
用于构造用于车辆车轮的自密封轮胎的处理和设备.pdf

雨巷****可歆


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于构造用于车辆车轮的自密封轮胎的处理和设备.pdf
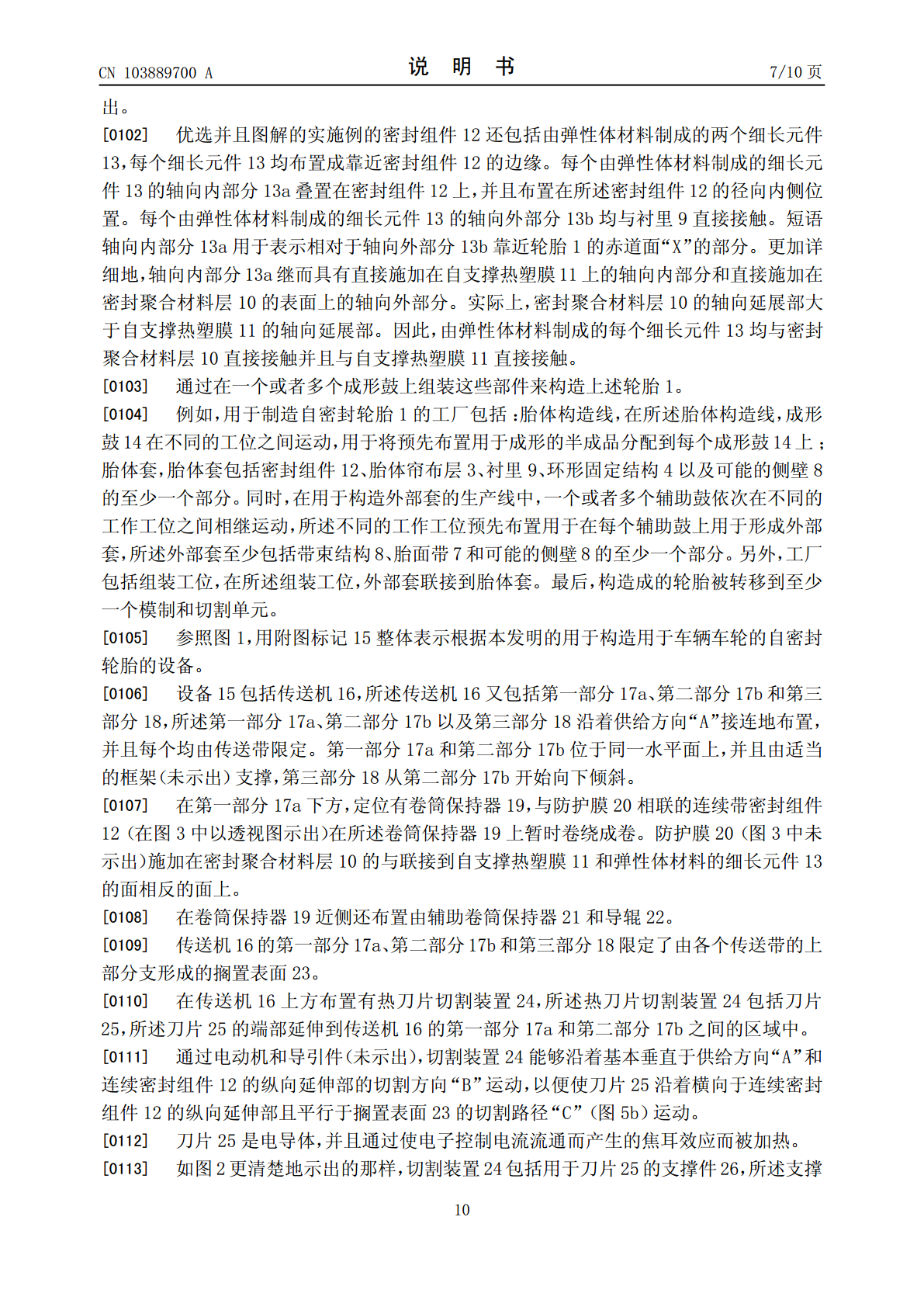
本发明涉及一种用于构造用于车辆车轮的自密封轮胎的处理,其中,连续密封组件(12)被切割成适当尺寸并且卷绕在成形鼓(14)上,所述连续密封组件包括自支撑热塑膜(11)和密封聚合材料层(10),所述密封聚合材料层与所述自支撑热塑膜(11)相联并且由所述自支撑热塑膜支撑。生轮胎(1)的部件依次在成形鼓(14)上成形。然后,轮胎被成形、模制并硫化。将连续密封组件(12)切割成适当尺寸包括:使被加热到温度“T”的刀片(25)以速度“V”沿着横向于连续密封组件(12)的纵向延伸部的切割路径(C)运动,其中,速度“V”

用于构造用于车辆车轮的轮胎的处理和设备.pdf
公开了一种用于构造用于车辆车轮的轮胎的处理和设备。所述处理包括:通过铺设条状元件(13)而组装至少一个轮胎(3)的部件,所述条状元件被靠近彼此周向地布置在位于成型鼓(2)的径向外部的布置表面(14)上;其中铺设每个条状元件包括以下步骤:使条状元件径向地运动靠近布置表面;将条状元件的中央部分锁定在布置表面上;在中央部分保持处于被锁定在布置表面上的锁定状态的同时,从条状元件的中央部分开始朝向所述条状元件的相对的端部沿着相反的方向拉动所述条状元件,以便逐渐将条状元件铺设在布置表面上。

用于构造用于车辆车轮的轮胎的处理和设备.pdf
公开了用于构造用于车辆车轮的轮胎的设备、方法和处理,其中所述构造处理包括在胎体结构构造作业线(2)中实施的以下步骤:a)在用于联接支撑环形件的工作平台(8)中联接一对支撑环形件(4)与成型鼓(6);b)在胎体结构构造作业线(2)中的至少一个工作平台中,在设置有一对支撑环形件(4)的成型鼓(6)上构造正在处理的轮胎的至少一个结构部件;c)在用于移除支撑环形件的工作平台(9)中从成型鼓(6)移除一对支撑环形件(4);d)将从成型鼓(6)分离的一对支撑环形件(4)转移到用于支撑环形件的暂时贮存库(7)中;e)在
用于构造车辆车轮轮胎的处理和设备.pdf
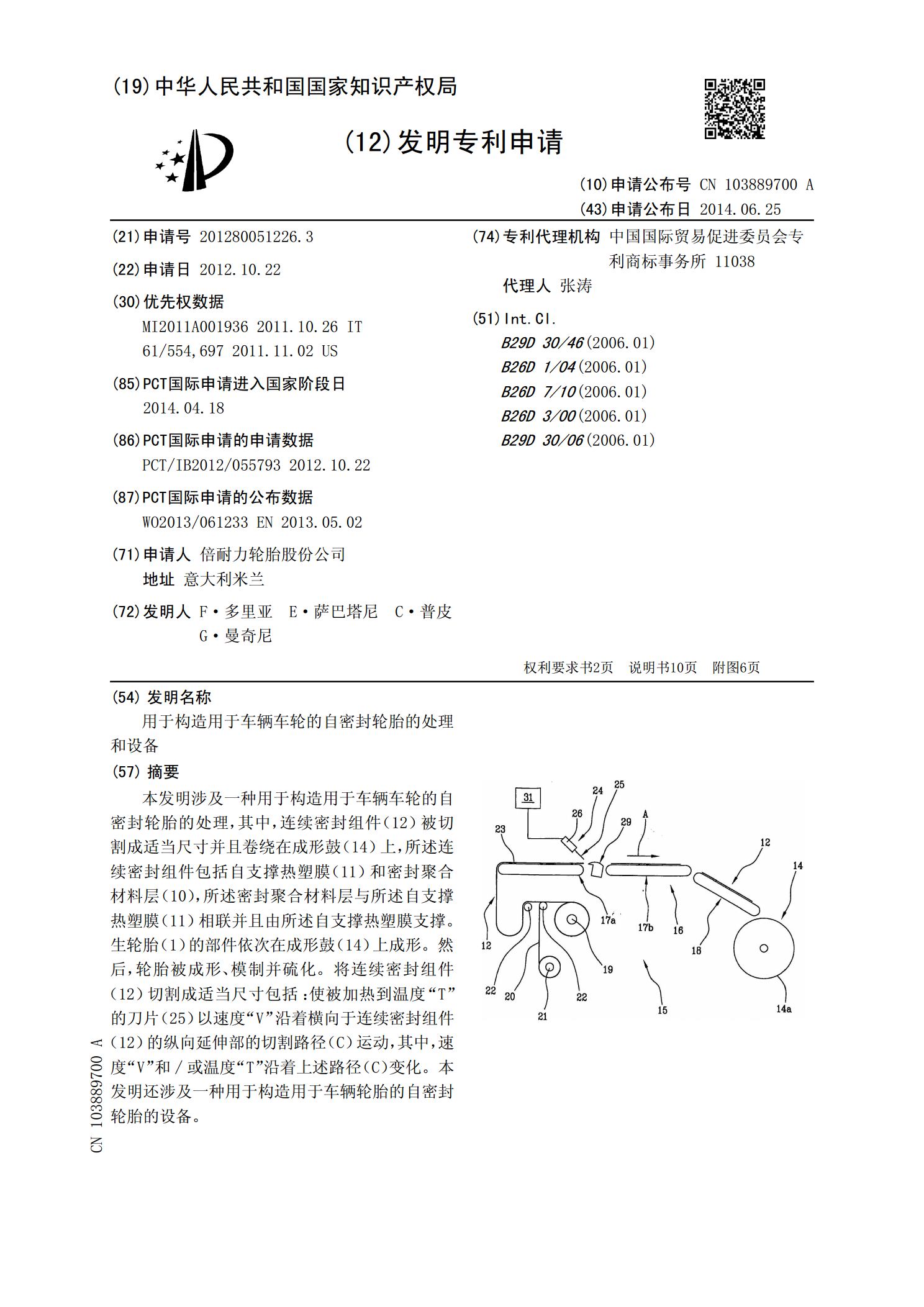
用于构造车辆车轮轮胎的方法、处理和设备,其中:在胎体结构构造线的工作位置,成型鼓与包括第一支撑元件和第二支撑元件的一对支撑元件相连;与所述一对支撑元件相连的成型鼓在包含在胎体结构构造线中的敷设线中运动;以及,将成型鼓从敷设线传送到胎体结构构造线的随后的工作站。从敷设线到随后的工作站的传送包括:将成型鼓与第二支撑元件分离,同时保持成型鼓与第一支撑元件相连;将与第一支撑元件相连且与第二支撑元件分离的成型鼓传送到随后的工作站;在随后的工作站中,将第一支撑元件与成型鼓分离,从而将成型鼓留在随后的工作站中;将与成型
用于在用于构造用于车辆车轮的轮胎的处理和装备中检查轮胎的方法和设备.pdf
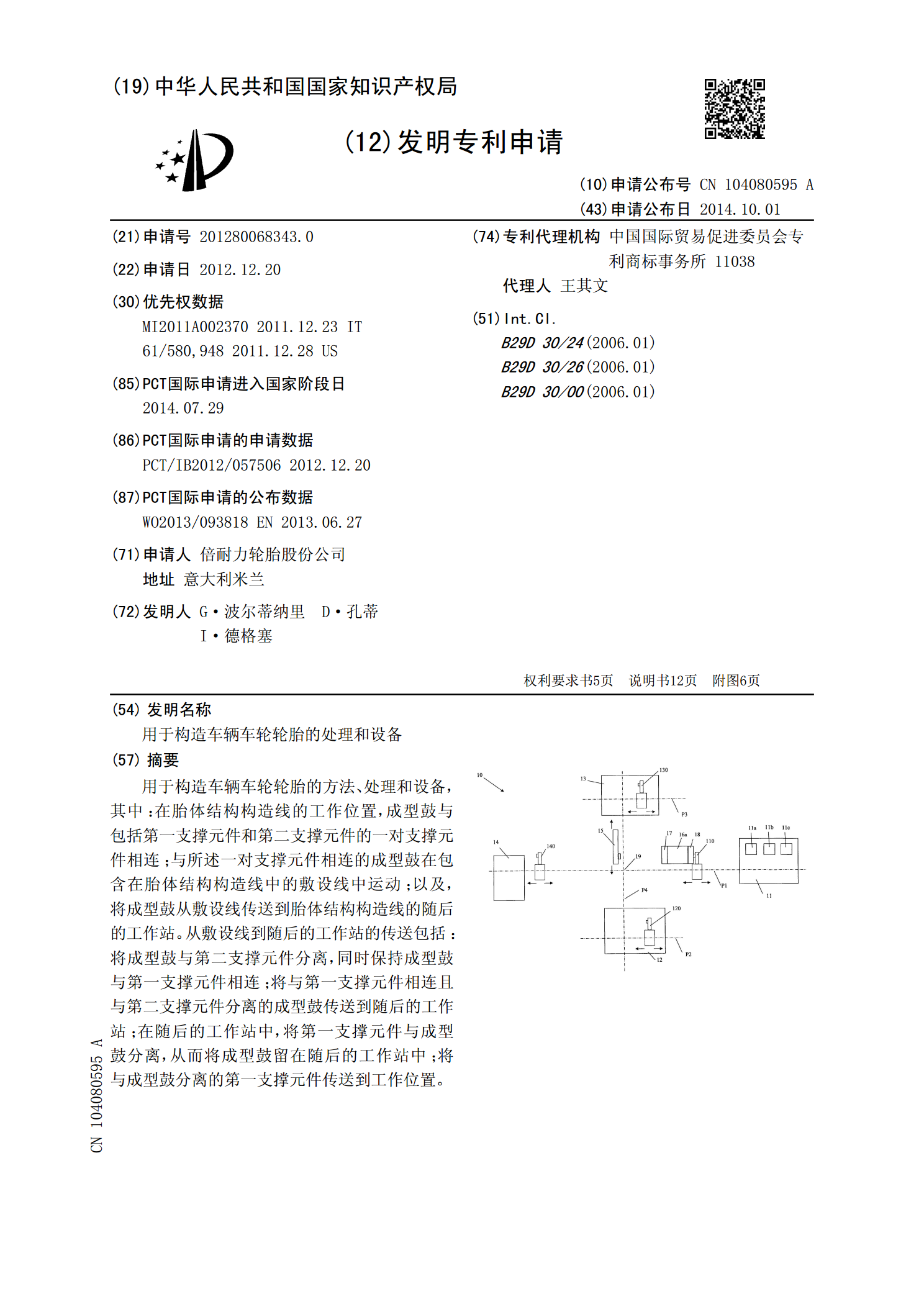
用于检查轮胎的方法和设备,所述设备包括至少一个检查单元,所述检查单元包括至少两个检查站,所述检查站相继设置,并且限定检查路径,所述检查路径构造成使得每个检查站被每个待检查的轮胎(2)在一个循环时间中且按照节距经过。所述至少两个检查站中的每一个包括:用于一次支撑一个容纳在相应检查站中的轮胎(2)的支撑装置(19);轮胎的表面的多个高解析度图像获取系统;用于在相应检查站内移动高解析度图像获取系统的移动装置。所述多个高解析度图像获取系统包括用于获取高解析度三维图像的系统和用于获取高解析度二维图像的系统。所述至少