
金属薄壁筒件的成型装置.pdf

盼易****君a


1/9

2/9
3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

金属薄壁筒件的成型装置.pdf
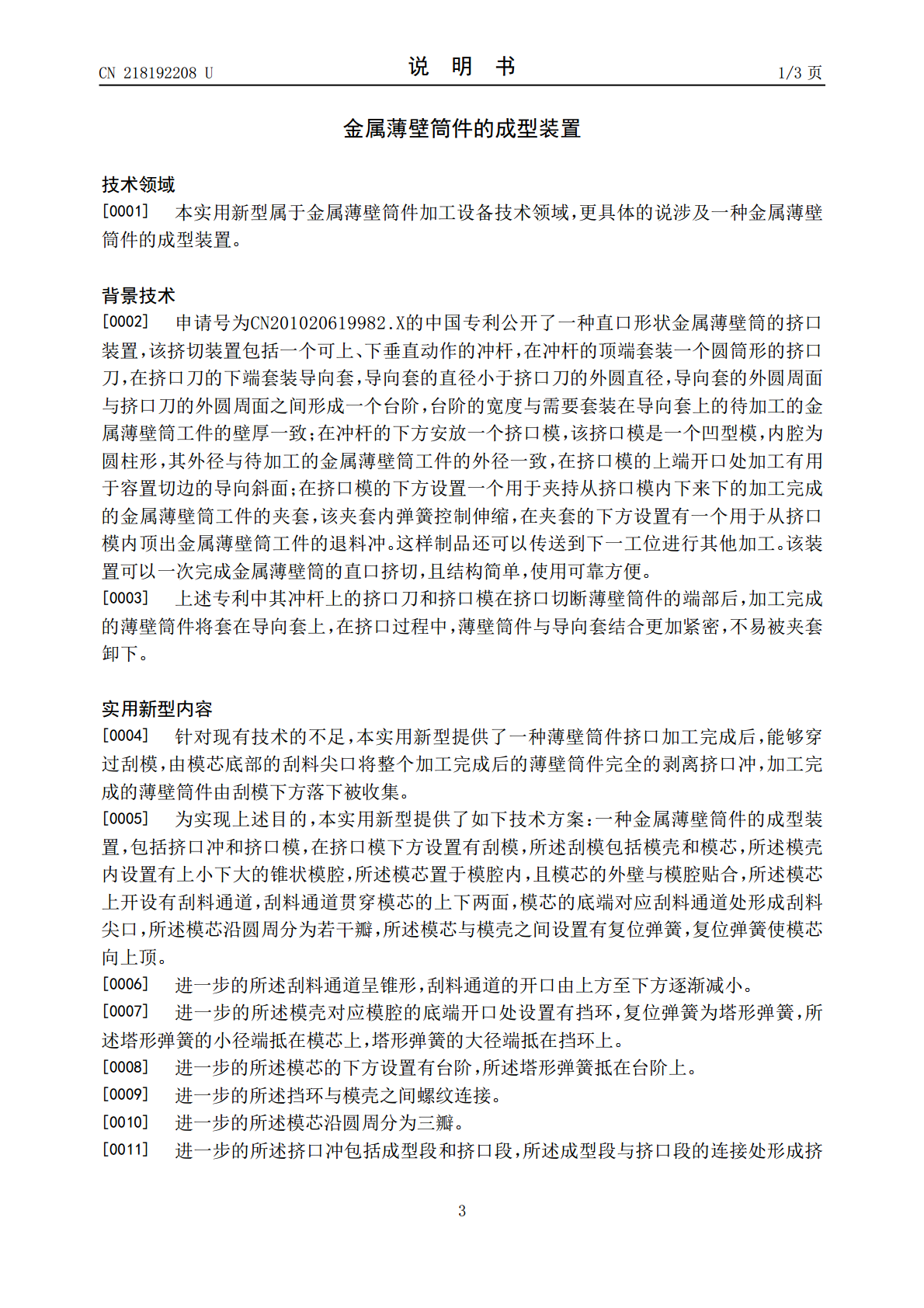
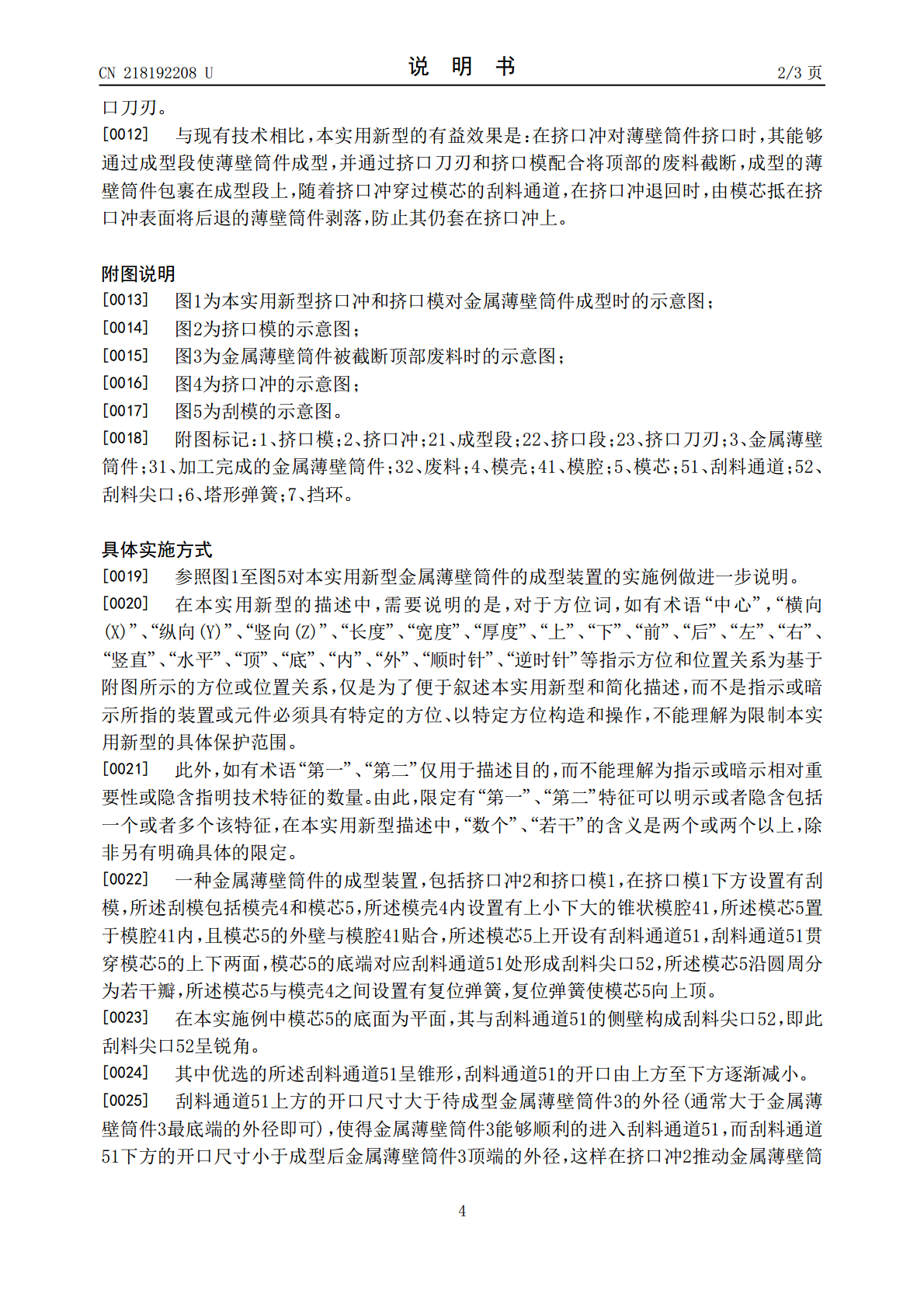
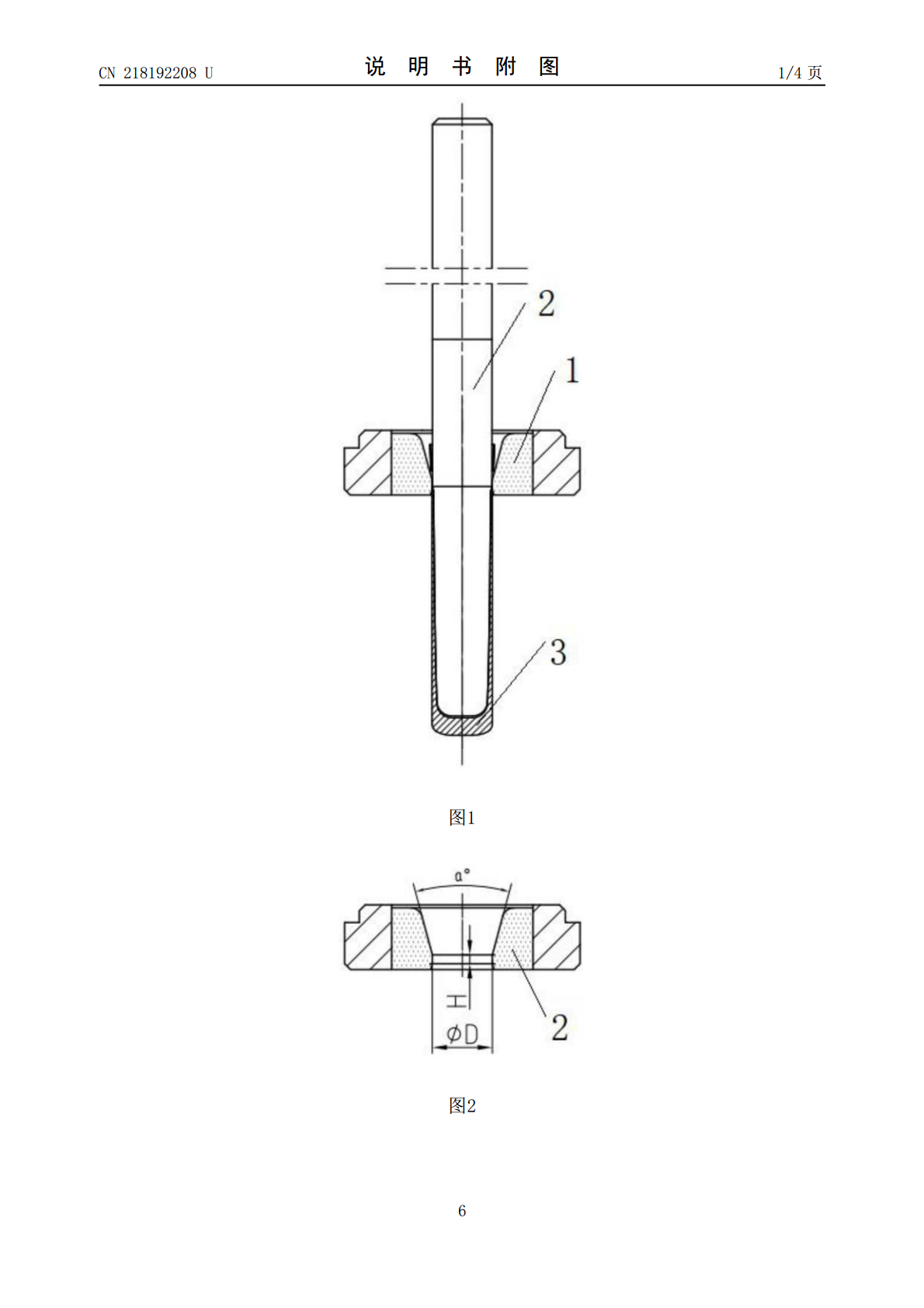
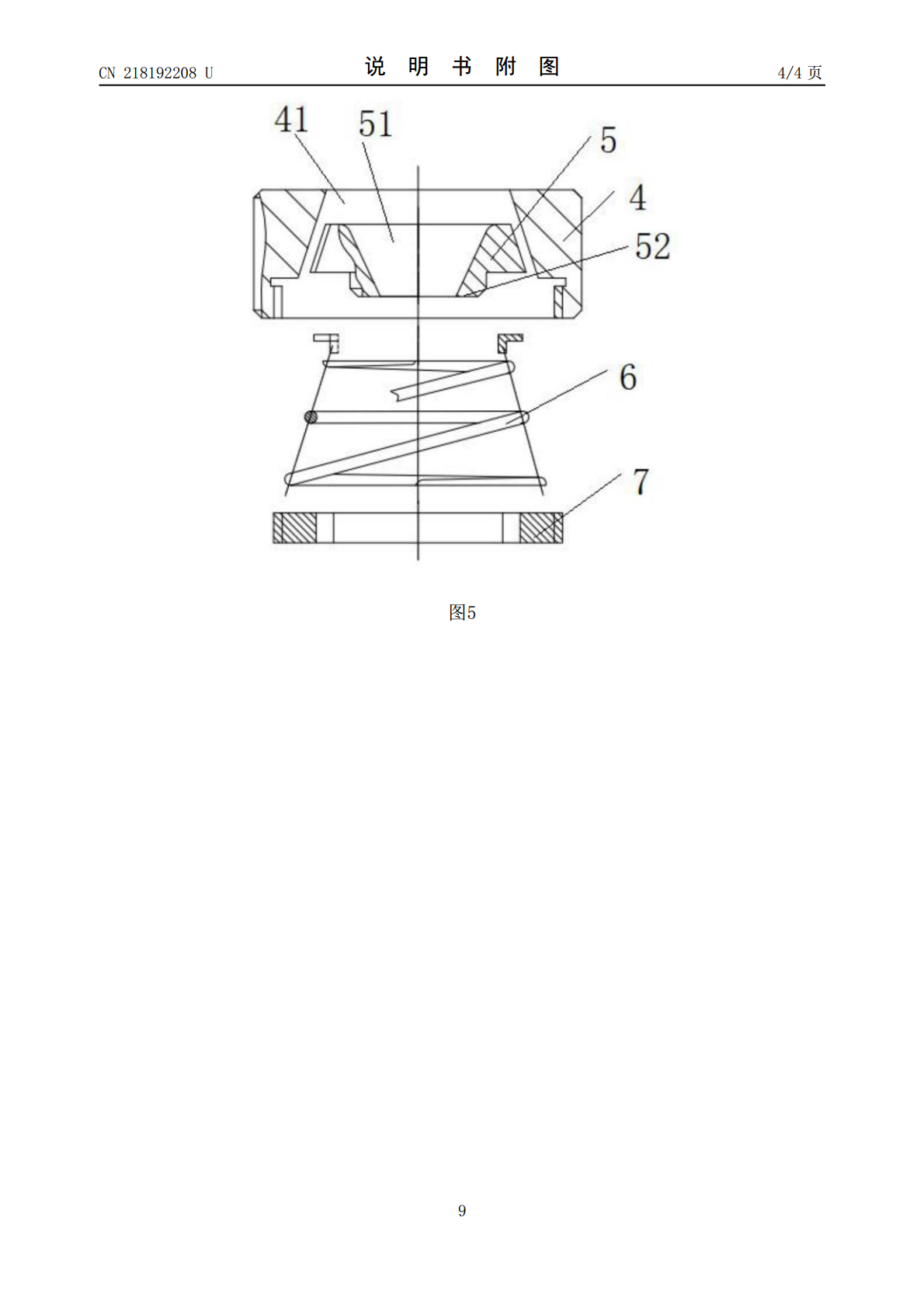
本实用新型公开了一种金属薄壁筒件的成型装置,包括挤口冲和挤口模,在挤口模下方设置有刮模,所述刮模包括模壳和模芯,所述模壳内设置有上小下大的锥状模腔,所述模芯置于模腔内,且模芯的外壁与模腔贴合,所述模芯上开设有刮料通道,刮料通道贯穿模芯的上下两面,模芯的底端对应刮料通道处形成刮料尖口,所述模芯沿圆周分为若干瓣,所述模芯与模壳之间设置有复位弹簧,复位弹簧使模芯向上顶,本实用新型薄壁筒件挤口加工完成后,能够穿过刮模,由模芯底部的刮料尖口将整个加工完成后的薄壁筒件完全的剥离挤口冲,加工完成的薄壁筒件由刮模下方落下
大直径薄壁筒体成型辅助装置.pdf
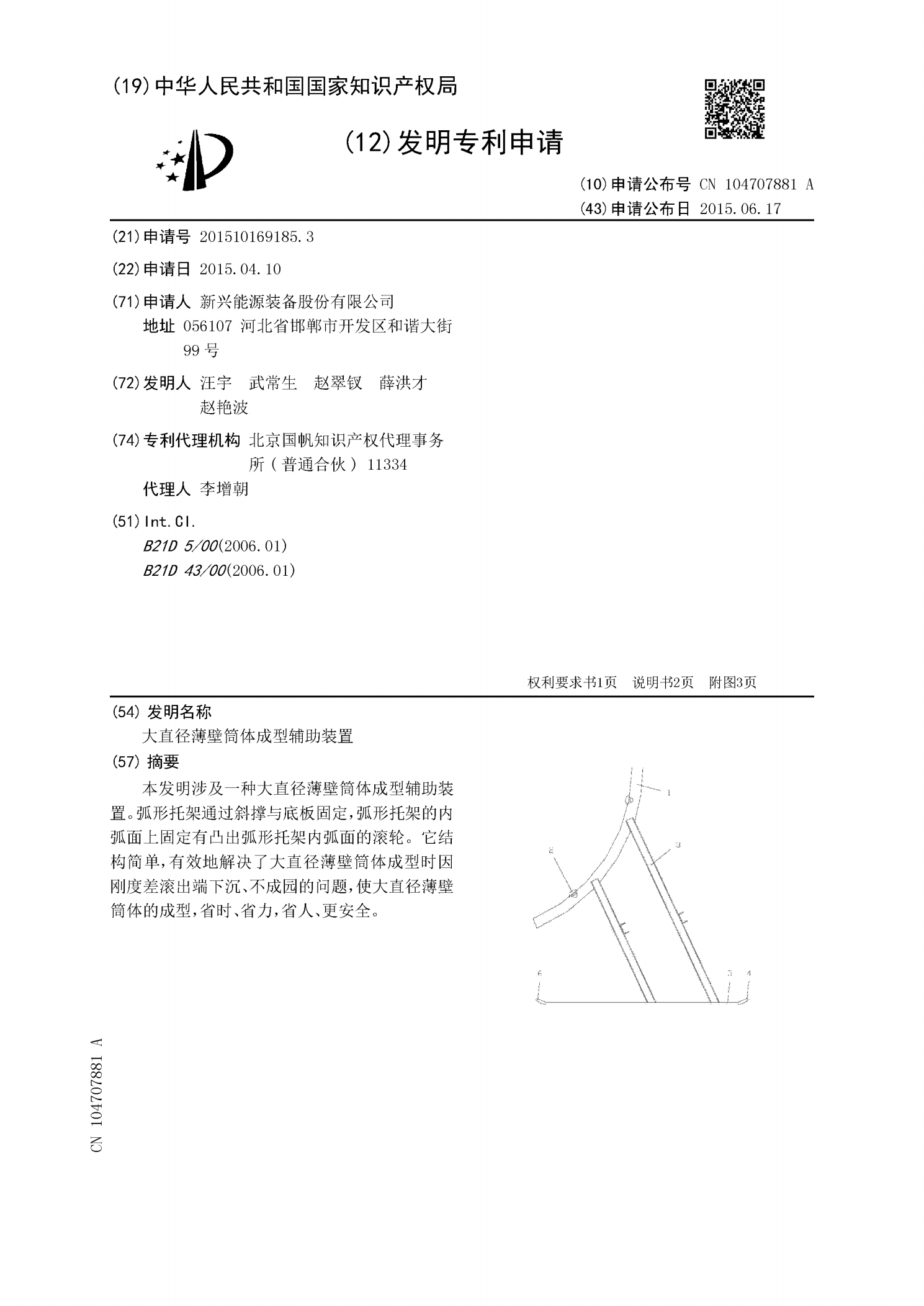
本发明涉及一种大直径薄壁筒体成型辅助装置。弧形托架通过斜撑与底板固定,弧形托架的内弧面上固定有凸出弧形托架内弧面的滚轮。它结构简单,有效地解决了大直径薄壁筒体成型时因刚度差滚出端下沉、不成园的问题,使大直径薄壁筒体的成型,省时、省力,省人、更安全。

一种薄壁筒形金属零件的冷锻成型工艺.pdf
本发明提出了一种薄壁筒形金属零件的冷锻成型工艺,其包括如下步骤:下料:准备棒状坯料;冷锻反挤:将棒状坯料放入具有第一预定形状的反挤模具中对所述棒状坯料进行反挤,以获得底部的外表面形成有花形凹槽、底部的内表面形成有凸台的杯状毛坯,所述杯状毛坯的侧壁保留有预定的余量;冷锻正挤:将杯状毛坯放入具有第二预定形状的正挤模具中对所述杯状毛坯进行正挤,以获得侧壁的上部形成有台阶部的薄壁筒形金属零件成品。本发明提出的薄壁筒形金属零件的冷锻成型工艺使用挤压工艺即能完成产品的成型,其显著提升了生产效率,降低了生产成本。
软质薄壁树脂成型件成型方法及装置.pdf
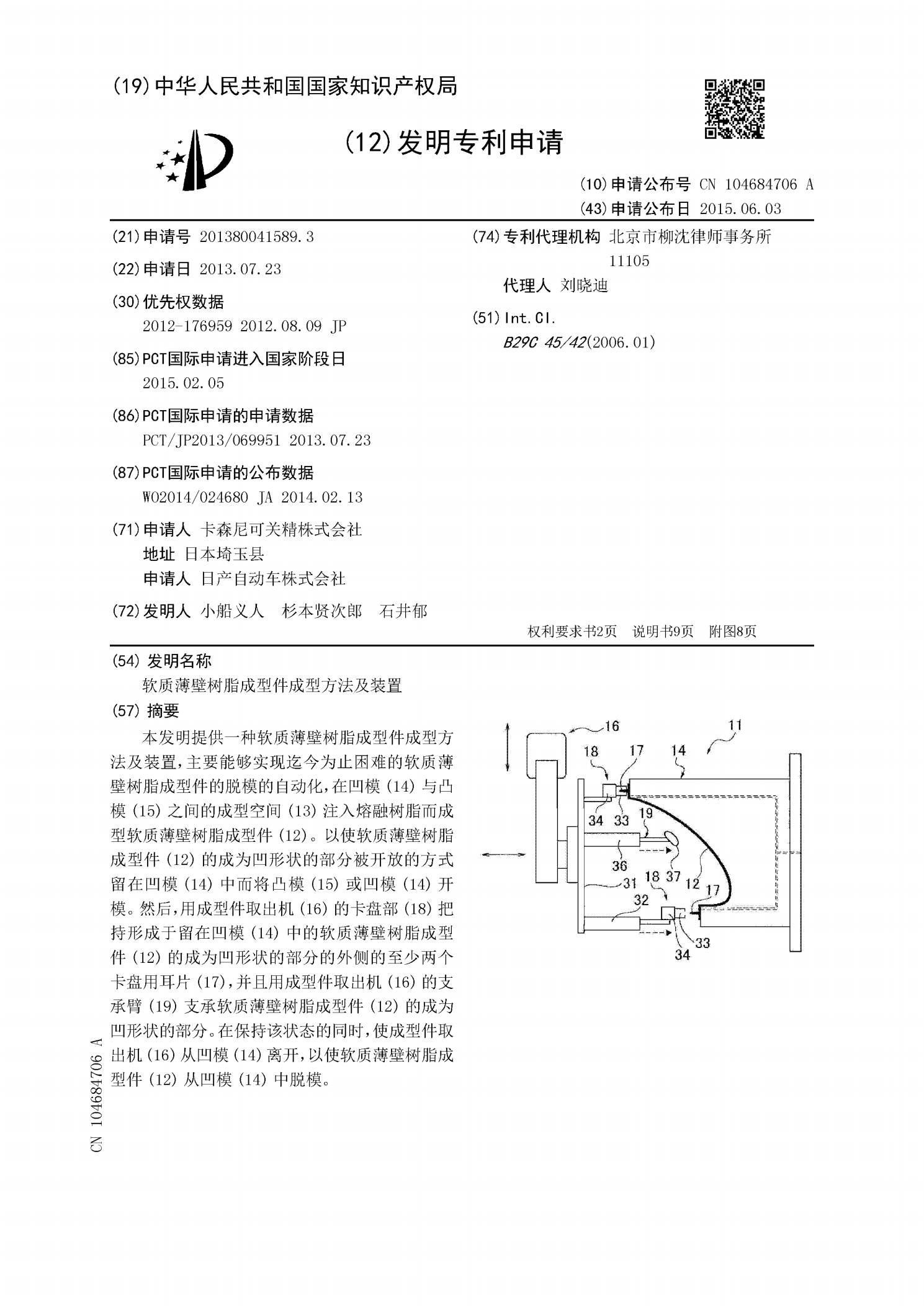
本发明提供一种软质薄壁树脂成型件成型方法及装置,主要能够实现迄今为止困难的软质薄壁树脂成型件的脱模的自动化,在凹模(14)与凸模(15)之间的成型空间(13)注入熔融树脂而成型软质薄壁树脂成型件(12)。以使软质薄壁树脂成型件(12)的成为凹形状的部分被开放的方式留在凹模(14)中而将凸模(15)或凹模(14)开模。然后,用成型件取出机(16)的卡盘部(18)把持形成于留在凹模(14)中的软质薄壁树脂成型件(12)的成为凹形状的部分的外侧的至少两个卡盘用耳片(17),并且用成型件取出机(16)的支承臂(1

薄壁筒体紧固装置.pdf
一种薄壁筒体紧固装置,涉及车床加工薄壁筒形工件的工装,设有芯轴,芯轴中央设有隔套,隔套左侧的芯轴上依次设有左挡板、左锥套、左压块、挡环,隔套右侧的芯轴上依次设有右挡板、右锥套、右压块,隔套、左挡板、左锥套、左压块、右挡板、右锥套、右压块都可以在芯轴上滑动,左挡板和左锥套、右挡板和右锥套之间分别设有轴向间隙,挡环固定设置在芯轴上,右压块右侧的芯轴上设有紧固螺母,左锥套和右锥套的外周锥形面上分别与其配合的设有内孔为锥形、由多个半环组成的环形哈夫块。先将薄壁筒体紧固在薄壁筒体紧固装置上,车床固定住芯轴就可以将薄