
一种飞轮壳加工工艺.pdf

论文****轩吖


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种飞轮壳加工工艺.pdf
本发明公开了一种飞轮壳加工工艺,包括以下步骤:1)铣底面:通过铣床铣飞轮壳的底面;2)铣端面:将两台铣床对向安装,按飞轮壳尺寸要求高度调整两铣床的刀盘距离,在加工飞轮壳铣底面完成后即可以底部定位,通过工装夹具夹紧零件,调整刀具距离,工作台移动,同时加工两端面。本发明一种飞轮壳加工工艺,对原有工艺(先铣底面-车端面-车另外一端面)进行改进,当飞轮壳的底面铣完后,同时对两个端面进行铣削加工,同时加工两端面,节约二次装夹时间,单班产量提高了一倍,极大的提高了生产效率,降低企业的生产成本。
一种飞轮壳加工工艺.pdf
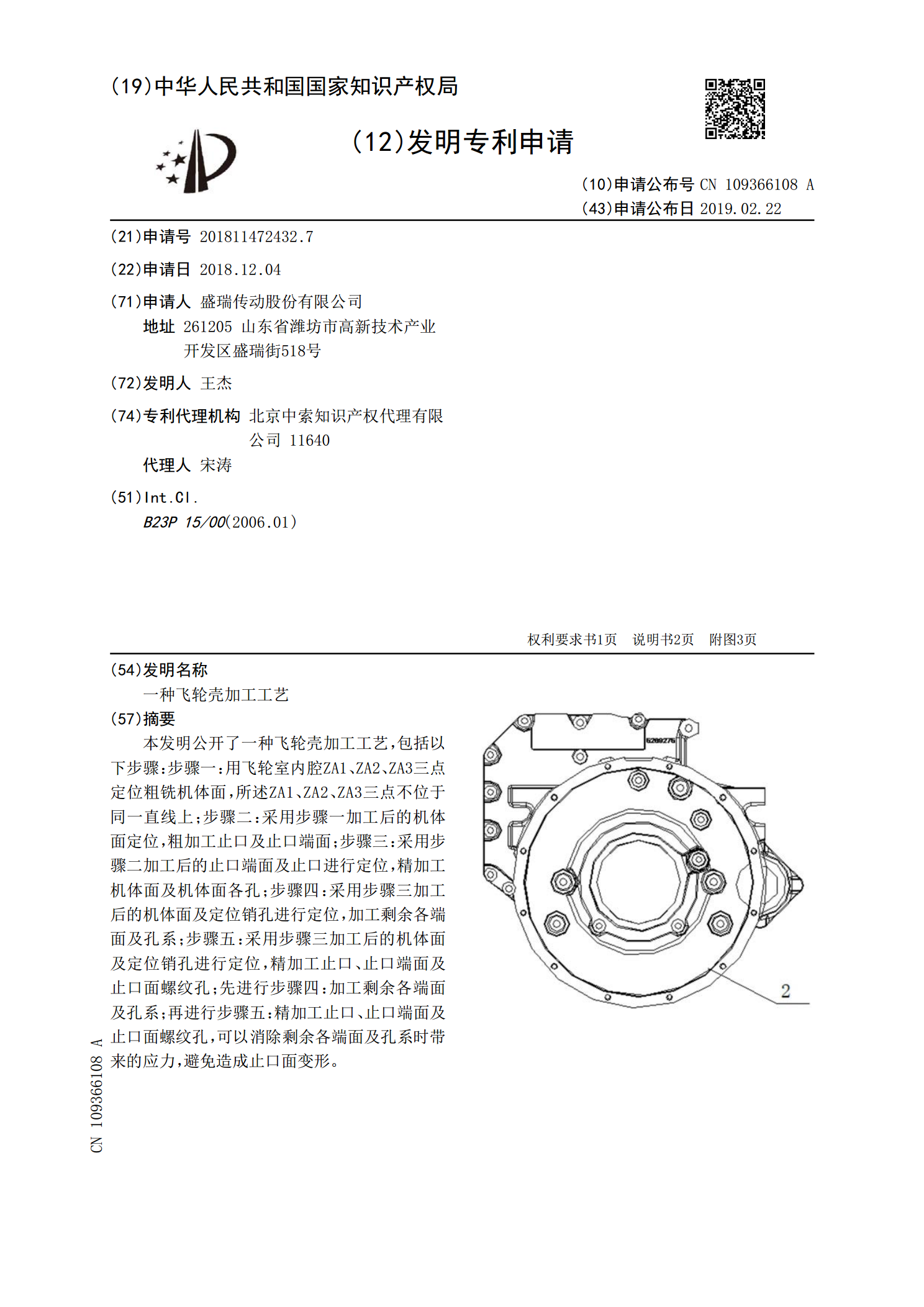
本发明公开了一种飞轮壳加工工艺,包括以下步骤:步骤一:用飞轮室内腔ZA1、ZA2、ZA3三点定位粗铣机体面,所述ZA1、ZA2、ZA3三点不位于同一直线上;步骤二:采用步骤一加工后的机体面定位,粗加工止口及止口端面;步骤三:采用步骤二加工后的止口端面及止口进行定位,精加工机体面及机体面各孔;步骤四:采用步骤三加工后的机体面及定位销孔进行定位,加工剩余各端面及孔系;步骤五:采用步骤三加工后的机体面及定位销孔进行定位,精加工止口、止口端面及止口面螺纹孔;先进行步骤四:加工剩余各端面及孔系;再进行步骤五:精加工

一种飞轮壳的加工工艺.pdf
本发明涉及一种飞轮壳的加工工艺,粗铣机体连接面;粗车飞轮止口和飞轮止口端面;铣机体连接面,加工余量0.2-0.5mm;加工飞轮室轴承安装孔、马达安装孔、小马达安装孔、齿轮室轴承安装孔、连接孔、螺纹孔、螺栓连接孔和定位销孔;精铣机体连接面;加工飞轮止口端面上的螺栓连接孔,孔径公差范围为0-0.3;锪连接孔处的平面;先粗镗、再精镗齿轮止口至孔径公差范围为0-0.09;粗铣、再精铣的端面;然后再粗铣、精铣齿轮室轴承安装孔至孔径公差范围为0-0.04;以定位销孔为基准,精车飞轮止口至孔径公差范围为0-0.2;精车

飞轮壳加工工艺.docx
1绪论中国加入世贸组织以后,汽车零部件的进口平均关税将降到10%,配额将逐步减少,国产化率的鼓励措施将取消,多年来一直受关税和国产化双重保护的国内众多汽车零部件企业将面临巨大的挑战。汽车零部件企业属于传统的大批大量生产类型企业,讲究的是规模效益,但随着市场竞争的不断深化,顾客的需求不断变化,其生产方式也在向着多品种、中小批量生产方式转化,汽车零部件企业要实现跨越性的发展,不仅需要在提高产品质量、不遗余力地采用新工艺、新技术,不断进行产品创新等方面下功夫,还要不断的更新观念,优化生产组织方式,积极主动地应对

一种柴油机用飞轮壳的加工工艺.pdf
本发明涉及一种柴油机用飞轮壳的加工工艺,包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口端面;以飞轮止口定位,加工机体连接面;加工齿轮室轴承安装孔;精车飞轮止口及飞轮止口端面,精车飞轮止口步骤中以飞轮室轴承安装孔为加工基准,保证了飞轮止口与飞轮室轴承安装孔的同轴度,安装精度高。