
车齿加工用刀具以及使用其的齿轮制造方法.pdf

猫巷****正德


1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车齿加工用刀具以及使用其的齿轮制造方法.pdf
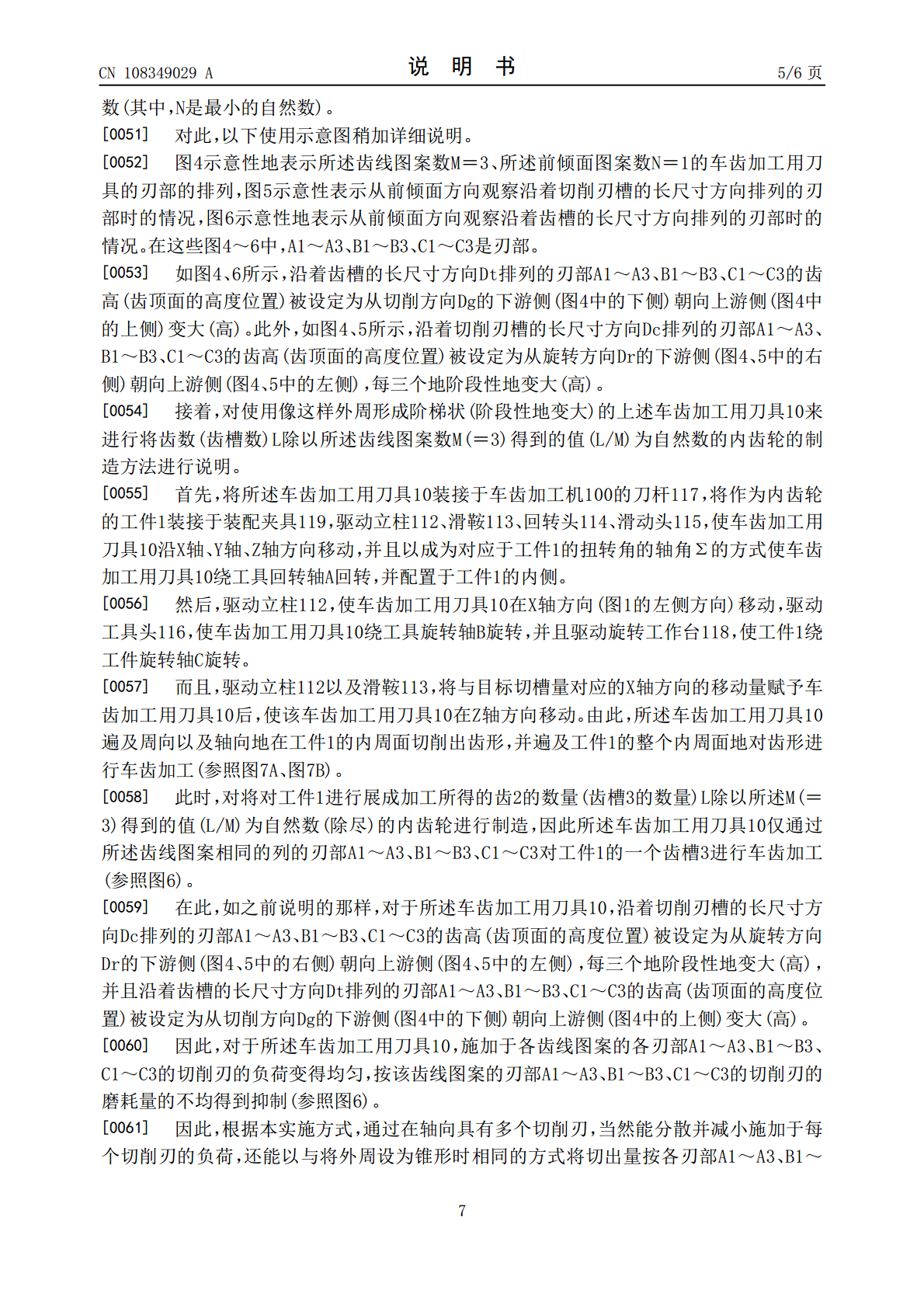
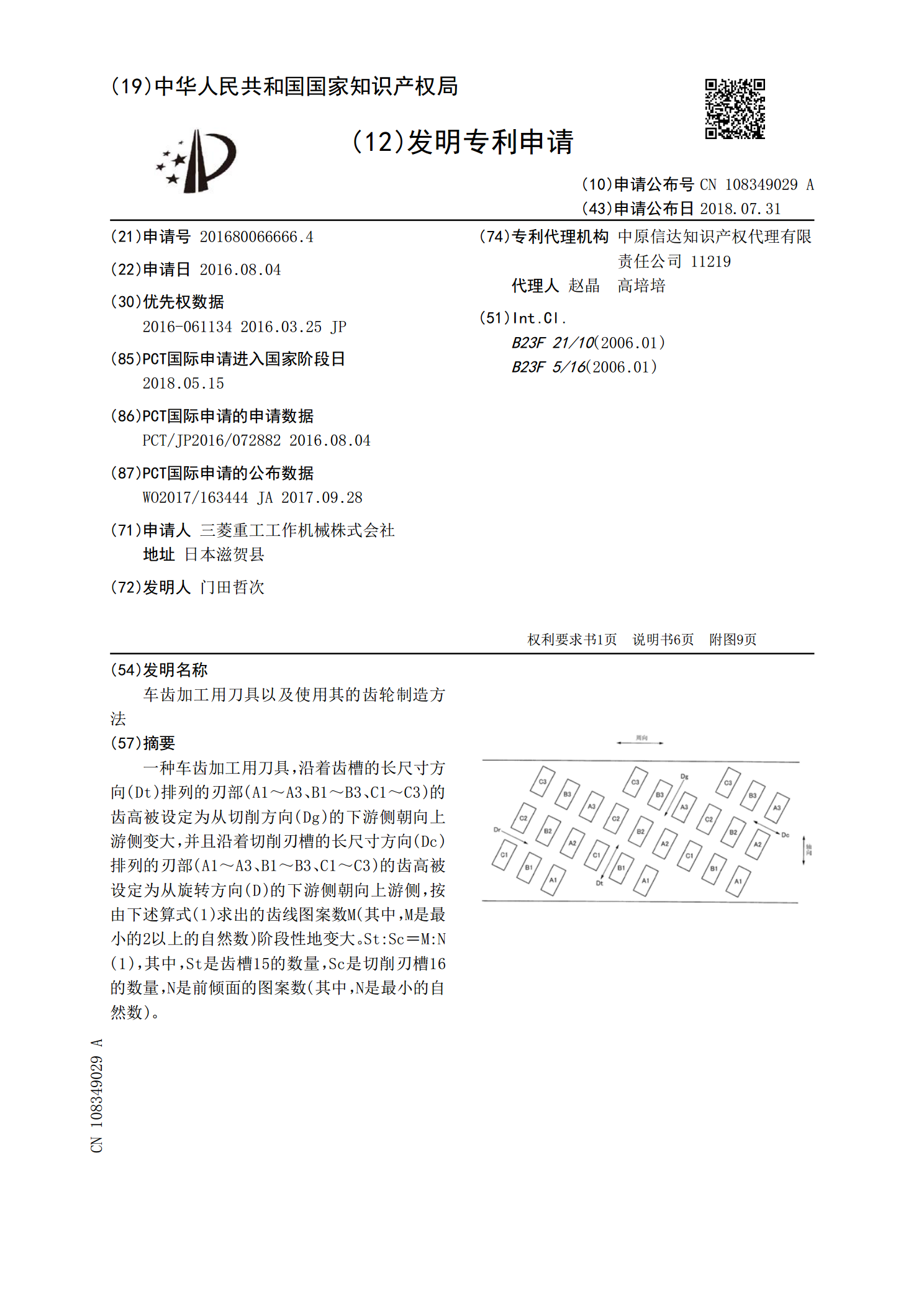
一种车齿加工用刀具,沿着齿槽的长尺寸方向(Dt)排列的刃部(A1~A3、B1~B3、C1~C3)的齿高被设定为从切削方向(Dg)的下游侧朝向上游侧变大,并且沿着切削刃槽的长尺寸方向(Dc)排列的刃部(A1~A3、B1~B3、C1~C3)的齿高被设定为从旋转方向(D)的下游侧朝向上游侧,按由下述算式(1)求出的齿线图案数M(其中,M是最小的2以上的自然数)阶段性地变大。St:Sc=M:N(1),其中,St是齿槽15的数量,Sc是切削刃槽16的数量,N是前倾面的图案数(其中,N是最小的自然数)。

齿面加工装置以及齿轮制造方法.pdf
一种齿面加工装置及齿轮制造方法,为改善高硬齿轮的表面粗糙度等提供能够调节的加工压力。齿面加工装置(10)具有斜齿状磨石(2)、能使斜齿状磨石的旋转轴(C)与被加工齿轮(W)的旋转轴(X)的相对位置移动的位置调节机构(3)及控制机构(7),该控制机构具备使位置调节机构动作来调节斜齿状磨石的旋转轴与被加工齿轮的旋转轴的相对位置并使形成被加工齿轮的一个齿的齿面中仅一个被加工齿面(11)与斜齿状磨石的磨石齿面(21)抵接地使斜齿状磨石与被加工齿轮啮合的相对位置控制部(71)、使磨石旋转机构(4)动作的磨石旋转机构

一种指状刀具制造正交直齿面齿轮的加工方法.pdf
本发明公开了一种指状刀具制造正交直齿面齿轮的加工方法,加工方法包括设计指状刀具、选用数控机床、设定指状刀具运动规律和编写数控程序等步骤。指状刀具的刀体锥面、刀柄锥面与柱面的产形线均为直线,刀具结构简单,且刀体锥面与被加工的正交直齿面齿轮的齿面为线接触,加工效率高。数控机床包含三个平移运动数控轴、两个旋转运动数控和一个自由旋转轴,齿面切削、磨削过程中三个平移运动数控轴与其中的一个旋转运动数控轴联动,正交直齿面齿轮工件保持静止,另一旋转运动数控轴驱动工件做分度运动。本发明不仅可用于切齿加工,还可用于磨齿加工,
一种高效加工齿轮的滚齿刀具及加工方法.pdf
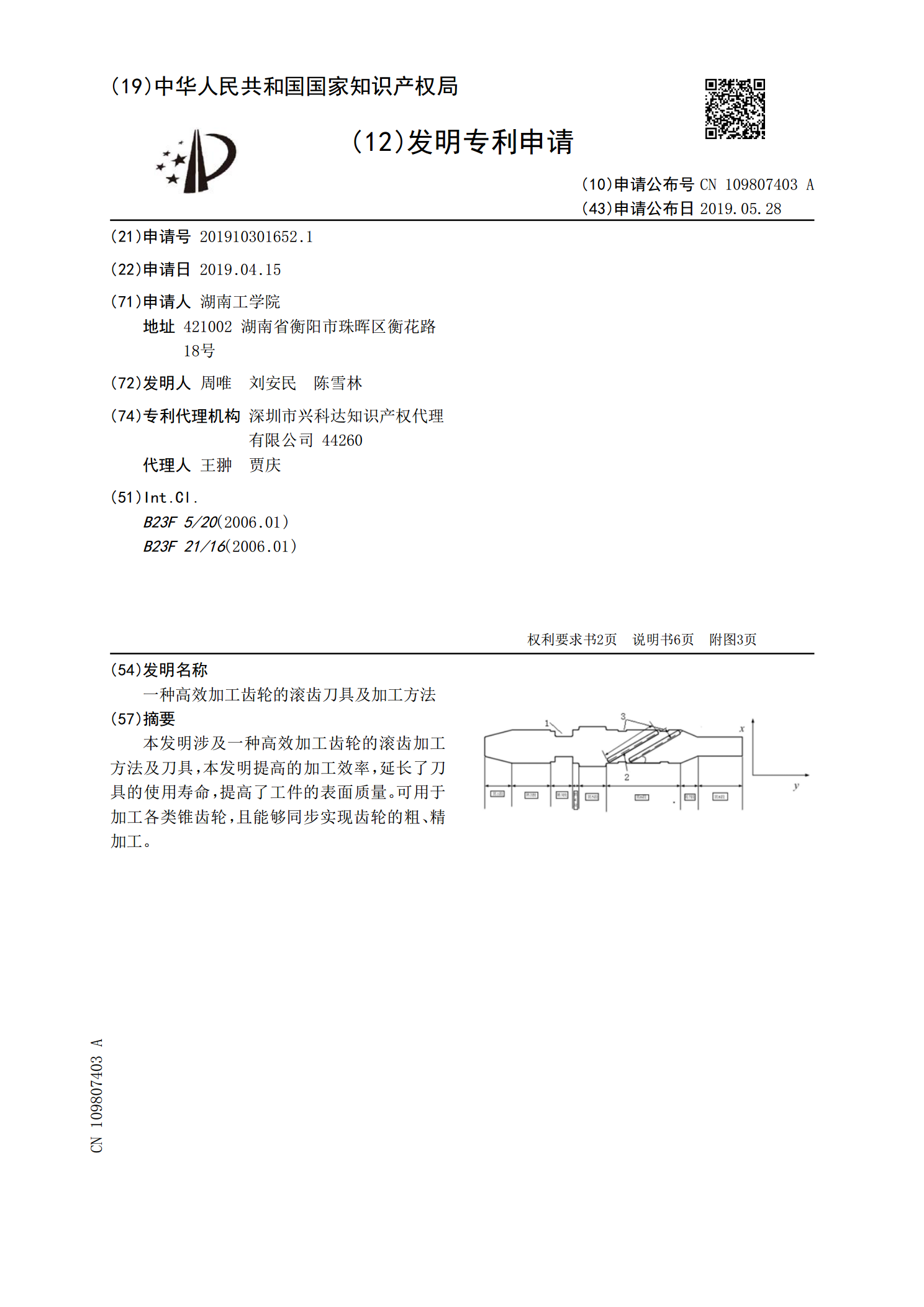
本发明涉及一种高效加工齿轮的滚齿加工方法及刀具,本发明提高的加工效率,延长了刀具的使用寿命,提高了工件的表面质量。可用于加工各类锥齿轮,且能够同步实现齿轮的粗、精加工。

硬齿面齿轮精车工艺及其车齿刀具设计方法.pdf
硬齿面齿轮精车工艺,步骤1,对齿轮工件进行粗加工,采用车齿工艺,工件齿面留有加工余量,工件齿根挖根,粗加工结束后,并进行热处理;步骤2,对粗加工后的齿轮工件进行精车加工,采用车齿工艺,工件齿面加工余量由刀齿侧刃切除,工件齿根保留热处理表层;硬齿面齿轮的车齿刀具的设计方法,1)车齿刀具前角设计为负角度,前刀面设计为锥面或易于磨削的曲面;2)通过圆柱车齿刀具工作角度柔性调整方法,使车齿刀具工作角度落在预设的最适合某硬度硬齿面齿轮工件精加工的范围之内,计算车齿刀刃曲线;硬齿面齿轮加工效率高、使用成本低,利于齿轮