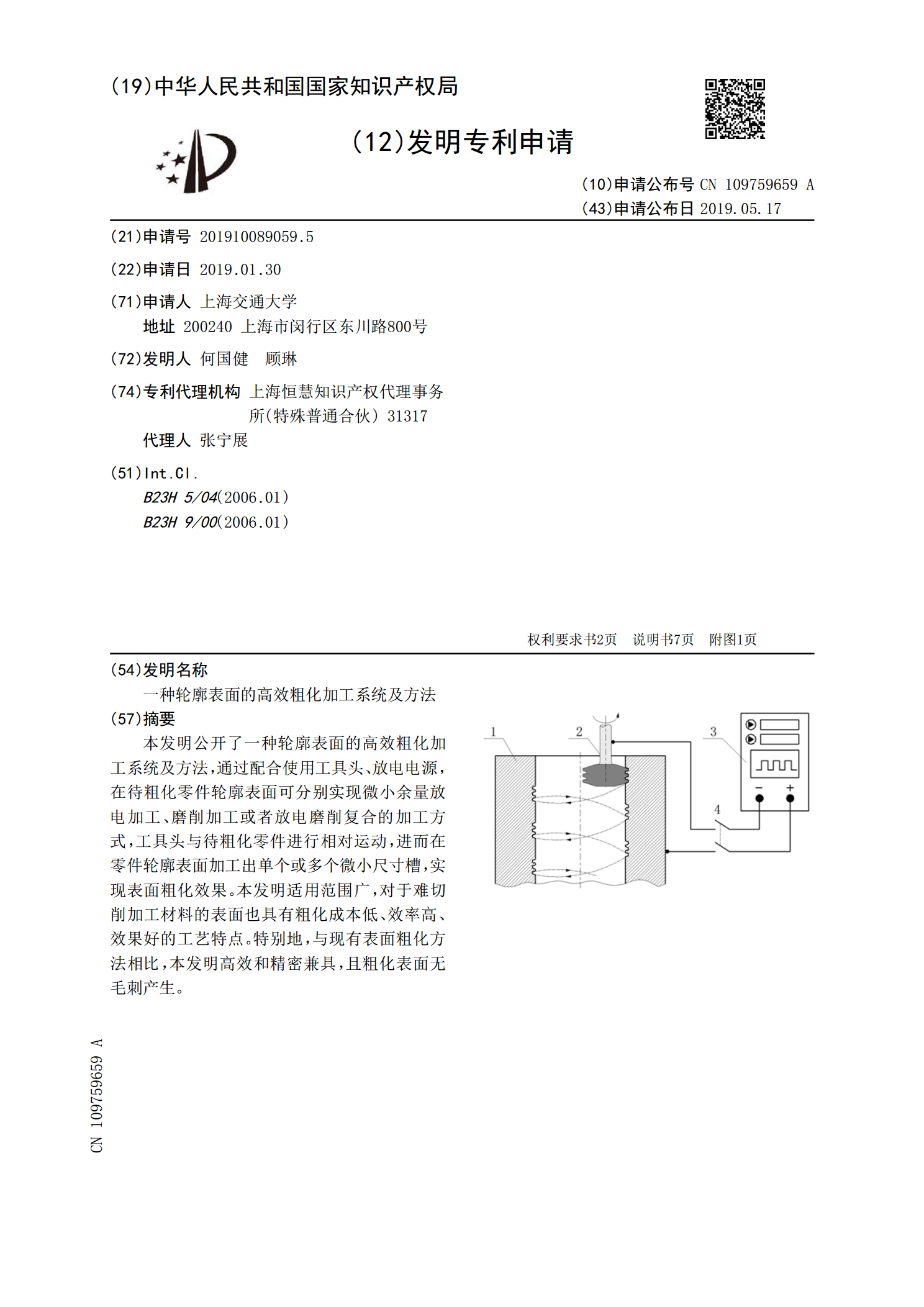
本发明公开了一种轮廓表面的高效粗化加工系统及方法,通过配合使用工具头、放电电源,在待粗化零件轮廓表面可分别实现微小余量放电加工、磨削加工或者放电磨削复合的加工方式,工具头与待粗化零件进行相对运动,进而在零件轮廓表面加工出单个或多个微小尺寸槽,实现表面粗化效果。本发明适用范围广,对于难切削加工材料的表面也具有粗化成本低、效率高、效果好的工艺特点。特别地,与现有表面粗化方法相比,本发明高效和精密兼具,且粗化表面无毛刺产生。

一种前刹车调整臂铸件外轮廓两个端面的粗铣加工方法.pdf
本发明公开一种前刹车调整臂铸件外轮廓两个端面的粗铣加工方法,主要由以下步骤组成:⑴首先,粗铣,精铣φ62mm孔、φ12mm二孔的两个端面;⑵依次进行钻、扩、精扩φ62mm孔、φ12mm,再钻φ4.3mm孔;⑶然后,粗铣φ14.5mm孔和φ14mm孔的端面;再进行钻、扩φ13.8mm孔、φ13mm孔、φ16mm孔;⑷修整R11端面,钳工去毛刺,倒角,钻M10螺纹内孔;⑸最后,粗铣,精铣键槽。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗拉强度、能够承受振动或冲击、适合大批量生产、成本较低

电解铣磨高效粗精加工一体化加工方法.pdf
本发明涉及一种电解铣磨高效粗精加工一体化技术及工具阴极,属于电解铣磨复合加工领域。本发明提出的技术,在于使用带有金刚石磨粒的工具阴极,粗加工时,采用20V以上的加工电压,在电解作用主导下材料被高效的大余量去除,精加工时,先采用5V以下的加工电压,电解作用仅用于在工件表面生成钝化膜,软化材料表面,随后被金刚石磨粒的磨削作用去除,初步整平粗加工时凹凸不平的加工表面,再将加工电压调为0,仅靠金刚石磨粒磨削作用去除工件表面残留的电解作用痕迹,进一步提高加工精度,改善表面质量。本发明提供的方法不用更换工具,采用同一
一种前刹车调整臂铸件外轮廓粗基准加工方法.pdf
本发明公开一种前刹车调整臂铸件外轮廓粗基准加工方法,主要由以下步骤组成:⑴首先,以φ60mm孔的外轮廓为粗基准加工左侧端面,再以左侧端面为精基准加工φ60mm中心孔,再以φ60mm中心孔和端面为定位基准加工其它表面,铣左侧端面;⑵扩,镗φ62mm孔,以左侧端面为定位基准,粗铣,精铣键槽,攻M10螺纹孔。本发明有益效果为:通过该方法生产的铸件可提高刹车稳定程度、可提高抗拉强度、能够承受振动或冲击、适合大批量生产、成本较低,便于根据不同车型进行改良。
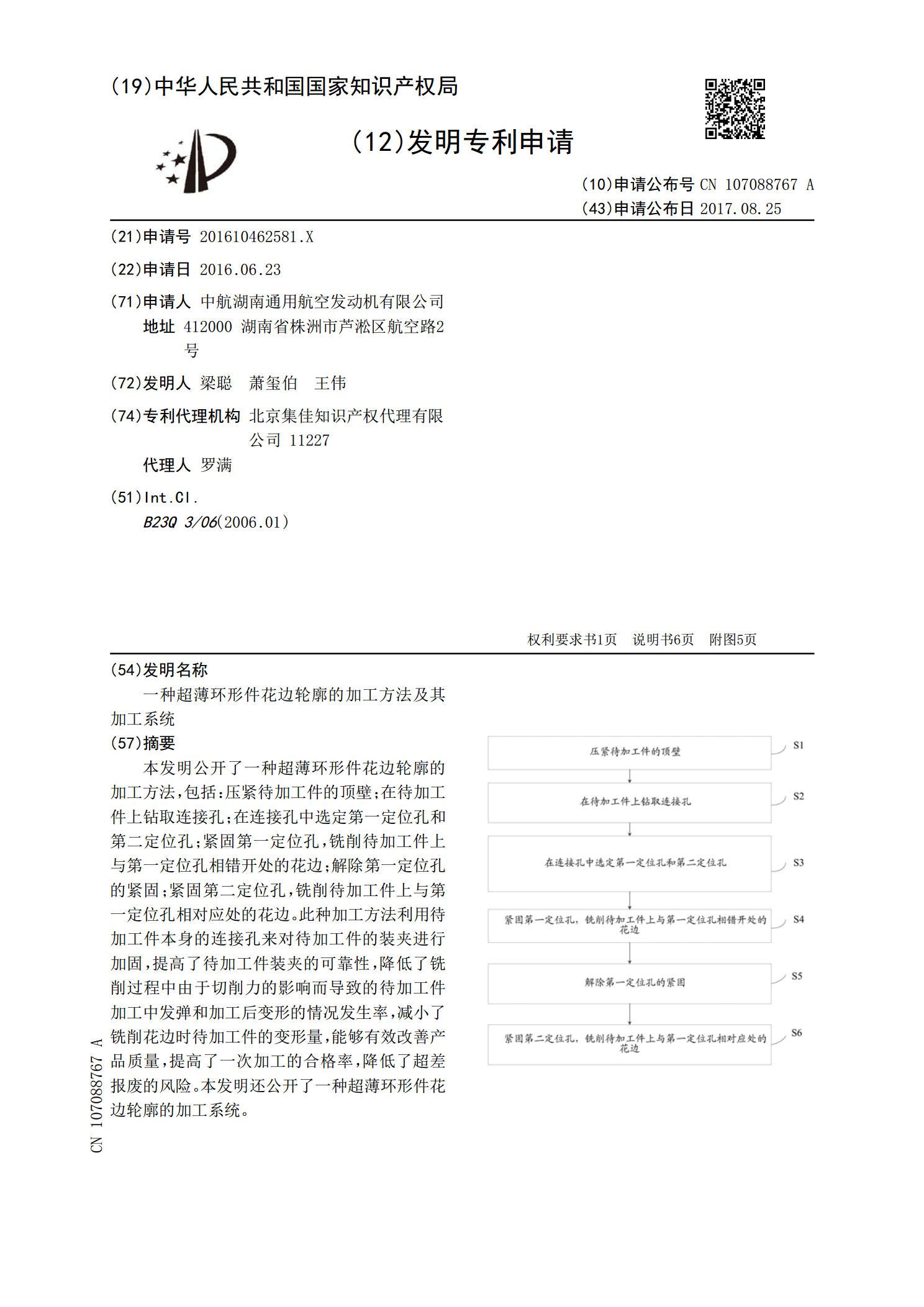
一种超薄环形件花边轮廓的加工方法及其加工系统.pdf
本发明公开了一种超薄环形件花边轮廓的加工方法,包括:压紧待加工件的顶壁;在待加工件上钻取连接孔;在连接孔中选定第一定位孔和第二定位孔;紧固第一定位孔,铣削待加工件上与第一定位孔相错开处的花边;解除第一定位孔的紧固;紧固第二定位孔,铣削待加工件上与第一定位孔相对应处的花边。此种加工方法利用待加工件本身的连接孔来对待加工件的装夹进行加固,提高了待加工件装夹的可靠性,降低了铣削过程中由于切削力的影响而导致的待加工件加工中发弹和加工后变形的情况发生率,减小了铣削花边时待加工件的变形量,能够有效改善产品质量,提高了