
薄壁大直径筒体组装焊接工艺.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁大直径筒体组装焊接工艺.docx
薄壁大直径筒体组装焊接工艺薄壁大直径筒体组装焊接工艺摘要:薄壁大直径筒体焊接工艺是一种广泛应用于工业制造领域的重要工艺。本文旨在探讨薄壁大直径筒体组装焊接工艺的原理、方法及其在实际应用中的优势与挑战。首先,介绍了薄壁大直径筒体组装焊接的基本原理和工艺流程。然后,详细分析了该工艺的优势,如高效率、高质量和可重复性等。同时,也讨论了该工艺面临的挑战,如焊接变形、裂纹和残余应力等。最后,总结了当前对薄壁大直径筒体组装焊接工艺的研究进展,并对未来的发展趋势进行了展望。关键词:薄壁大直径筒体;组装焊接;工艺流程;优

薄壁大直径不锈钢筒体的焊接工艺设计.docx
薄壁大直径不锈钢筒体的焊接工艺设计薄壁大直径不锈钢筒体的焊接工艺设计摘要薄壁大直径不锈钢筒体在许多工业领域中具有广泛的应用。然而,由于材料的特殊性质,焊接过程中会面临一系列的挑战。本文通过对薄壁大直径不锈钢筒体的焊接工艺设计进行讨论,提出了一种有效的焊接方案,以优化焊接质量和提高生产效率。1.引言薄壁大直径不锈钢筒体的焊接工艺设计是一个复杂的过程,涉及到材料选择、焊接方法、焊接参数等方面。薄壁结构的特点使得焊接过程中容易产生变形、应力集中等问题;而不锈钢材料的特点使得焊接过程中容易产生焊缝气孔、裂纹等问题
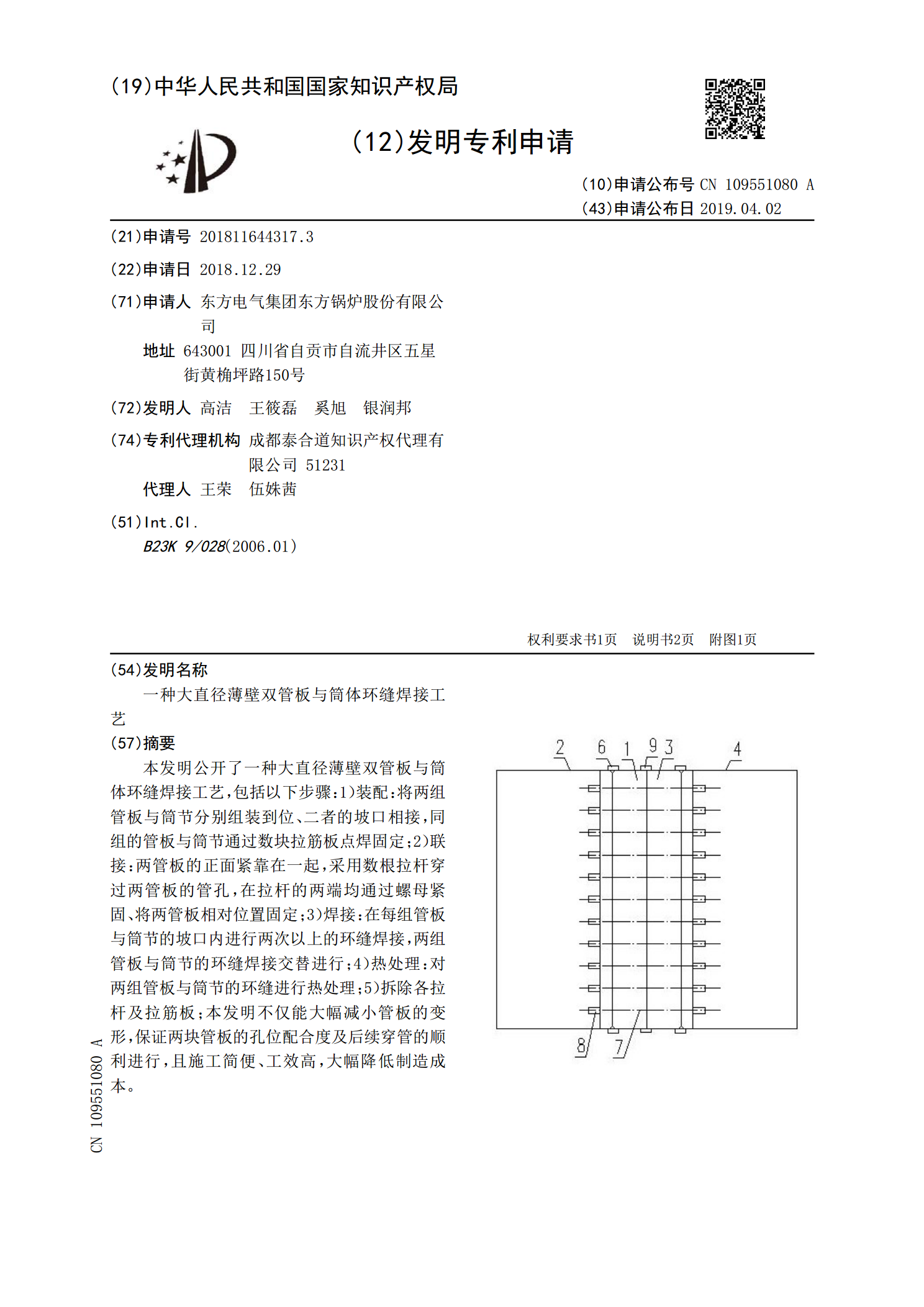
一种大直径薄壁双管板与筒体环缝焊接工艺.pdf
本发明公开了一种大直径薄壁双管板与筒体环缝焊接工艺,包括以下步骤:1)装配:将两组管板与筒节分别组装到位、二者的坡口相接,同组的管板与筒节通过数块拉筋板点焊固定;2)联接:两管板的正面紧靠在一起,采用数根拉杆穿过两管板的管孔,在拉杆的两端均通过螺母紧固、将两管板相对位置固定;3)焊接:在每组管板与筒节的坡口内进行两次以上的环缝焊接,两组管板与筒节的环缝焊接交替进行;4)热处理:对两组管板与筒节的环缝进行热处理;5)拆除各拉杆及拉筋板;本发明不仅能大幅减小管板的变形,保证两块管板的孔位配合度及后续穿管的顺利
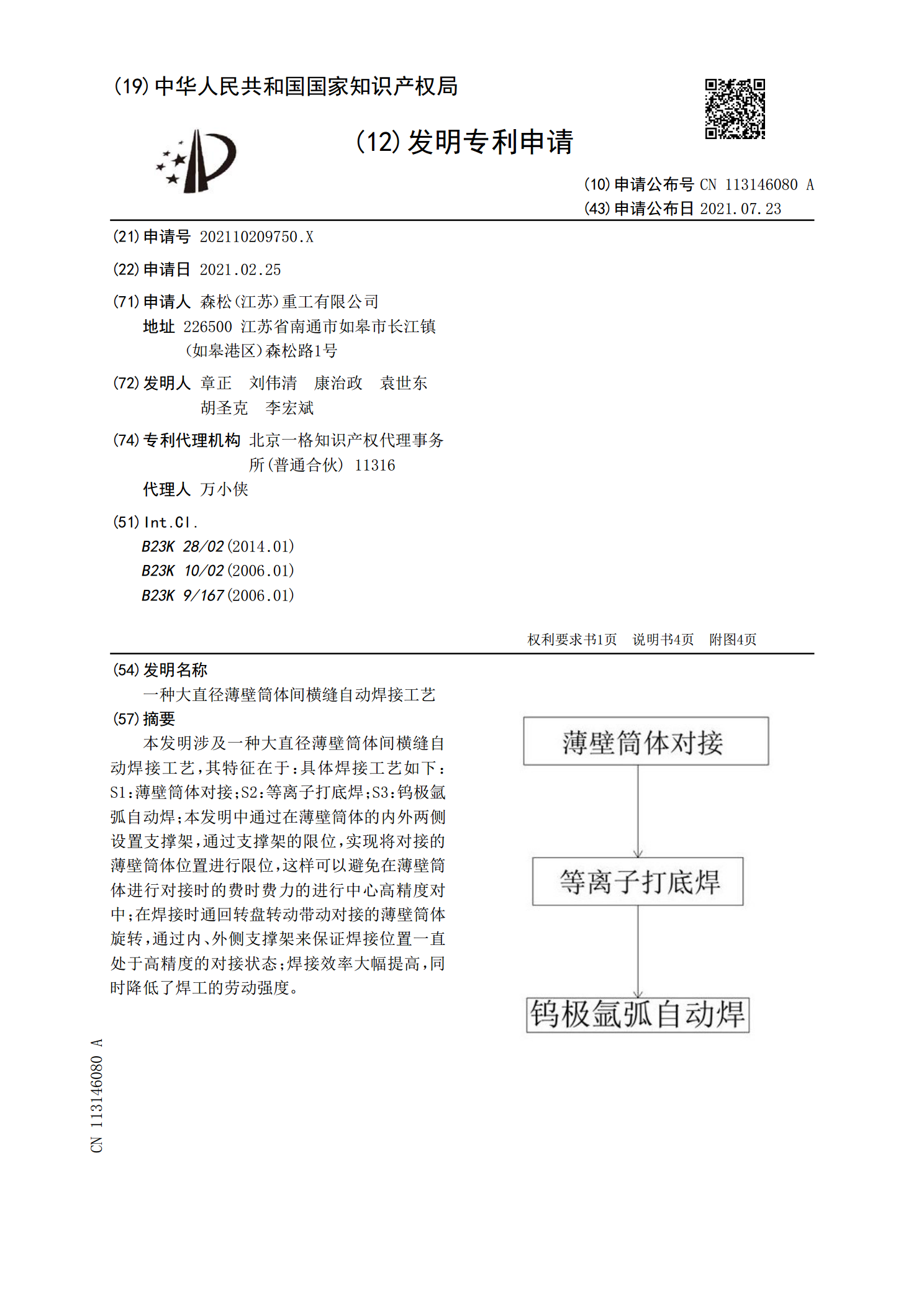
一种大直径薄壁筒体间横缝自动焊接工艺.pdf
本发明涉及一种大直径薄壁筒体间横缝自动焊接工艺,其特征在于:具体焊接工艺如下:S1:薄壁筒体对接;S2:等离子打底焊;S3:钨极氩弧自动焊;本发明中通过在薄壁筒体的内外两侧设置支撑架,通过支撑架的限位,实现将对接的薄壁筒体位置进行限位,这样可以避免在薄壁筒体进行对接时的费时费力的进行中心高精度对中;在焊接时通回转盘转动带动对接的薄壁筒体旋转,通过内、外侧支撑架来保证焊接位置一直处于高精度的对接状态;焊接效率大幅提高,同时降低了焊工的劳动强度。
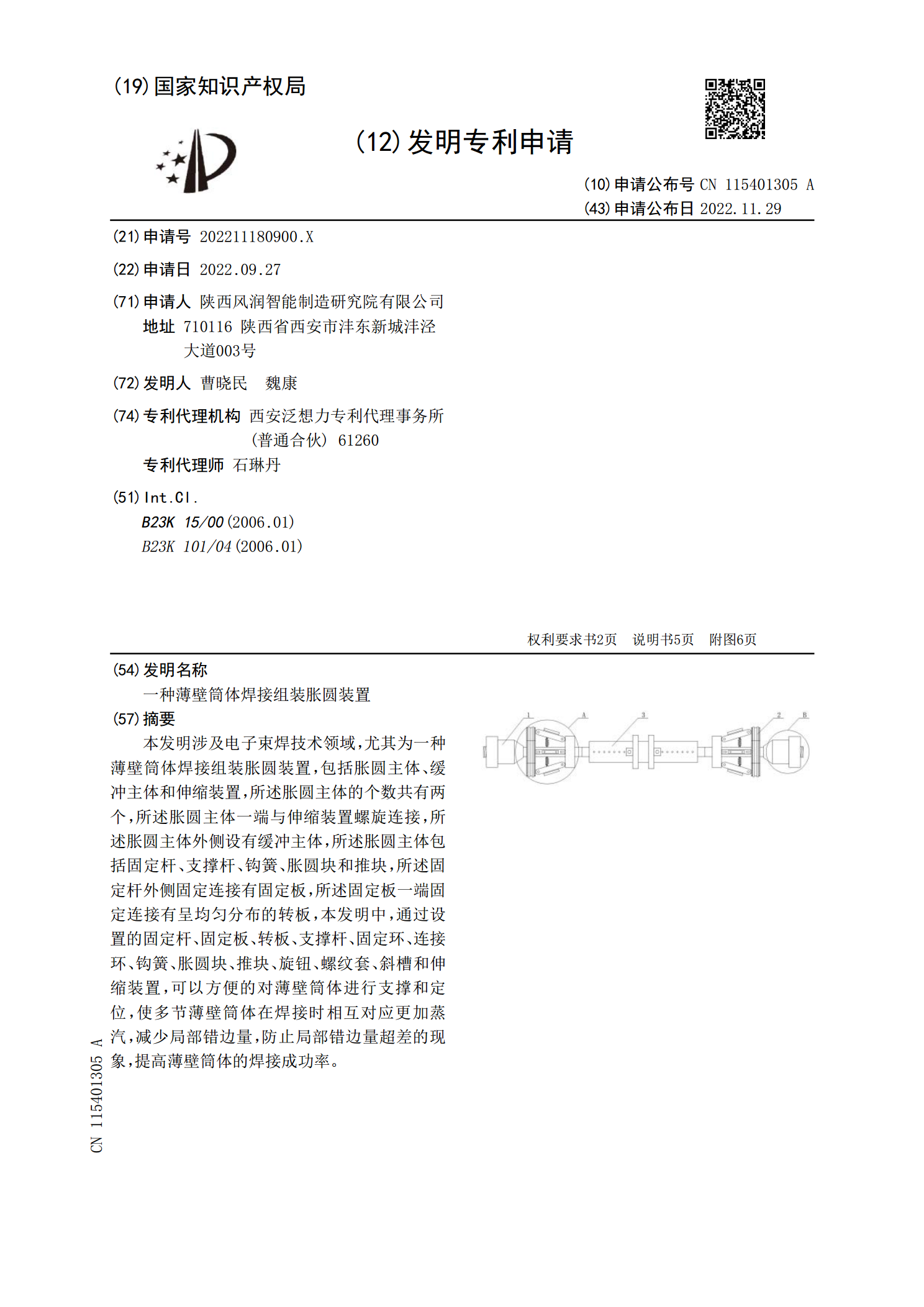
一种薄壁筒体焊接组装胀圆装置.pdf
本发明涉及电子束焊技术领域,尤其为一种薄壁筒体焊接组装胀圆装置,包括胀圆主体、缓冲主体和伸缩装置,所述胀圆主体的个数共有两个,所述胀圆主体一端与伸缩装置螺旋连接,所述胀圆主体外侧设有缓冲主体,所述胀圆主体包括固定杆、支撑杆、钩簧、胀圆块和推块,所述固定杆外侧固定连接有固定板,所述固定板一端固定连接有呈均匀分布的转板,本发明中,通过设置的固定杆、固定板、转板、支撑杆、固定环、连接环、钩簧、胀圆块、推块、旋钮、螺纹套、斜槽和伸缩装置,可以方便的对薄壁筒体进行支撑和定位,使多节薄壁筒体在焊接时相互对应更加蒸汽,