
一种铝合金轮毂锻造方法.pdf

猫巷****奕声


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂锻造方法.pdf
本发明是一种铝合金轮毂锻造方法,包括以下步骤,(1)备料;(2)下料;(3)锻造;(4)热处理;(5)加工:将经过步骤(4)后的锻坯通过数控车床和加工中心加工后,得到轮毂成品。本发明将直径为254mm的铸棒通过挤压、锻造、热处理和车床加工后得到成品轮毂,其轮毂抗拉强度、屈服强度、延伸率的机械性能提高了很多,同时,与现有轮毂重量相比,经本发明加工后的轮毂重量大幅度的降低,从而减少了卡车整车质量,整车的油耗也随之降低,实现了节能减排的目的。
一种铝合金轮毂的锻造方法.pdf
本发明提供一种铝合金轮毂的锻造方法,其含有的化学元素成分及其质量百分比为:硅4.2‑4.5、镁1.2‑1.5、铁1.2‑1.5、锰1.2‑1.5、銅0.12‑0.16、鉛0.01‑0.03、铋0.01‑0.03、Nd0.08‑0.10、余量为铝。本发明铝合金晶粒细化,合金强度高和耐磨性好、耐腐蚀性好,而且铸造和锻造性能好,制得的轮毂表面平滑细致,轮毂壁薄而重量轻,材料强度最高,比铸造方法高三成以上;通过合理控制铸后处理温度,分批投放合金元素,使得合金结晶均匀,强度高,使用部分废铝为原料,使合金品质更为稳定

一种铝合金轮毂的锻造方法.pdf
本发明公开了一种铝合金轮毂的锻造方法,包括对主要材质为Al的铸造方体为基材,并对铸造方体进行熔化和精炼处理,然后根据汽车轮毂零件图将配料进行锻压、冲孔胀形、旋压、热处理和抛光、防锈处理制得成品。通过本方法制得的家用汽车轮毂抗压强度与抗折强度较高,各项性能达到汽车行业标准要求。

一种卡车铝合金轮毂锻造方法.pdf
本发明是一种卡车铝合金轮毂锻造方法,包括以下步骤,(1)备料;(2)下料;(3)锻造;(4)热处理;(5)加工:将经过步骤(4)后的锻坯通过数控车床和加工中心加工后,得到轮毂成品。本发明将直径为254mm的铸棒被锯床锯成棒料后,通过锻造、热处理和车床加工后得到成品轮毂,其轮毂抗拉强度、屈服强度、延伸率的机械性能提高了很多,同时,与现有轮毂重量相比,经本发明加工后的轮毂重量大幅度的降低,从而减少了卡车整车质量,整车的油耗也随之降低,实现了节能减排的目的。
一种铝合金轮毂的锻造模具及其锻造方法.pdf
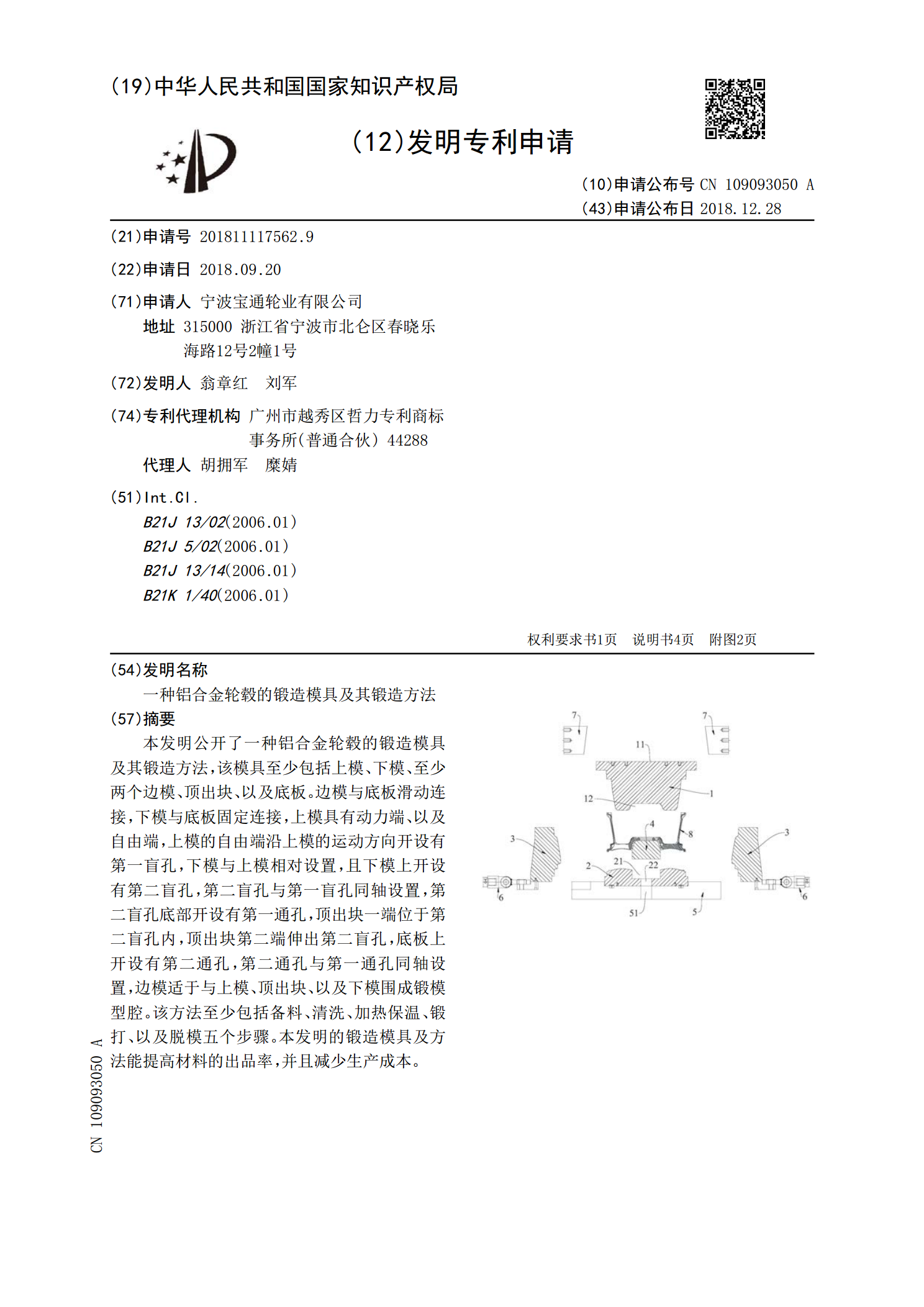
本发明公开了一种铝合金轮毂的锻造模具及其锻造方法,该模具至少包括上模、下模、至少两个边模、顶出块、以及底板。边模与底板滑动连接,下模与底板固定连接,上模具有动力端、以及自由端,上模的自由端沿上模的运动方向开设有第一盲孔,下模与上模相对设置,且下模上开设有第二盲孔,第二盲孔与第一盲孔同轴设置,第二盲孔底部开设有第一通孔,顶出块一端位于第二盲孔内,顶出块第二端伸出第二盲孔,底板上开设有第二通孔,第二通孔与第一通孔同轴设置,边模适于与上模、顶出块、以及下模围成锻模型腔。该方法至少包括备料、清洗、加热保温、锻打、