
齿面加工装置以及齿轮制造方法.pdf

是你****岺呀


1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿面加工装置以及齿轮制造方法.pdf
一种齿面加工装置及齿轮制造方法,为改善高硬齿轮的表面粗糙度等提供能够调节的加工压力。齿面加工装置(10)具有斜齿状磨石(2)、能使斜齿状磨石的旋转轴(C)与被加工齿轮(W)的旋转轴(X)的相对位置移动的位置调节机构(3)及控制机构(7),该控制机构具备使位置调节机构动作来调节斜齿状磨石的旋转轴与被加工齿轮的旋转轴的相对位置并使形成被加工齿轮的一个齿的齿面中仅一个被加工齿面(11)与斜齿状磨石的磨石齿面(21)抵接地使斜齿状磨石与被加工齿轮啮合的相对位置控制部(71)、使磨石旋转机构(4)动作的磨石旋转机构
车齿加工用刀具以及使用其的齿轮制造方法.pdf
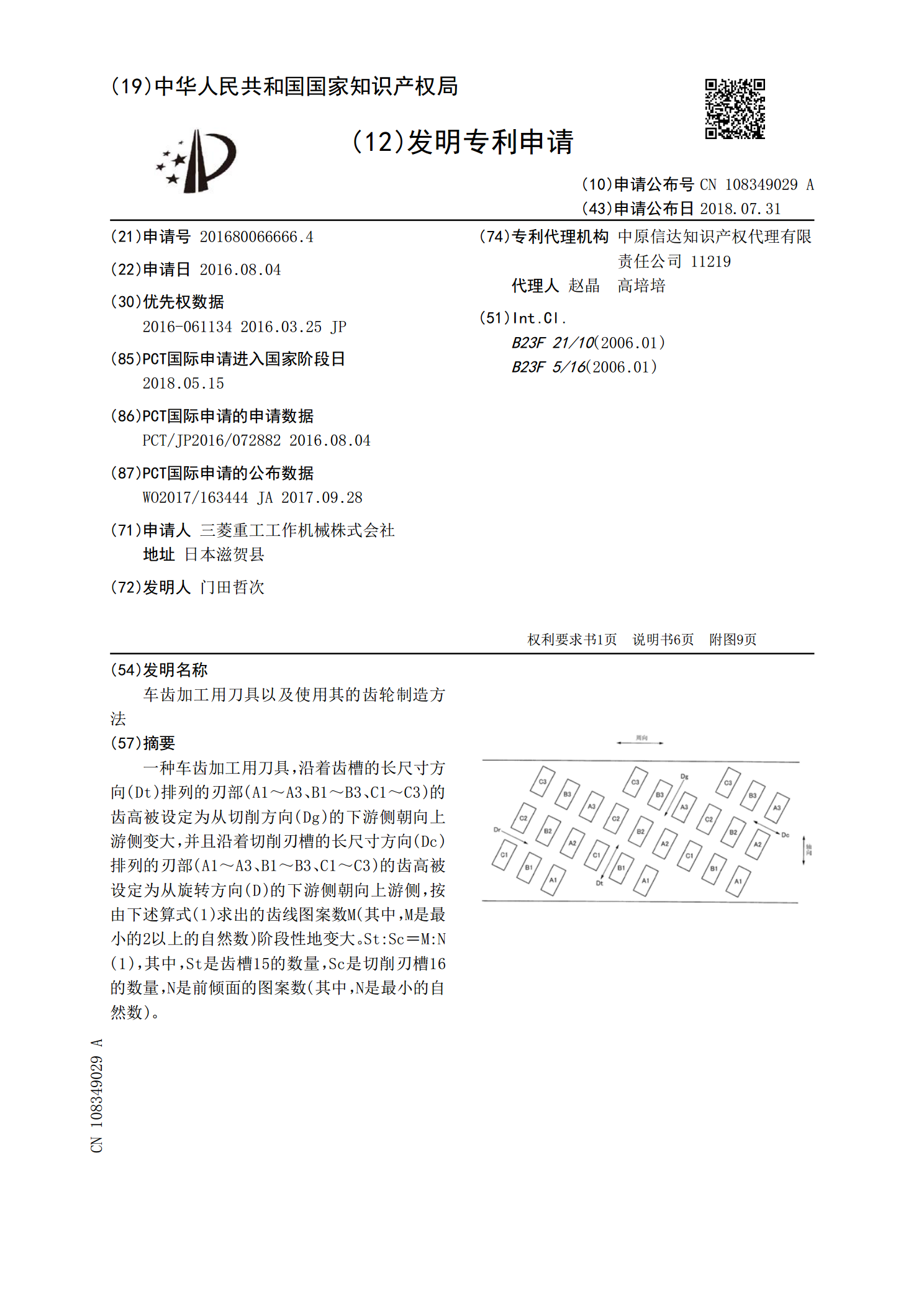
一种车齿加工用刀具,沿着齿槽的长尺寸方向(Dt)排列的刃部(A1~A3、B1~B3、C1~C3)的齿高被设定为从切削方向(Dg)的下游侧朝向上游侧变大,并且沿着切削刃槽的长尺寸方向(Dc)排列的刃部(A1~A3、B1~B3、C1~C3)的齿高被设定为从旋转方向(D)的下游侧朝向上游侧,按由下述算式(1)求出的齿线图案数M(其中,M是最小的2以上的自然数)阶段性地变大。St:Sc=M:N(1),其中,St是齿槽15的数量,Sc是切削刃槽16的数量,N是前倾面的图案数(其中,N是最小的自然数)。

人字齿面齿轮传动机构及其人字齿面齿轮的铣齿加工方法.pdf
本发明公开了一种人字齿面齿轮传动机构,包括人字齿面齿轮和人字齿圆柱齿轮,人字齿面齿轮包括圆盘形轮体和齿轮轴,圆盘形轮体的一侧表面设有环形分布的第一人字齿,人字齿圆柱齿轮的轮体外圆周上设置有第二人字齿,第一人字齿由对接呈人字形的第一右旋轮齿和第一左旋轮齿组成,第二人字齿由对接呈人字形的第二左旋轮齿和第二右旋轮齿组成,第二左旋轮齿与第一右旋轮齿相啮合,第二右旋轮齿与第一左旋轮齿相啮合。本发明还公开了一种人字齿面齿轮传动机构中人字齿面齿轮的铣齿加工方法。本发明人字齿面齿轮传动机构的承载能力大,啮合性能好,传动平
齿轮的制造方法以及制造装置.pdf
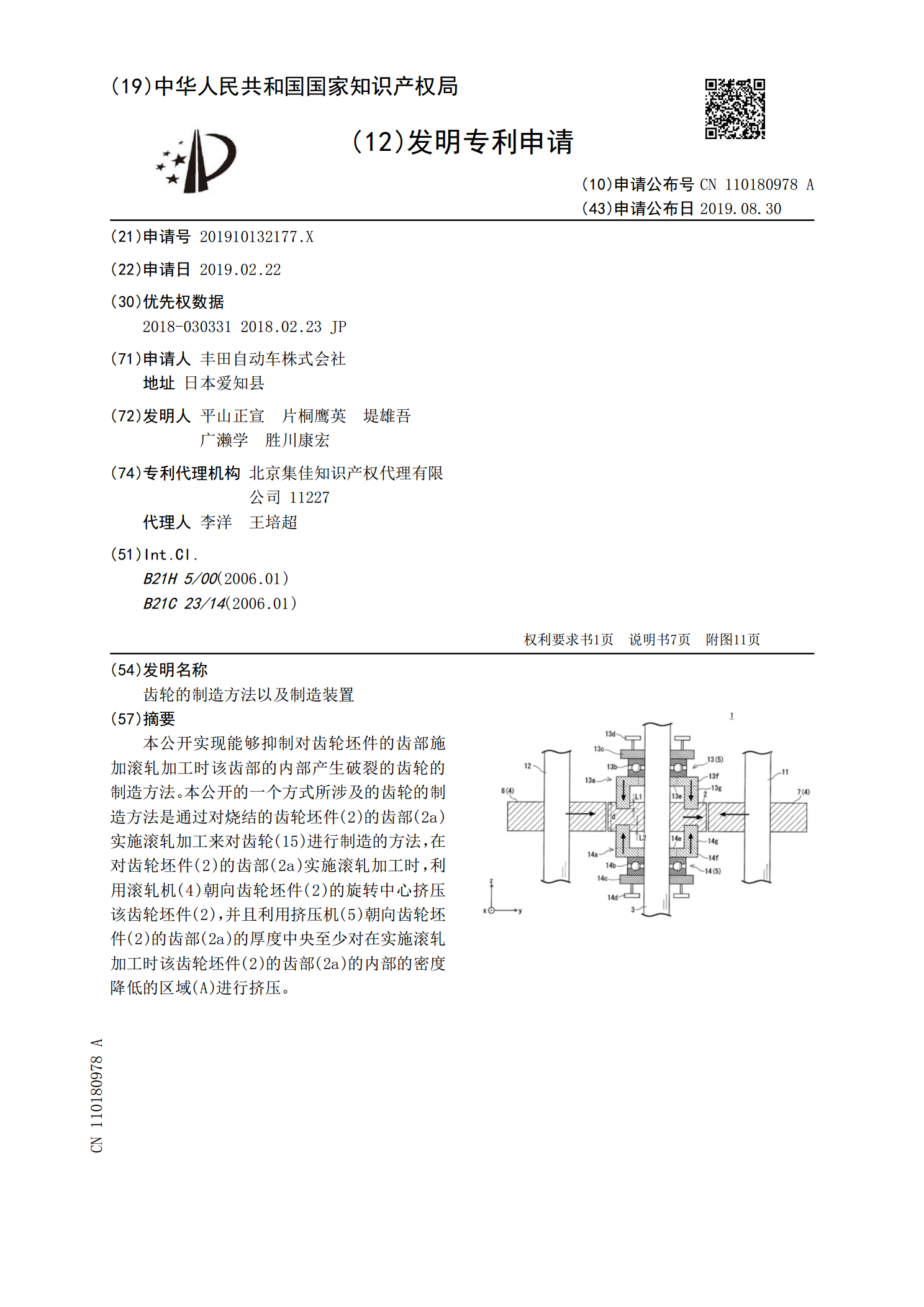
本公开实现能够抑制对齿轮坯件的齿部施加滚轧加工时该齿部的内部产生破裂的齿轮的制造方法。本公开的一个方式所涉及的齿轮的制造方法是通过对烧结的齿轮坯件(2)的齿部(2a)实施滚轧加工来对齿轮(15)进行制造的方法,在对齿轮坯件(2)的齿部(2a)实施滚轧加工时,利用滚轧机(4)朝向齿轮坯件(2)的旋转中心挤压该齿轮坯件(2),并且利用挤压机(5)朝向齿轮坯件(2)的齿部(2a)的厚度中央至少对在实施滚轧加工时该齿轮坯件(2)的齿部(2a)的内部的密度降低的区域(A)进行挤压。
齿轮加工方法以及齿轮加工装置.pdf
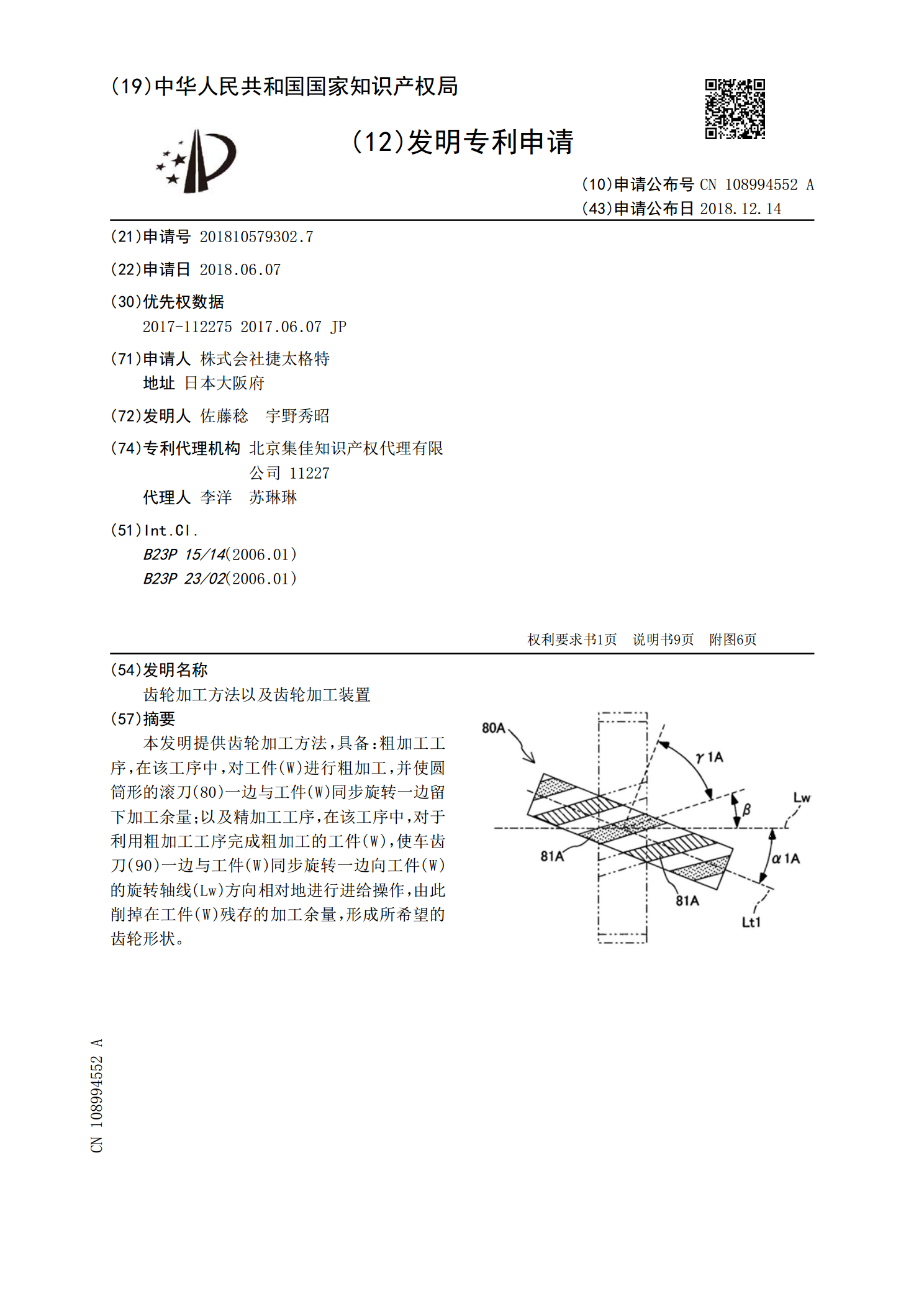
本发明提供齿轮加工方法,具备:粗加工工序,在该工序中,对工件(W)进行粗加工,并使圆筒形的滚刀(80)一边与工件(W)同步旋转一边留下加工余量;以及精加工工序,在该工序中,对于利用粗加工工序完成粗加工的工件(W),使车齿刀(90)一边与工件(W)同步旋转一边向工件(W)的旋转轴线(Lw)方向相对地进行进给操作,由此削掉在工件(W)残存的加工余量,形成所希望的齿轮形状。