
一种非晶合金制件快速成型方法及非晶合金制件.pdf

闪闪****魔王

1/8
2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非晶合金制件快速成型方法及非晶合金制件.pdf
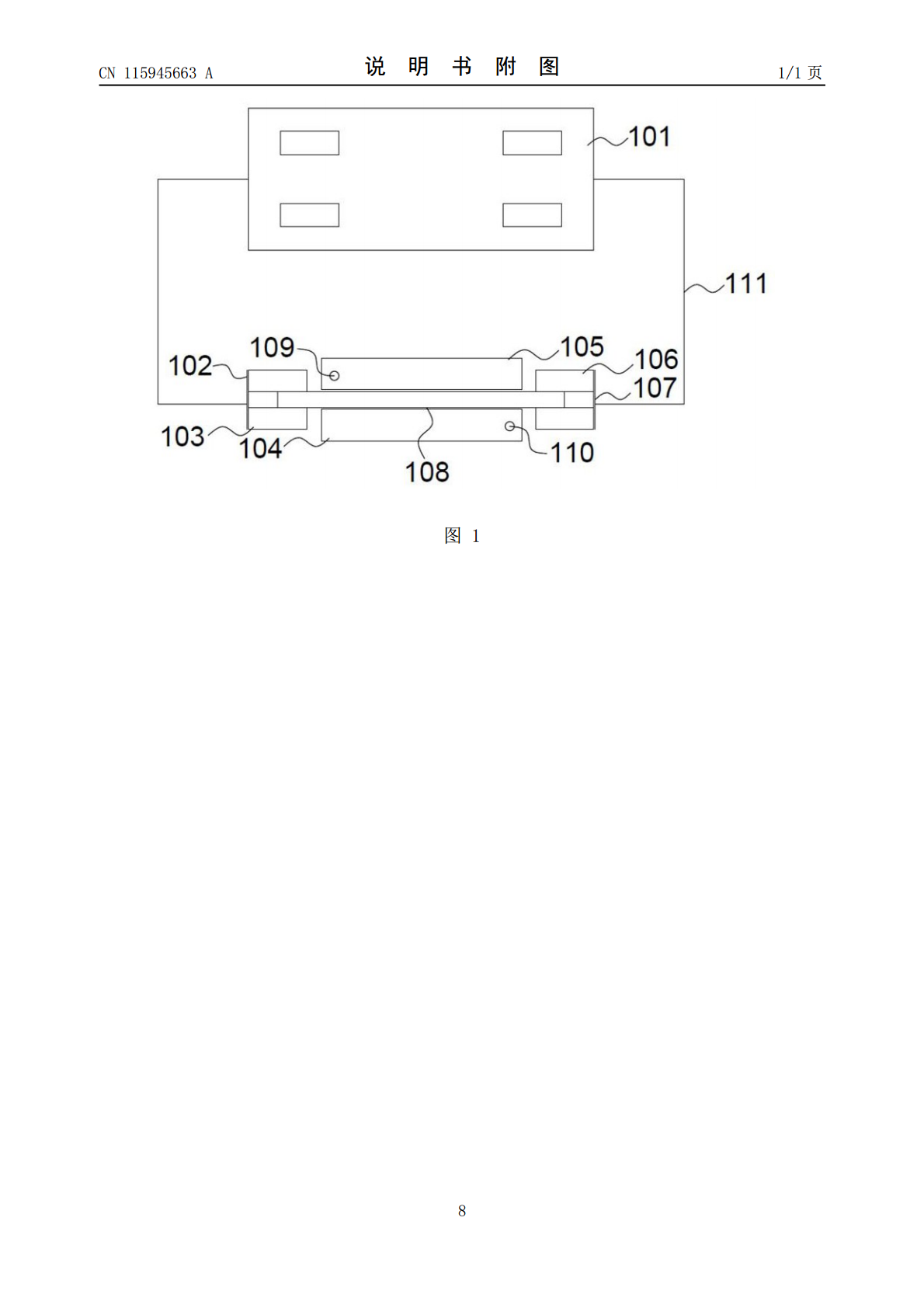
本发明提供了一种非晶合金制件快速成型方法,包括如下步骤:S01、取非晶铸锭,制成板条状的初始预制件;S02、对所述初始预制件通电升温至软化温度;S03、利用锻模对所述半固态预制件进行压合成型,降至室温后得到所需非晶合金制件。本发明中的成型方法解决了现有技术中非晶压铸加工工艺存在的模具费用高、改模困难的技术问题。进一步地,本发明中还提供了一种由上述非晶合金制件快速成型方法制备得到的非晶合金制件,提供了一种结构简单、小体积、外观品质优异的非晶合金制件。

一种用于大尺寸非晶合金的电焊接成型方法和块体非晶合金.pdf
本发明涉及非晶合金连接技术领域,具体涉及一种用于大尺寸非晶合金的放电焊接成型方法和电加热焊接成型方法,该放电焊接成型方法包括以下步骤,S1、采用第一非晶合金和第二非晶合金,在待焊接界面上加工出尖端微型结构;S2、使第一非晶合金的待焊接界面与第二非晶合金的待焊接界面相对并留有一定间距;S3、对所述第一非晶合金和所述第二非晶合金均施加磁场和连接放电系统;S4、开启放电系统,然后驱动所述第一非晶合金与所述第二非晶合金压合并施加压合压力,至第一非晶合金与第二非晶合金焊接成型,该放电焊接方法具有焊接速度快和焊接质量

非晶合金铁芯支撑结构及非晶合金铁芯加工方法.pdf
本发明涉及一种非晶合金铁芯支撑结构及非晶合金铁芯加工方法,所述非晶合金铁芯支撑结构包括:第一支撑块与第二支撑块,所述第一支撑块的相对两端分别设有两个第一连接部,所述第二支撑块的相对两端分别设有两个第二连接部,两个所述第一连接部分别与两个所述第二连接部分别连接并围成矩形结构。在生产过程中,首先将卷绕好的非晶合金带放置在成型设备上,将非晶合金带中间的圆孔撑开,将相互搭接的第一支撑块与第二支撑块放置在已经撑开变形的内孔中,操作成型设备,模具将第一支撑块与第二支撑块撑开,最后将第一连接部与第二连接部连接。如此结构

一种快速熔炼锆基非晶合金母合金的方法.pdf
本发明涉及非晶合金技术领域,特别是涉及一种快速熔炼锆基非晶合金母合金的方法。该方法包括:将铌块和海绵锆进行预处理,得到铌颗粒和锆电极;将铌颗粒、锆电极和剩余的合金原料混合均匀,得到合金原料;将坩埚安装于感应器内,烘焙并抽真空,通过线圈感应加热,对坩埚进行预热;向坩埚中加入合金原料,充入保护气体,通过线圈感应加热至熔化均匀,倒入模具,冷却,得到锆基非晶合金母合金。本发明对原材料进行预处理,将海绵锆机械压实,将锆从蜂窝结构变为实心结构,有利于感应熔化,可以避免熔化过程中元素不熔造成的成分不均匀;将铌块破碎为小
非晶合金带及其制造方法、非晶合金带片.pdf
本公开的非晶合金带的制造方法,制造具有由Fe