
机油泵驱动齿轮安装方法及机油泵驱动齿轮安装结构.pdf

一条****然后

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
机油泵驱动齿轮安装方法及机油泵驱动齿轮安装结构.pdf
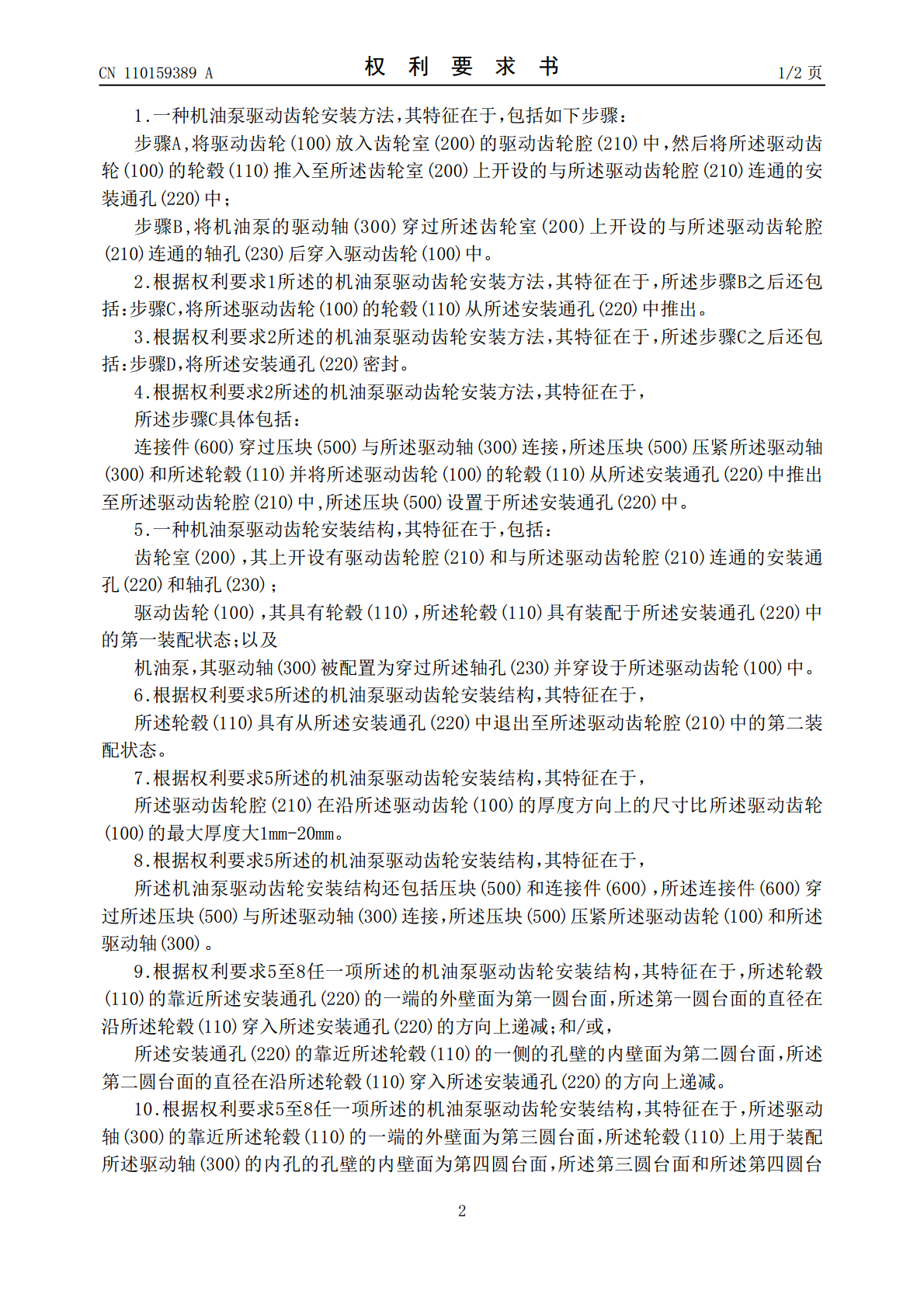
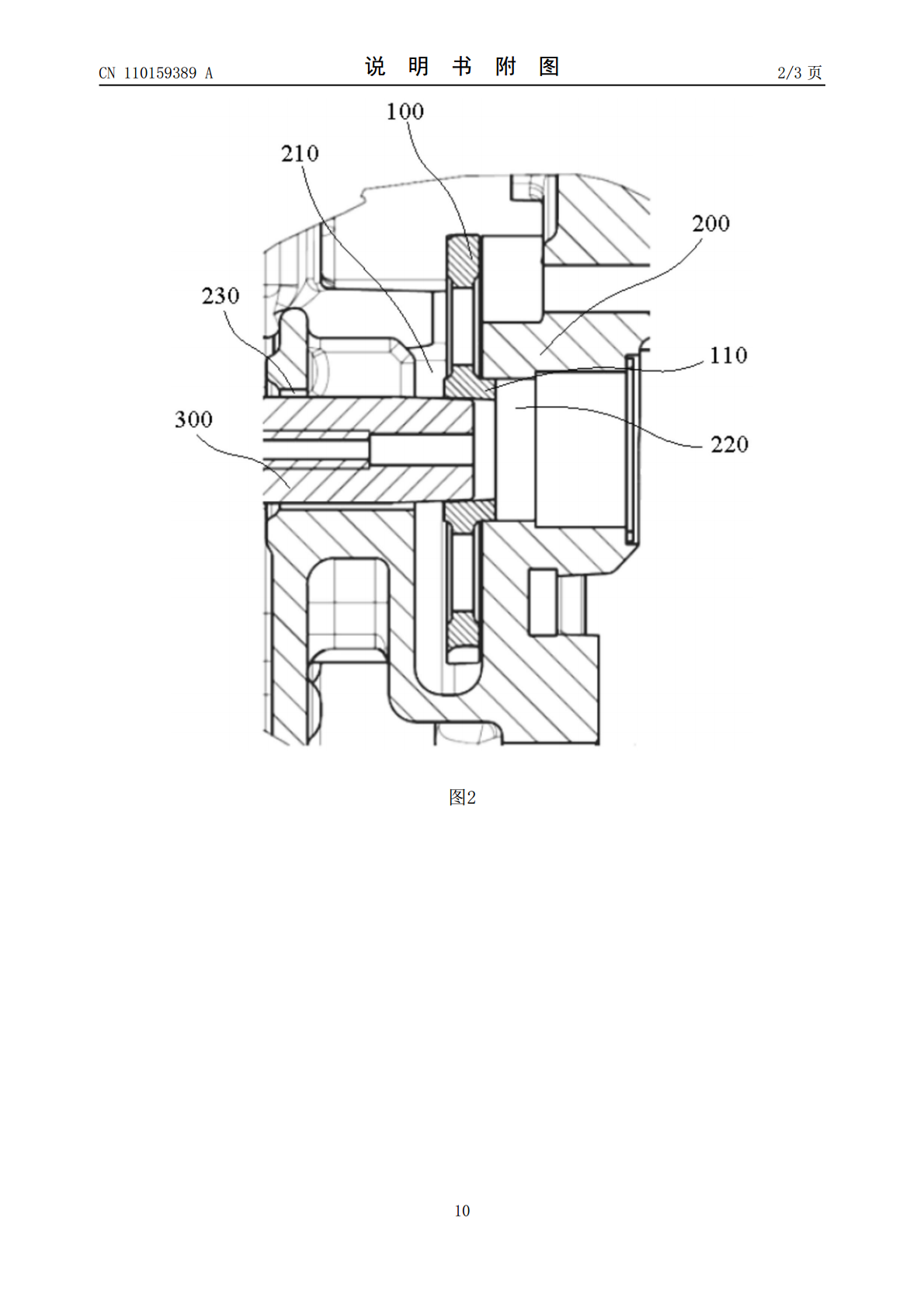
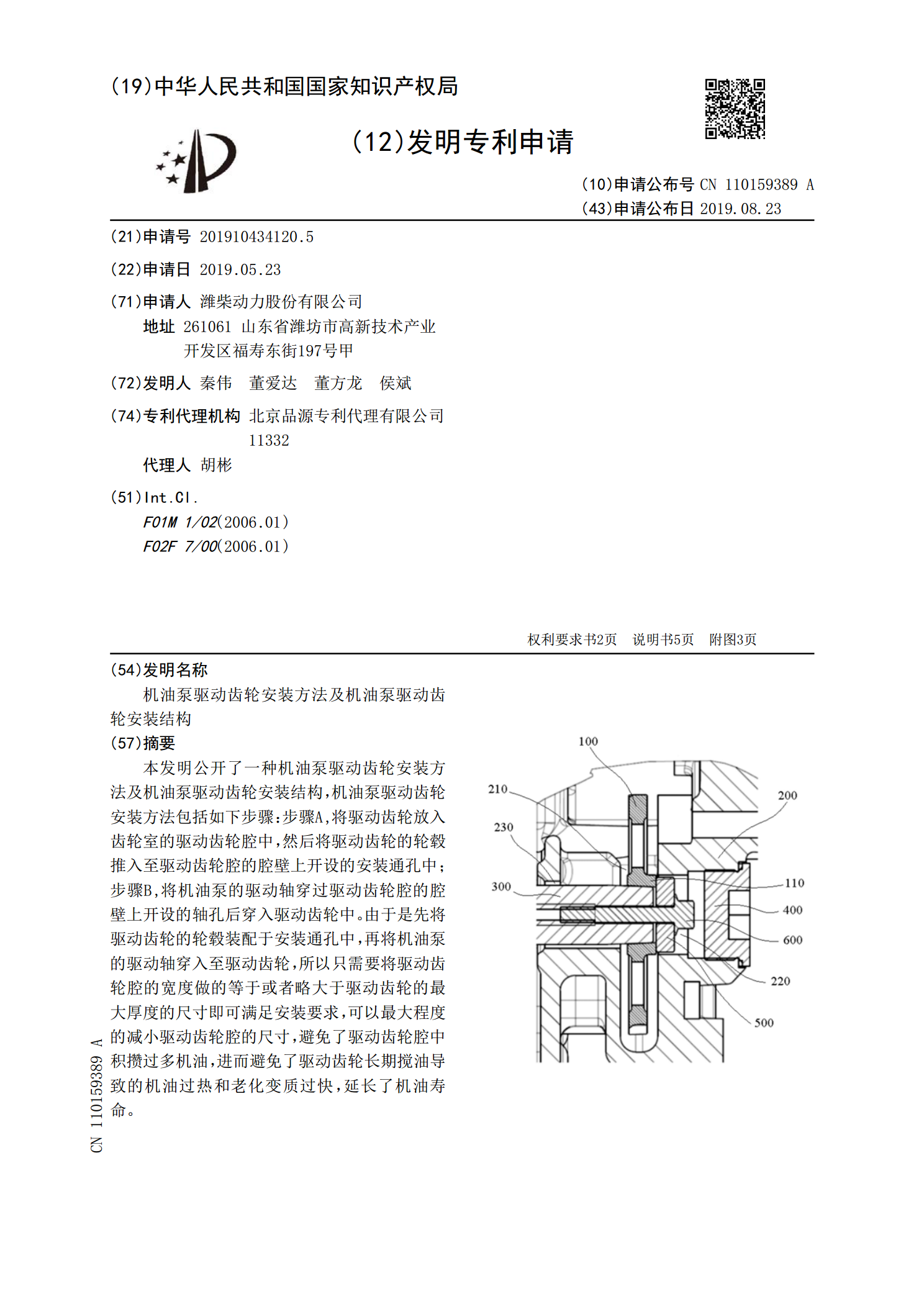
本发明公开了一种机油泵驱动齿轮安装方法及机油泵驱动齿轮安装结构,机油泵驱动齿轮安装方法包括如下步骤:步骤A,将驱动齿轮放入齿轮室的驱动齿轮腔中,然后将驱动齿轮的轮毂推入至驱动齿轮腔的腔壁上开设的安装通孔中;步骤B,将机油泵的驱动轴穿过驱动齿轮腔的腔壁上开设的轴孔后穿入驱动齿轮中。由于是先将驱动齿轮的轮毂装配于安装通孔中,再将机油泵的驱动轴穿入至驱动齿轮,所以只需要将驱动齿轮腔的宽度做的等于或者略大于驱动齿轮的最大厚度的尺寸即可满足安装要求,可以最大程度的减小驱动齿轮腔的尺寸,避免了驱动齿轮腔中积攒过多机油

一种机油泵驱动齿轮加工工艺.pdf
本发明公开了一种机油泵驱动齿轮加工工艺,包括有以下操作步骤:1)选择材质为20CrMnTi的锻件,将锻件放入正火炉中,控制温度900℃-930℃,加热时间3h;2)选择数控车床,刀具选择硬质合金刀,进行精车齿轮的大端a至18.6±0.2mm、小端b至6.1±0.05mm、外径e至φ74.1±0.1mm并倒角、内孔c至φ38.5±0.1mm;3)选择数控车床,刀具选择硬质合金刀,进行精车齿轮另一端面f至16.2±0.02mm、外径g至φ75.2+0.05?0mm、孔h至φ55.5±0.2mm、端面i至4.1
驱动机油泵和压气泵的正时齿轮系结构.pdf
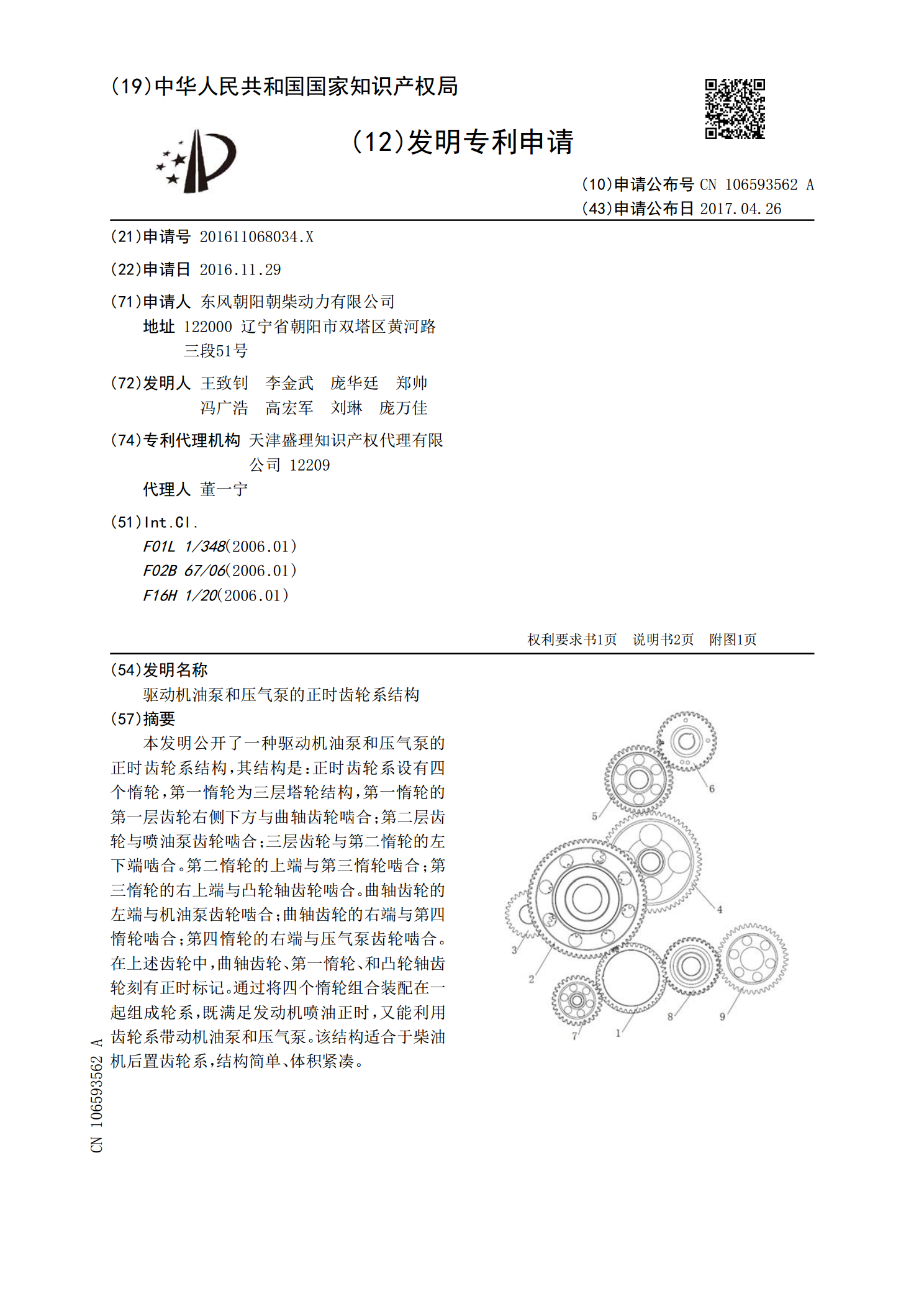
本发明公开了一种驱动机油泵和压气泵的正时齿轮系结构,其结构是:正时齿轮系设有四个惰轮,第一惰轮为三层塔轮结构,第一惰轮的第一层齿轮右侧下方与曲轴齿轮啮合;第二层齿轮与喷油泵齿轮啮合;三层齿轮与第二惰轮的左下端啮合。第二惰轮的上端与第三惰轮啮合;第三惰轮的右上端与凸轮轴齿轮啮合。曲轴齿轮的左端与机油泵齿轮啮合;曲轴齿轮的右端与第四惰轮啮合;第四惰轮的右端与压气泵齿轮啮合。在上述齿轮中,曲轴齿轮、第一惰轮、和凸轮轴齿轮刻有正时标记。通过将四个惰轮组合装配在一起组成轮系,既满足发动机喷油正时,又能利用齿轮系带动

机油泵齿轮.pdf
本发明涉及一种齿轮的技术领域,尤其是一种机油泵齿轮。其包括齿圈、传动轴、弹性销、轮齿和倒角,齿圈与传动轴通过弹性销连接,齿圈上设有轮齿,轮齿上设有倒角,轮齿呈斜向扭转,沿齿圈圆周分布成螺旋状结构。这种机油泵齿轮通用性强,结构简单,使用方便,加工难度小,工艺周期短,质量稳定,材料利用率比较高,传动稳定性高,耐磨性高,延长了齿轮的使用寿命,工作时转动灵活,机油泵输出压力稳定,互换性好,易于推广应用。
机油泵齿轮端面抛光方法.pdf
本发明公开的机油泵齿轮端面抛光方法,其特征在于,首先手拿机油泵齿轮,将机油泵齿轮的一端面轻轻接触在高速旋转的金相砂纸2~3秒钟使该端面的表面粗糙度可达Ra0.4,然后机油泵齿轮的该端面摆放到精平磨机床进行加工,使机油泵齿轮的该端面端跳达到10微米,平行度达5微米以内;再按照上述方法加工机油泵齿轮的另一端面。本发明提高了齿轮表面精度,提高了机油泵装配精度,操作简单,适宜于大批量生产,大大降低了机油泵噪音,使机油泵可靠性、安全性和使用寿命大大提高。