
机油泵齿轮端面抛光方法.pdf

是秋****写意

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
机油泵齿轮端面抛光方法.pdf
本发明公开的机油泵齿轮端面抛光方法,其特征在于,首先手拿机油泵齿轮,将机油泵齿轮的一端面轻轻接触在高速旋转的金相砂纸2~3秒钟使该端面的表面粗糙度可达Ra0.4,然后机油泵齿轮的该端面摆放到精平磨机床进行加工,使机油泵齿轮的该端面端跳达到10微米,平行度达5微米以内;再按照上述方法加工机油泵齿轮的另一端面。本发明提高了齿轮表面精度,提高了机油泵装配精度,操作简单,适宜于大批量生产,大大降低了机油泵噪音,使机油泵可靠性、安全性和使用寿命大大提高。
机油泵驱动齿轮安装方法及机油泵驱动齿轮安装结构.pdf
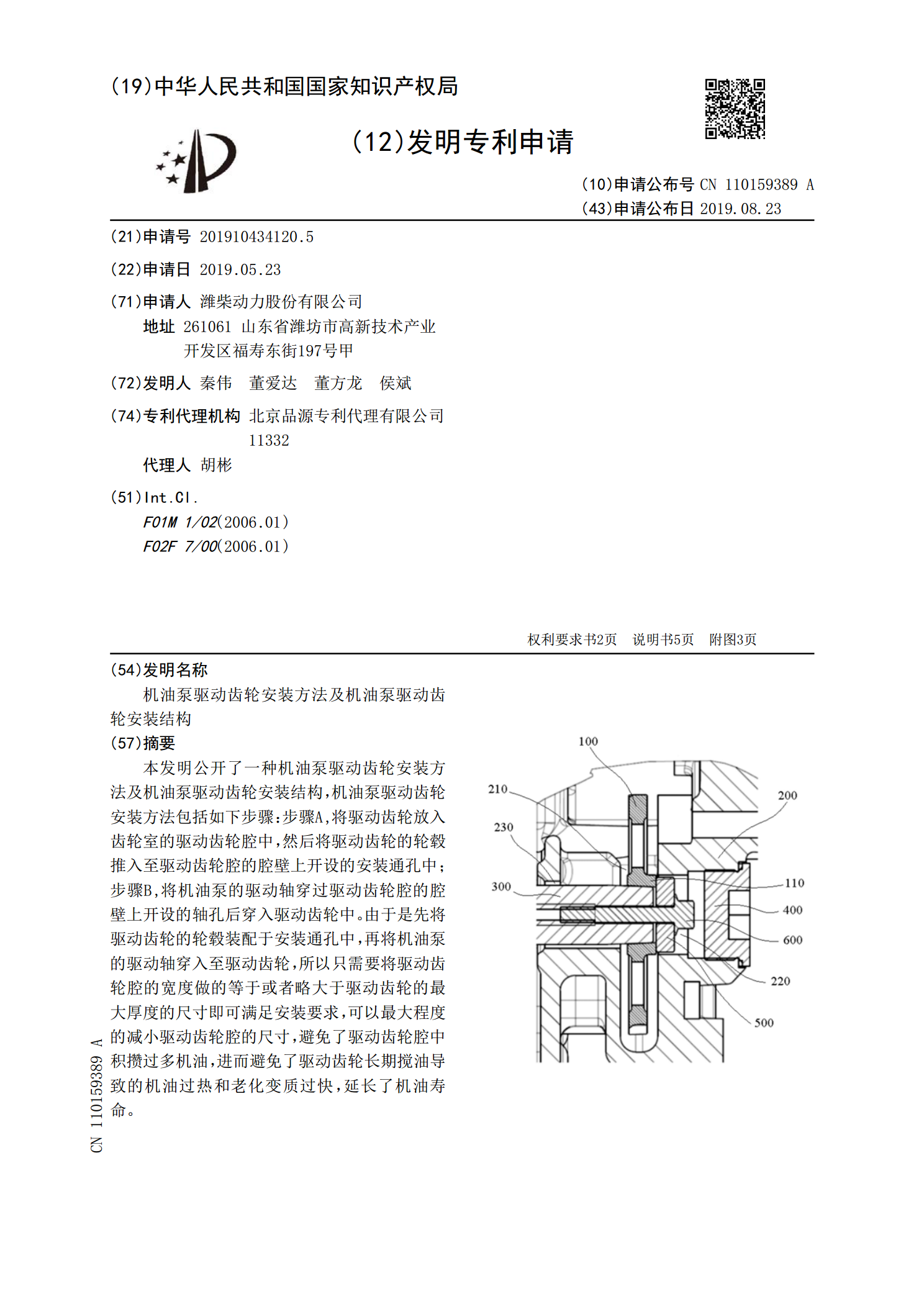
本发明公开了一种机油泵驱动齿轮安装方法及机油泵驱动齿轮安装结构,机油泵驱动齿轮安装方法包括如下步骤:步骤A,将驱动齿轮放入齿轮室的驱动齿轮腔中,然后将驱动齿轮的轮毂推入至驱动齿轮腔的腔壁上开设的安装通孔中;步骤B,将机油泵的驱动轴穿过驱动齿轮腔的腔壁上开设的轴孔后穿入驱动齿轮中。由于是先将驱动齿轮的轮毂装配于安装通孔中,再将机油泵的驱动轴穿入至驱动齿轮,所以只需要将驱动齿轮腔的宽度做的等于或者略大于驱动齿轮的最大厚度的尺寸即可满足安装要求,可以最大程度的减小驱动齿轮腔的尺寸,避免了驱动齿轮腔中积攒过多机油
一种能避免端面磨损的齿轮式机油泵和转子式机油泵.pdf
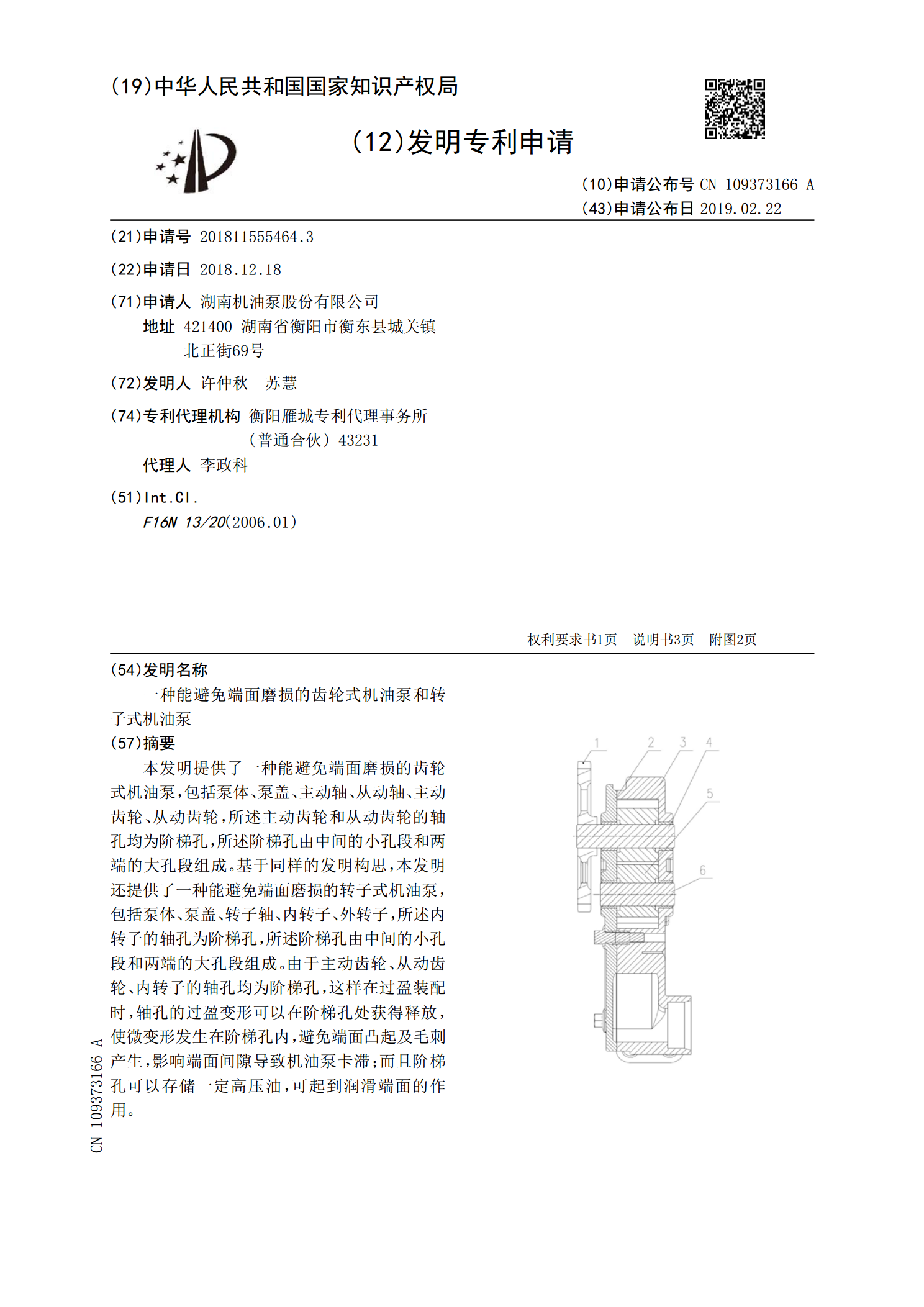
本发明提供了一种能避免端面磨损的齿轮式机油泵,包括泵体、泵盖、主动轴、从动轴、主动齿轮、从动齿轮,所述主动齿轮和从动齿轮的轴孔均为阶梯孔,所述阶梯孔由中间的小孔段和两端的大孔段组成。基于同样的发明构思,本发明还提供了一种能避免端面磨损的转子式机油泵,包括泵体、泵盖、转子轴、内转子、外转子,所述内转子的轴孔为阶梯孔,所述阶梯孔由中间的小孔段和两端的大孔段组成。由于主动齿轮、从动齿轮、内转子的轴孔均为阶梯孔,这样在过盈装配时,轴孔的过盈变形可以在阶梯孔处获得释放,使微变形发生在阶梯孔内,避免端面凸起及毛刺产生
一种薄片齿轮端面抛光和倒棱设备及其操作方法.pdf
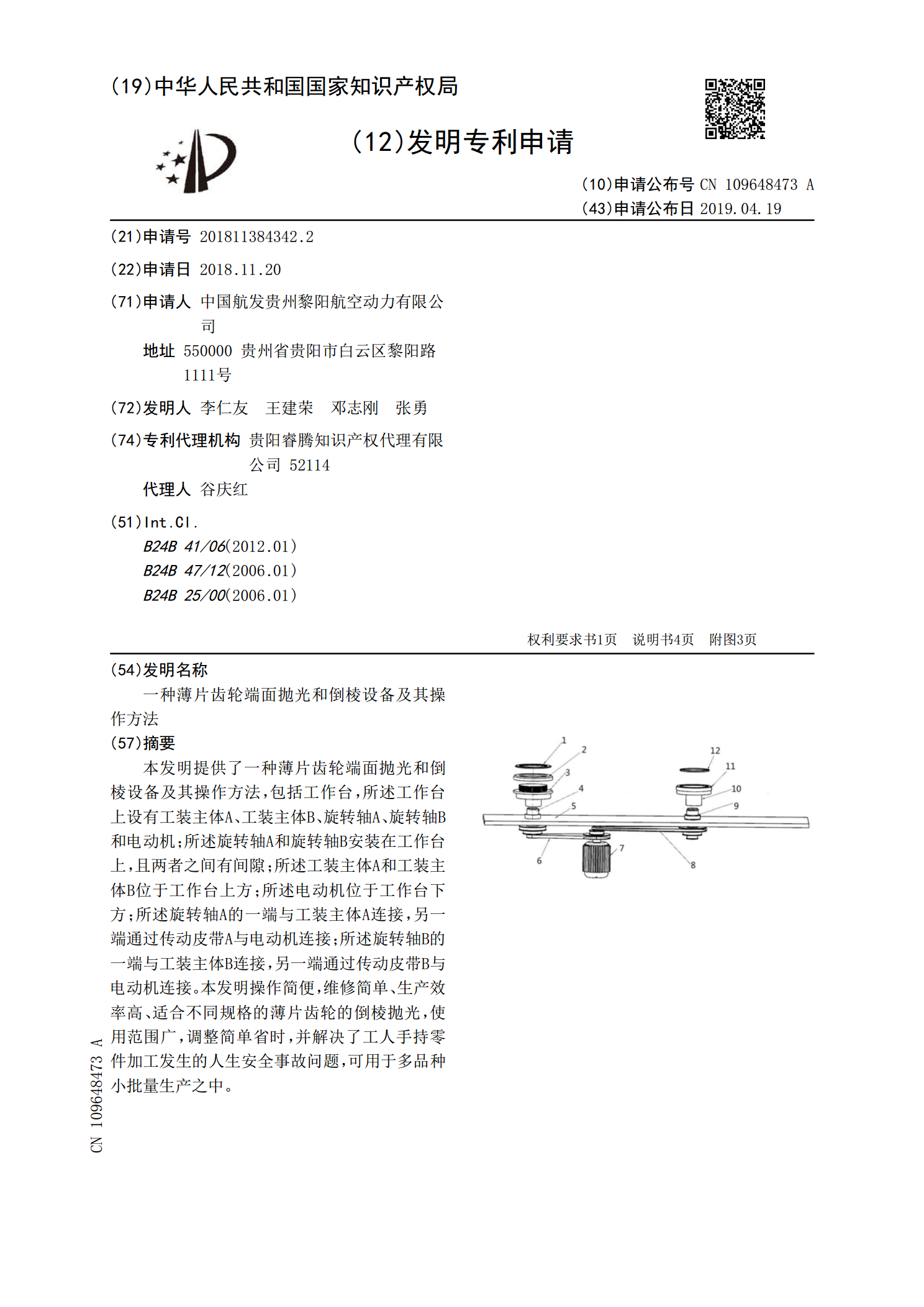
本发明提供了一种薄片齿轮端面抛光和倒棱设备及其操作方法,包括工作台,所述工作台上设有工装主体A、工装主体B、旋转轴A、旋转轴B和电动机;所述旋转轴A和旋转轴B安装在工作台上,且两者之间有间隙;所述工装主体A和工装主体B位于工作台上方;所述电动机位于工作台下方;所述旋转轴A的一端与工装主体A连接,另一端通过传动皮带A与电动机连接;所述旋转轴B的一端与工装主体B连接,另一端通过传动皮带B与电动机连接。本发明操作简便,维修简单、生产效率高、适合不同规格的薄片齿轮的倒棱抛光,使用范围广,调整简单省时,并解决了工人

机油泵齿轮.pdf
本发明涉及一种齿轮的技术领域,尤其是一种机油泵齿轮。其包括齿圈、传动轴、弹性销、轮齿和倒角,齿圈与传动轴通过弹性销连接,齿圈上设有轮齿,轮齿上设有倒角,轮齿呈斜向扭转,沿齿圈圆周分布成螺旋状结构。这种机油泵齿轮通用性强,结构简单,使用方便,加工难度小,工艺周期短,质量稳定,材料利用率比较高,传动稳定性高,耐磨性高,延长了齿轮的使用寿命,工作时转动灵活,机油泵输出压力稳定,互换性好,易于推广应用。