
工件自动在线抓取装置.pdf

阳炎****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
工件自动在线抓取装置.pdf
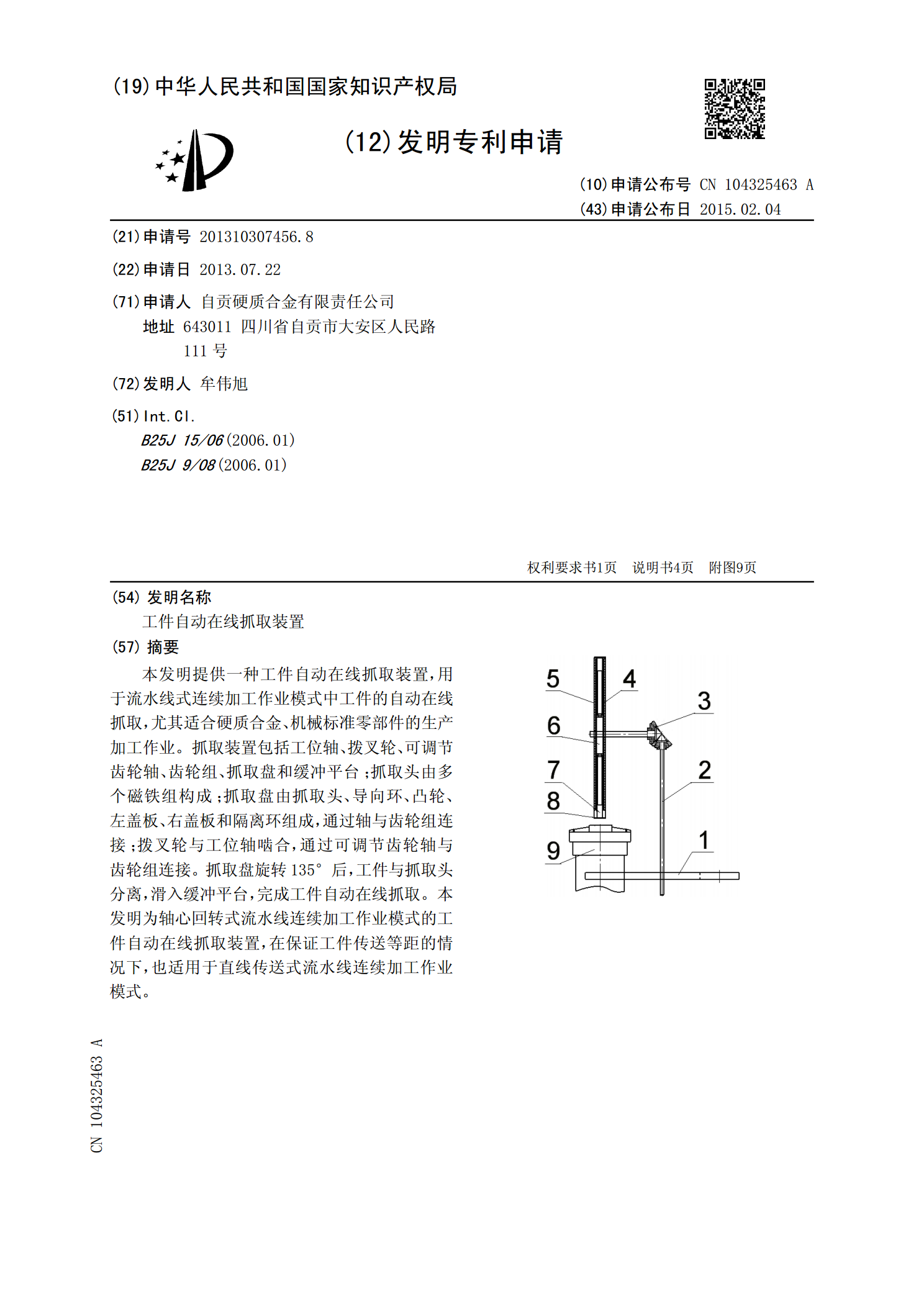
本发明提供一种工件自动在线抓取装置,用于流水线式连续加工作业模式中工件的自动在线抓取,尤其适合硬质合金、机械标准零部件的生产加工作业。抓取装置包括工位轴、拨叉轮、可调节齿轮轴、齿轮组、抓取盘和缓冲平台;抓取头由多个磁铁组构成;抓取盘由抓取头、导向环、凸轮、左盖板、右盖板和隔离环组成,通过轴与齿轮组连接;拨叉轮与工位轴啮合,通过可调节齿轮轴与齿轮组连接。抓取盘旋转135°后,工件与抓取头分离,滑入缓冲平台,完成工件自动在线抓取。本发明为轴心回转式流水线连续加工作业模式的工件自动在线抓取装置,在保证工件传送等
一种隧道炉加工件的自动抓取打磨装置.pdf
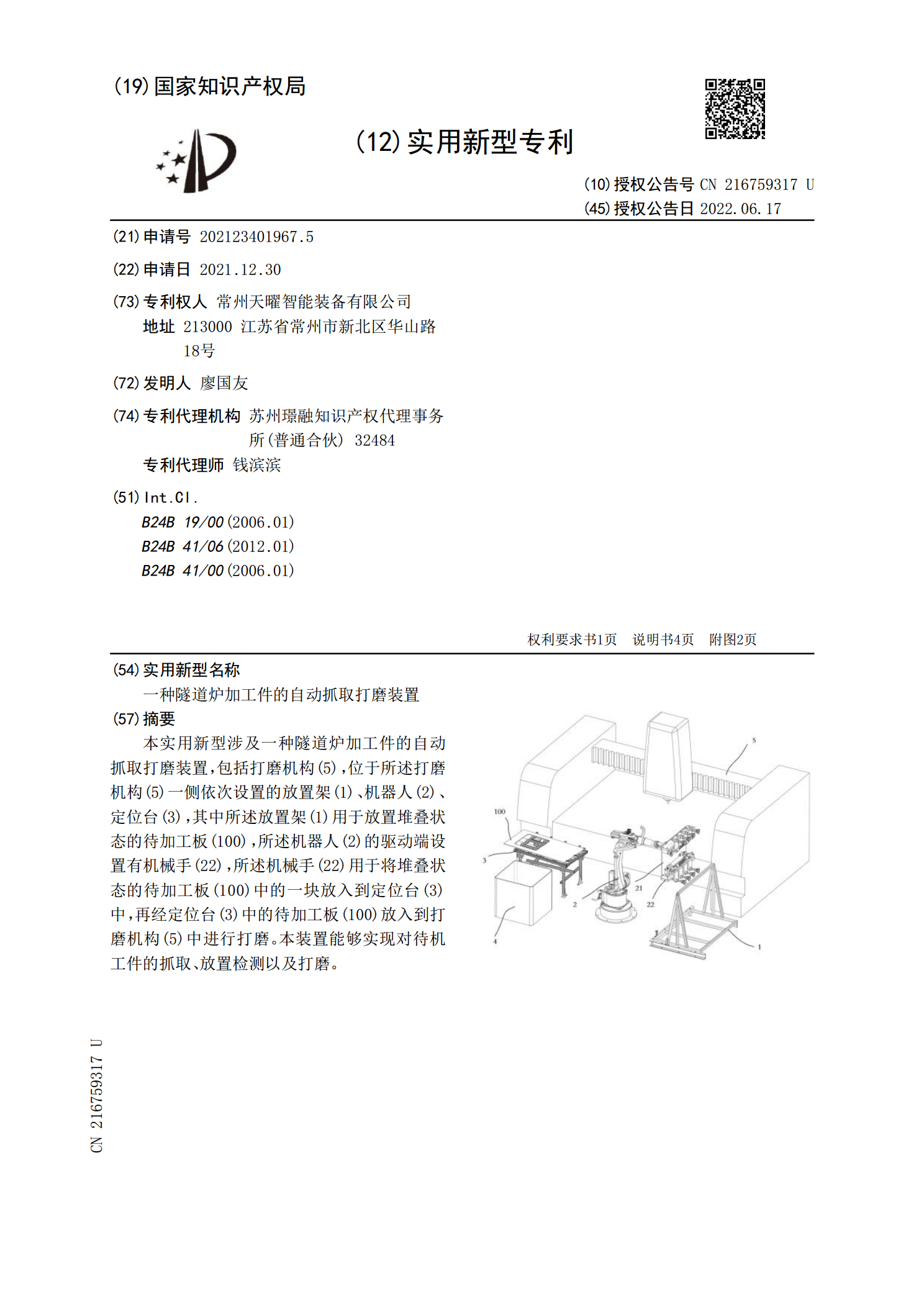
本实用新型涉及一种隧道炉加工件的自动抓取打磨装置,包括打磨机构(5),位于所述打磨机构(5)一侧依次设置的放置架(1)、机器人(2)、定位台(3),其中所述放置架(1)用于放置堆叠状态的待加工板(100),所述机器人(2)的驱动端设置有机械手(22),所述机械手(22)用于将堆叠状态的待加工板(100)中的一块放入到定位台(3)中,再经定位台(3)中的待加工板(100)放入到打磨机构(5)中进行打磨。本装置能够实现对待机工件的抓取、放置检测以及打磨。
一种隧道炉加工件的自动抓取打磨装置.pdf
本实用新型涉及一种隧道炉加工件的自动抓取打磨装置,包括打磨机构(5),位于所述打磨机构(5)一侧依次设置的放置架(1)、机器人(2)、定位台(3),其中所述放置架(1)用于放置堆叠状态的待加工板(100),所述机器人(2)的驱动端设置有机械手(22),所述机械手(22)用于将堆叠状态的待加工板(100)中的一块放入到定位台(3)中,再经定位台(3)中的待加工板(100)放入到打磨机构(5)中进行打磨。本装置能够实现对待机工件的抓取、放置检测以及打磨。
自动抓取装置.pdf
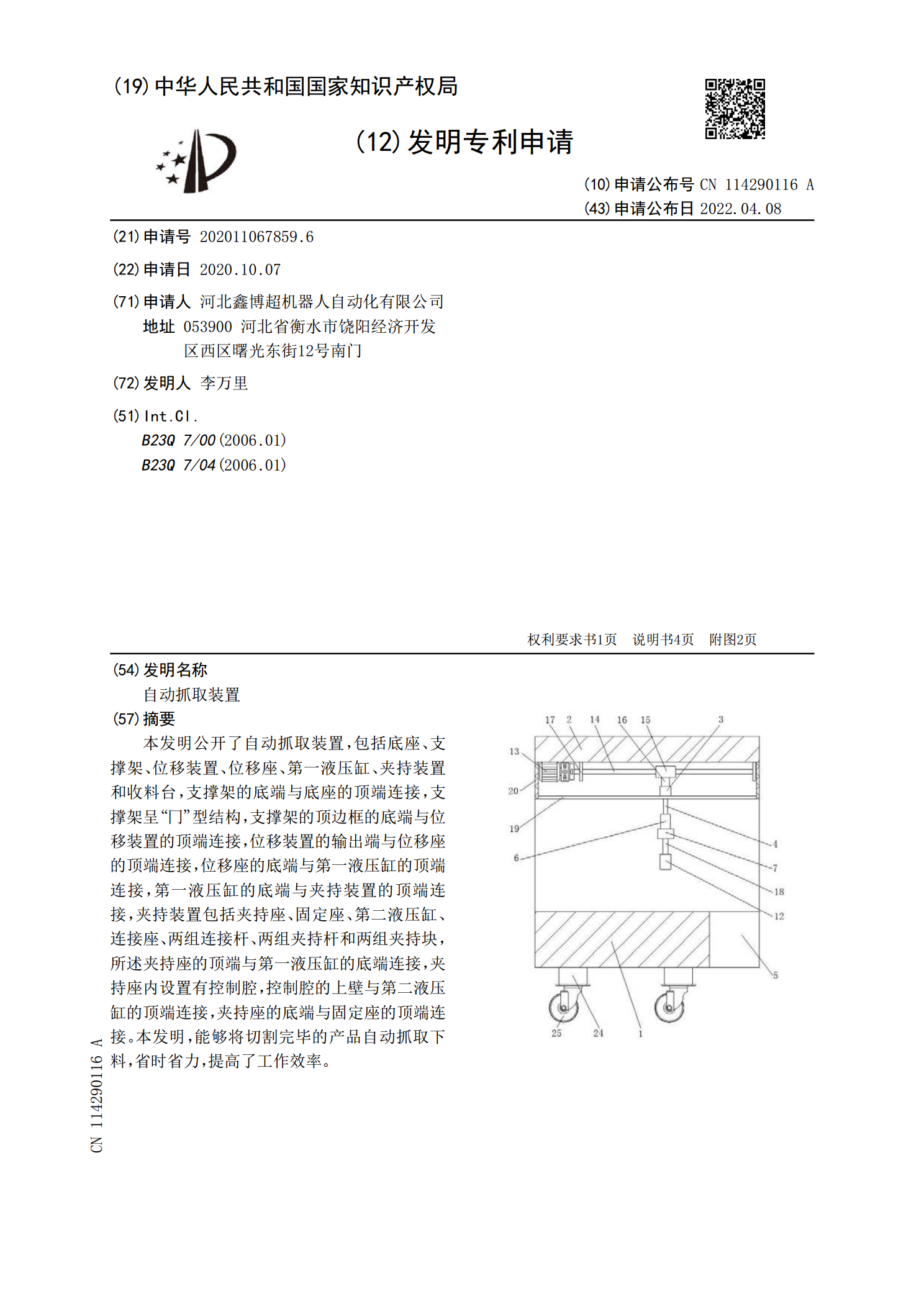
本发明公开了自动抓取装置,包括底座、支撑架、位移装置、位移座、第一液压缸、夹持装置和收料台,支撑架的底端与底座的顶端连接,支撑架呈“冂”型结构,支撑架的顶边框的底端与位移装置的顶端连接,位移装置的输出端与位移座的顶端连接,位移座的底端与第一液压缸的顶端连接,第一液压缸的底端与夹持装置的顶端连接,夹持装置包括夹持座、固定座、第二液压缸、连接座、两组连接杆、两组夹持杆和两组夹持块,所述夹持座的顶端与第一液压缸的底端连接,夹持座内设置有控制腔,控制腔的上壁与第二液压缸的顶端连接,夹持座的底端与固定座的顶端连接。
自动抓取摊布装置.pdf
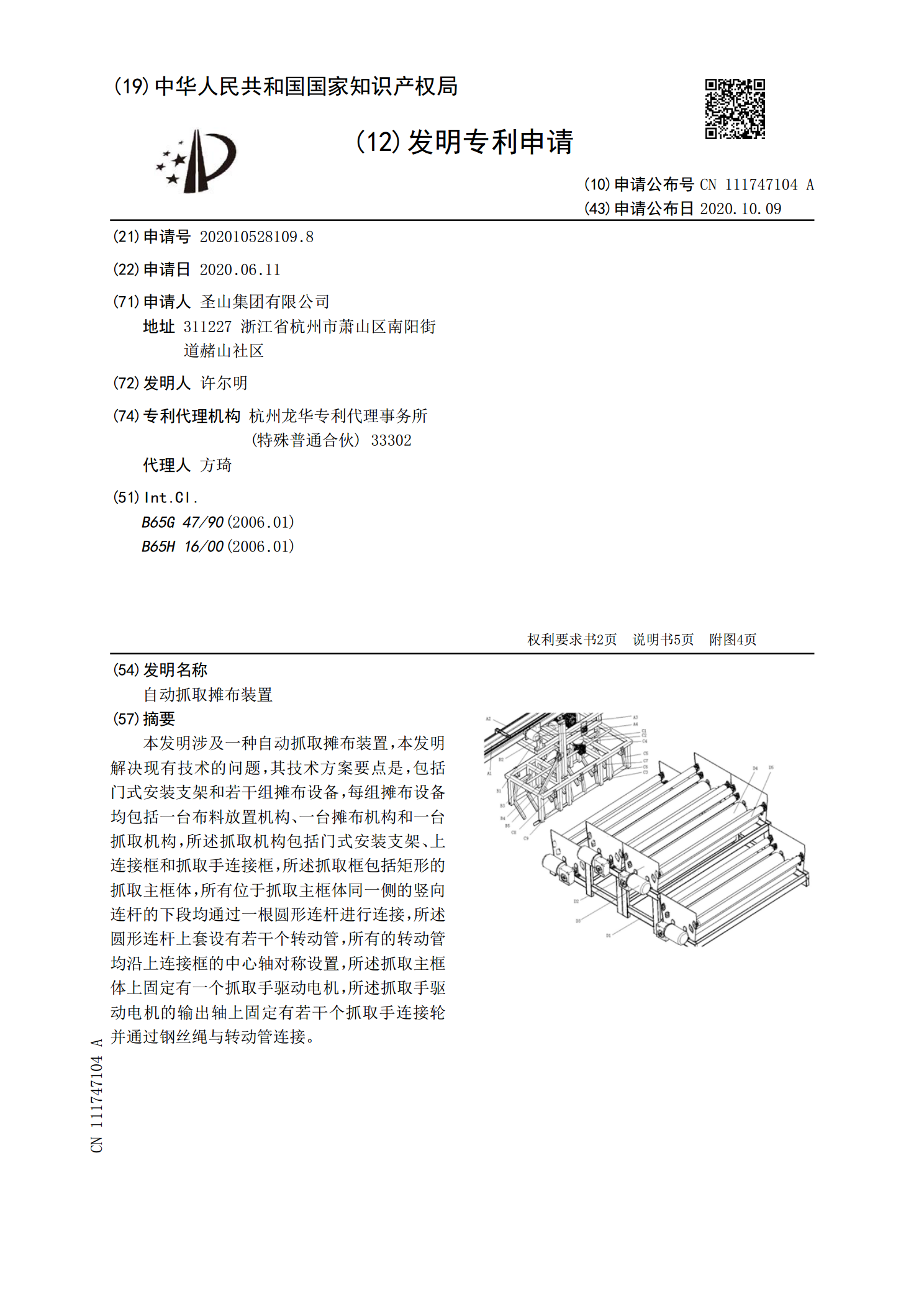
本发明涉及一种自动抓取摊布装置,本发明解决现有技术的问题,其技术方案要点是,包括门式安装支架和若干组摊布设备,每组摊布设备均包括一台布料放置机构、一台摊布机构和一台抓取机构,所述抓取机构包括门式安装支架、上连接框和抓取手连接框,所述抓取框包括矩形的抓取主框体,所有位于抓取主框体同一侧的竖向连杆的下段均通过一根圆形连杆进行连接,所述圆形连杆上套设有若干个转动管,所有的转动管均沿上连接框的中心轴对称设置,所述抓取主框体上固定有一个抓取手驱动电机,所述抓取手驱动电机的输出轴上固定有若干个抓取手连接轮并通过钢丝绳