
人字齿面齿轮传动机构及其人字齿面齿轮的铣齿加工方法.pdf

一条****彩妍


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

人字齿面齿轮传动机构及其人字齿面齿轮的铣齿加工方法.pdf
本发明公开了一种人字齿面齿轮传动机构,包括人字齿面齿轮和人字齿圆柱齿轮,人字齿面齿轮包括圆盘形轮体和齿轮轴,圆盘形轮体的一侧表面设有环形分布的第一人字齿,人字齿圆柱齿轮的轮体外圆周上设置有第二人字齿,第一人字齿由对接呈人字形的第一右旋轮齿和第一左旋轮齿组成,第二人字齿由对接呈人字形的第二左旋轮齿和第二右旋轮齿组成,第二左旋轮齿与第一右旋轮齿相啮合,第二右旋轮齿与第一左旋轮齿相啮合。本发明还公开了一种人字齿面齿轮传动机构中人字齿面齿轮的铣齿加工方法。本发明人字齿面齿轮传动机构的承载能力大,啮合性能好,传动平
人字齿轮副齿面修形补偿设计方法.pdf
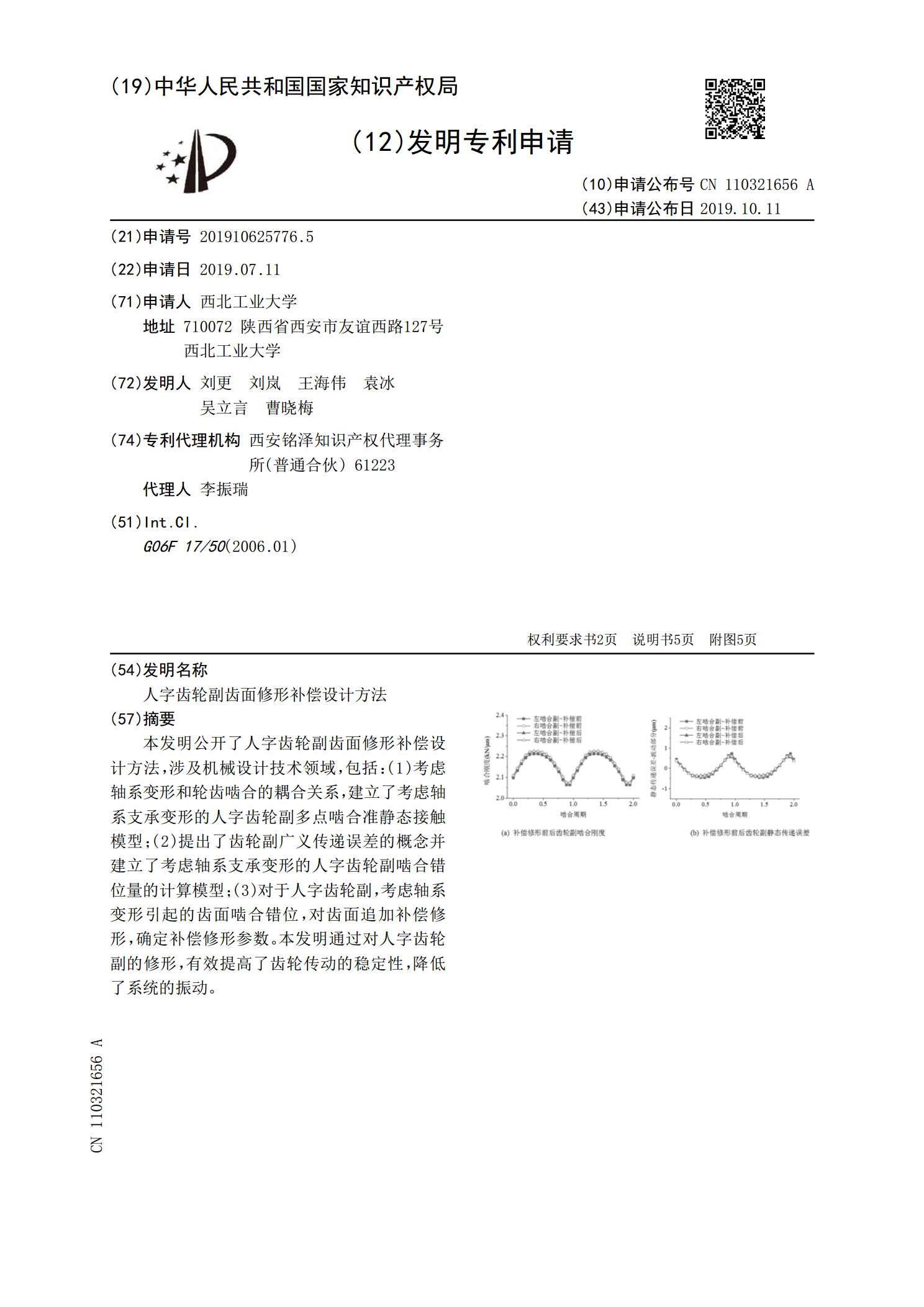
本发明公开了人字齿轮副齿面修形补偿设计方法,涉及机械设计技术领域,包括:(1)考虑轴系变形和轮齿啮合的耦合关系,建立了考虑轴系支承变形的人字齿轮副多点啮合准静态接触模型;(2)提出了齿轮副广义传递误差的概念并建立了考虑轴系支承变形的人字齿轮副啮合错位量的计算模型;(3)对于人字齿轮副,考虑轴系变形引起的齿面啮合错位,对齿面追加补偿修形,确定补偿修形参数。本发明通过对人字齿轮副的修形,有效提高了齿轮传动的稳定性,降低了系统的振动。
高效面齿轮铣齿加工机床.pdf
本发明涉及一种高效面齿轮铣齿加工机床,本发明采用龙门式的主轴结构,相比于以往常用的立式机床结构,明显提高了主轴的刚度以及加工过程当中主轴运转的平稳性,减小了加工过程中振动对主轴的冲击。本发明结合直齿面齿轮成型原理,设计了面齿轮专用摇台机构,可实现对正交非偏置直齿面齿轮、正交偏置直齿面齿轮、非正交非偏置直齿面齿轮、非正交偏置直齿面齿轮这4种类型的面齿轮的高效铣齿及滚齿加工,是一种多功能多用途的面齿轮专用加工设备。本发明的面齿轮铣齿加工设备包括:主传动系统、主轴系统、伺服进给传动系统、设备本体结构、设备预留检

基于齿面摩擦的多间隙人字齿轮振动特性研究.docx
基于齿面摩擦的多间隙人字齿轮振动特性研究标题:基于齿面摩擦的多间隙人字齿轮振动特性研究摘要:本文针对多间隙人字齿轮在运动过程中容易产生振动问题进行研究。通过对齿面摩擦的分析和实验验证,研究了多间隙人字齿轮的振动特性,并提出了相应的振动控制措施。研究结果表明,在优化设计和有效控制齿面摩擦的情况下,可有效降低多间隙人字齿轮的振动水平。关键词:人字齿轮;多间隙;振动特性;齿面摩擦;振动控制引言:多间隙人字齿轮是一种特殊类型的传动装置,其特点是拥有多个齿间隙,使得传动过程中容易发生振动。这种振动不仅会影响传动系统

应用弧齿锥齿轮铣齿机刮削硬齿面.docx
应用弧齿锥齿轮铣齿机刮削硬齿面应用弧齿锥齿轮铣齿机刮削硬齿面摘要:弧齿锥齿轮广泛应用于工业生产中,因其传动效率高、力学性能好等特点而受到了广泛关注。然而,在弧齿锥齿轮的加工过程中,由于其硬度较高,很难进行加工。本文以弧齿锥齿轮铣齿机为研究对象,探讨了其在硬齿面刮削加工中的应用。1.弧齿锥齿轮的特点弧齿锥齿轮是一种常见的齿轮传动机构,具有传动效率高、传动精度高、齿轮磨损小等优点。其主要特点有:(1)弧齿锥齿轮具有与斜齿锥齿轮相同的传动比,但其传动效率比斜齿锥齿轮更高。(2)弧齿锥齿轮的齿面接触线长度相对较短