
一种用于大尺寸非晶合金的电焊接成型方法和块体非晶合金.pdf

是雁****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于大尺寸非晶合金的电焊接成型方法和块体非晶合金.pdf
本发明涉及非晶合金连接技术领域,具体涉及一种用于大尺寸非晶合金的放电焊接成型方法和电加热焊接成型方法,该放电焊接成型方法包括以下步骤,S1、采用第一非晶合金和第二非晶合金,在待焊接界面上加工出尖端微型结构;S2、使第一非晶合金的待焊接界面与第二非晶合金的待焊接界面相对并留有一定间距;S3、对所述第一非晶合金和所述第二非晶合金均施加磁场和连接放电系统;S4、开启放电系统,然后驱动所述第一非晶合金与所述第二非晶合金压合并施加压合压力,至第一非晶合金与第二非晶合金焊接成型,该放电焊接方法具有焊接速度快和焊接质量

一种非晶合金制件快速成型方法及非晶合金制件.pdf
本发明提供了一种非晶合金制件快速成型方法,包括如下步骤:S01、取非晶铸锭,制成板条状的初始预制件;S02、对所述初始预制件通电升温至软化温度;S03、利用锻模对所述半固态预制件进行压合成型,降至室温后得到所需非晶合金制件。本发明中的成型方法解决了现有技术中非晶压铸加工工艺存在的模具费用高、改模困难的技术问题。进一步地,本发明中还提供了一种由上述非晶合金制件快速成型方法制备得到的非晶合金制件,提供了一种结构简单、小体积、外观品质优异的非晶合金制件。

铁基纳米非晶合金【块体非晶合金纳米压痕的受力分析】.docx
铁基纳米非晶合金【块体非晶合金纳米压痕的受力分析】摘要用球形压头纳米压痕对块体非晶的力学性能进行研究,在理论上采用Hertz理论,对在弹性变形范围内的块体非晶的最大剪应力进行计算。关键词块体非晶;纳米压痕;有限元模型。中图分类号TG139文献标识码A文章编号1673-9671-(2010)032-0112-01块体金属玻璃(bulkmetallicglasses,BMG)又称为块体非晶,是一种具有短程有序而长程无序的特征,固态时其原子的三维空间呈拓扑无序排列的亚稳态结构的合金。它具有优异的力学、物理和化学
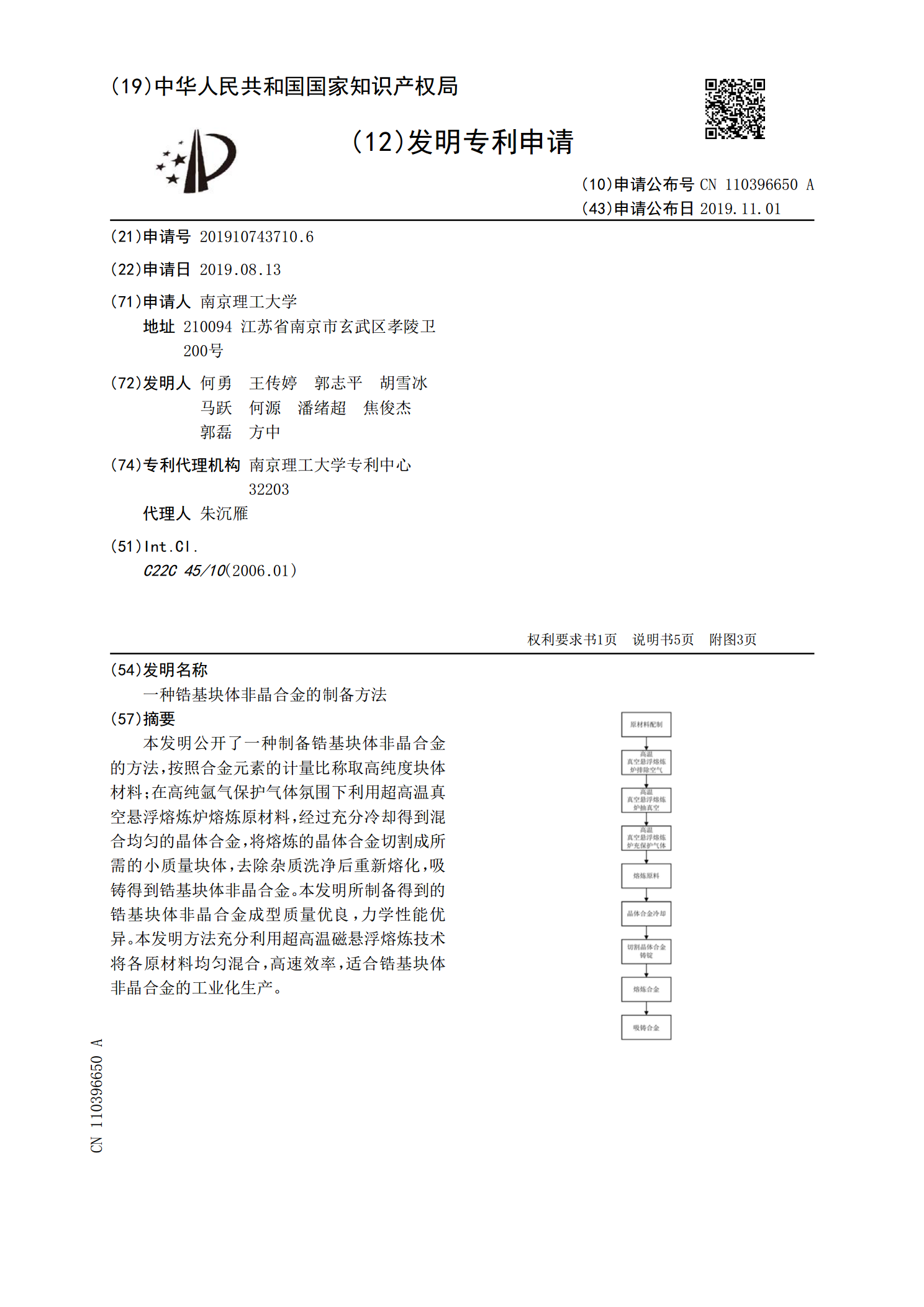
一种锆基块体非晶合金的制备方法.pdf
本发明公开了一种制备锆基块体非晶合金的方法,按照合金元素的计量比称取高纯度块体材料;在高纯氩气保护气体氛围下利用超高温真空悬浮熔炼炉熔炼原材料,经过充分冷却得到混合均匀的晶体合金,将熔炼的晶体合金切割成所需的小质量块体,去除杂质洗净后重新熔化,吸铸得到锆基块体非晶合金。本发明所制备得到的锆基块体非晶合金成型质量优良,力学性能优异。本发明方法充分利用超高温磁悬浮熔炼技术将各原材料均匀混合,高速效率,适合锆基块体非晶合金的工业化生产。
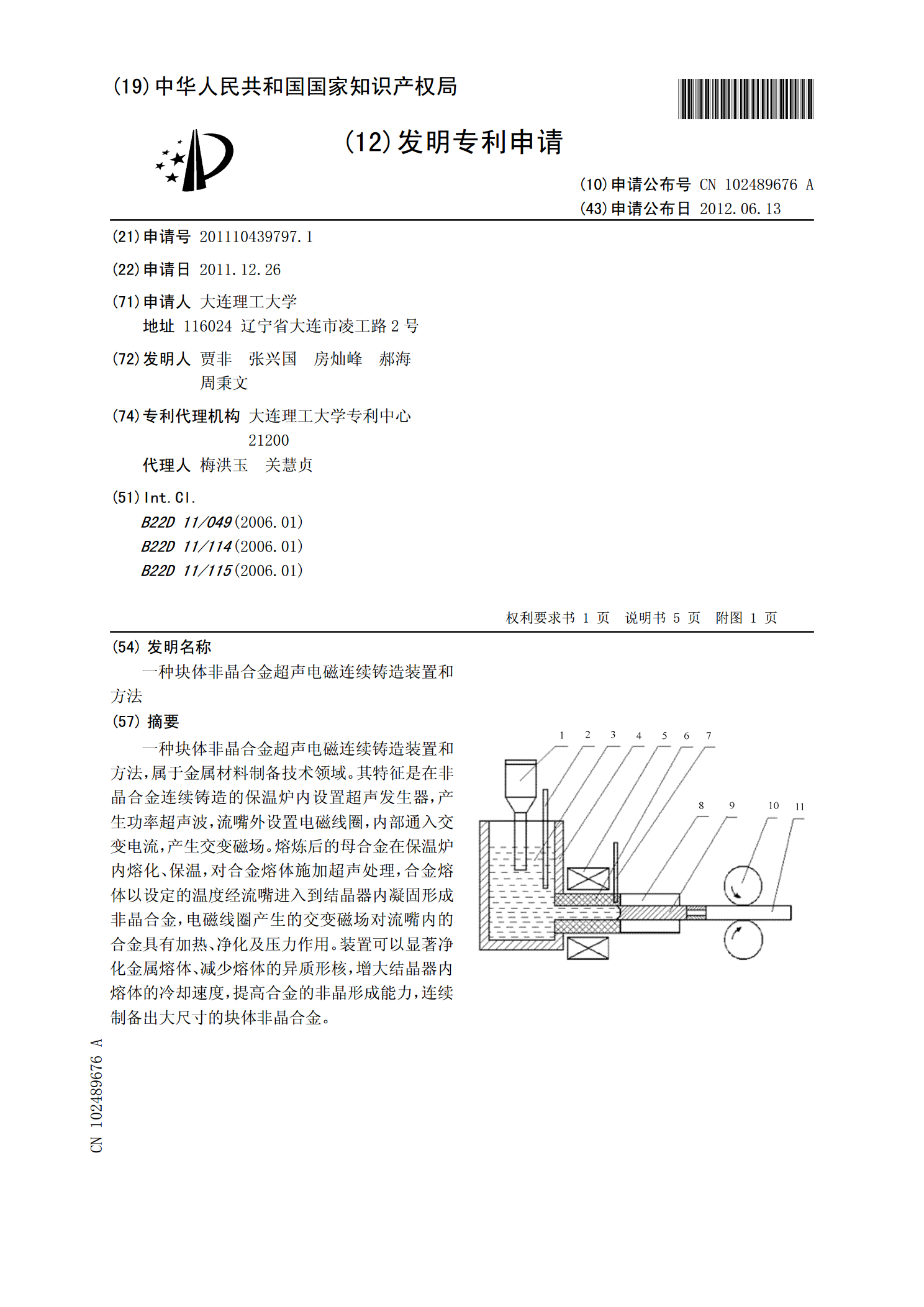
一种块体非晶合金超声电磁连续铸造装置和方法.pdf
一种块体非晶合金超声电磁连续铸造装置和方法,属于金属材料制备技术领域。其特征是在非晶合金连续铸造的保温炉内设置超声发生器,产生功率超声波,流嘴外设置电磁线圈,内部通入交变电流,产生交变磁场。熔炼后的母合金在保温炉内熔化、保温,对合金熔体施加超声处理,合金熔体以设定的温度经流嘴进入到结晶器内凝固形成非晶合金,电磁线圈产生的交变磁场对流嘴内的合金具有加热、净化及压力作用。装置可以显著净化金属熔体、减少熔体的异质形核,增大结晶器内熔体的冷却速度,提高合金的非晶形成能力,连续制备出大尺寸的块体非晶合金。