
一种链轮温挤压成形方法与装置.pdf

涵蓄****09


1/7
2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种链轮温挤压成形方法与装置.pdf
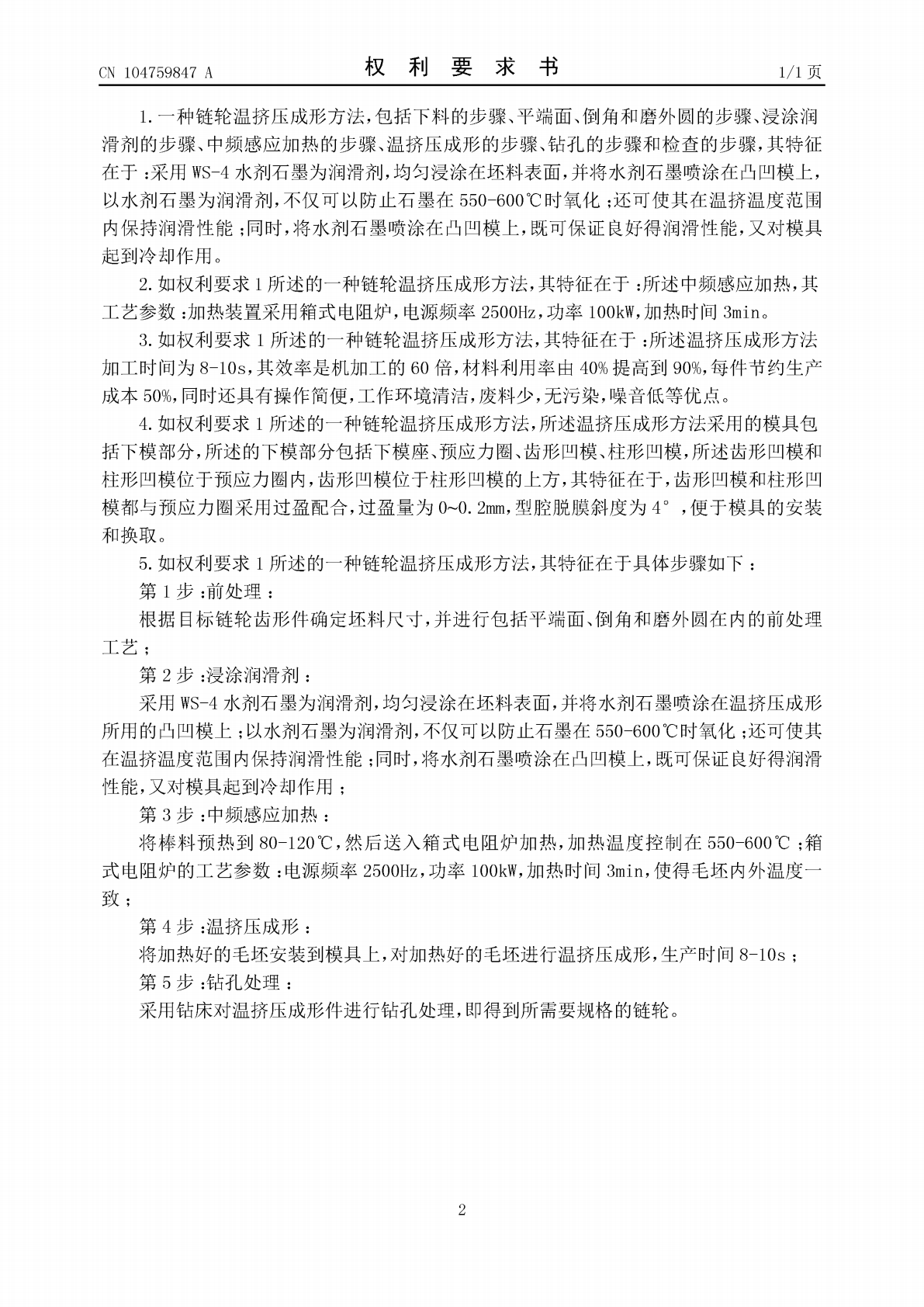
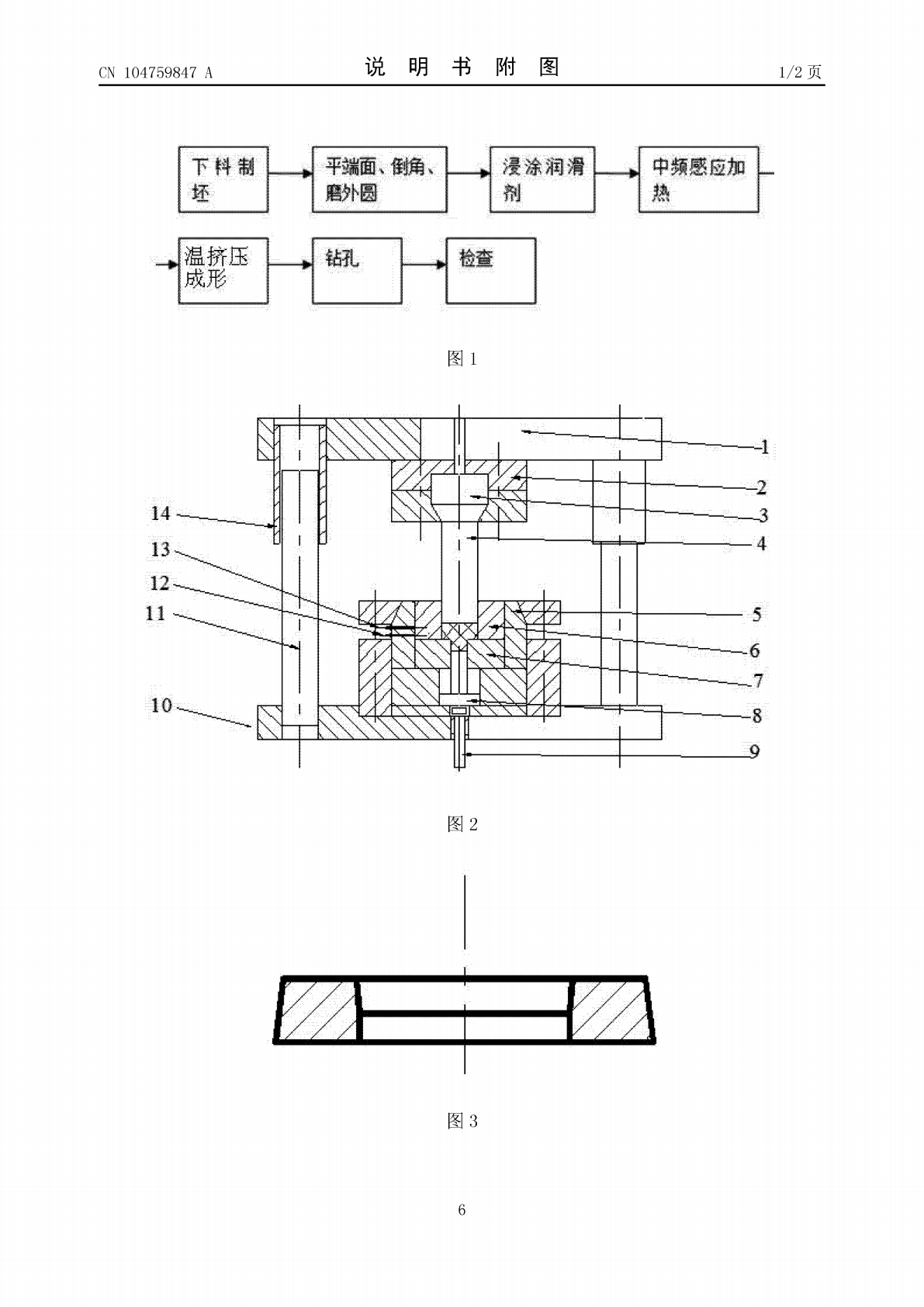
本发明涉及齿形链轮,特指一种链轮温挤压成形方法与装置,方法包括下料的步骤、平端面、倒角和磨外圆的步骤、浸涂润滑剂的步骤、中频感应加热的步骤、温挤压成形的步骤、钻孔的步骤和检查的步骤,其特征在于:采用WS-4水剂石墨为润滑剂,均匀浸涂在坯料表面,并将水剂石墨喷涂在凸凹模上,以水剂石墨为润滑剂,不仅可以防止石墨在550-600℃时氧化;还可使其在温挤温度范围内保持润滑性能;同时,将水剂石墨喷涂在凸凹模上,既可保证良好得润滑性能,又对模具起到冷却作用。

一种温锻挤压成形模具.pdf
本发明公开了一种温锻挤压成形模具,凹模设置在凹模固定套内,凹模模芯设置在凹模内并且可在外力的作用下沿凹模内壁上下移动;凹模的下端依次设置有凹模垫块、梅花垫块和氮气弹簧;凹模垫块固定设置在凹模应力圈内并设有供模芯顶杆穿透的孔洞,模芯顶杆向上与凹模模芯底部连接、向下与梅花垫块上端面连接;梅花垫块可沿凹模应力圈内壁向下滑动并复位;凹模垫块和梅花垫块都设置有供退料顶杆穿透的孔洞;凹模模芯的底部设置有活动退料塞,退料顶杆与活动退料塞相对应。采用该模具生产的新能源汽车轴承座金属流线不被切断,机械性能高,减少了车削加工
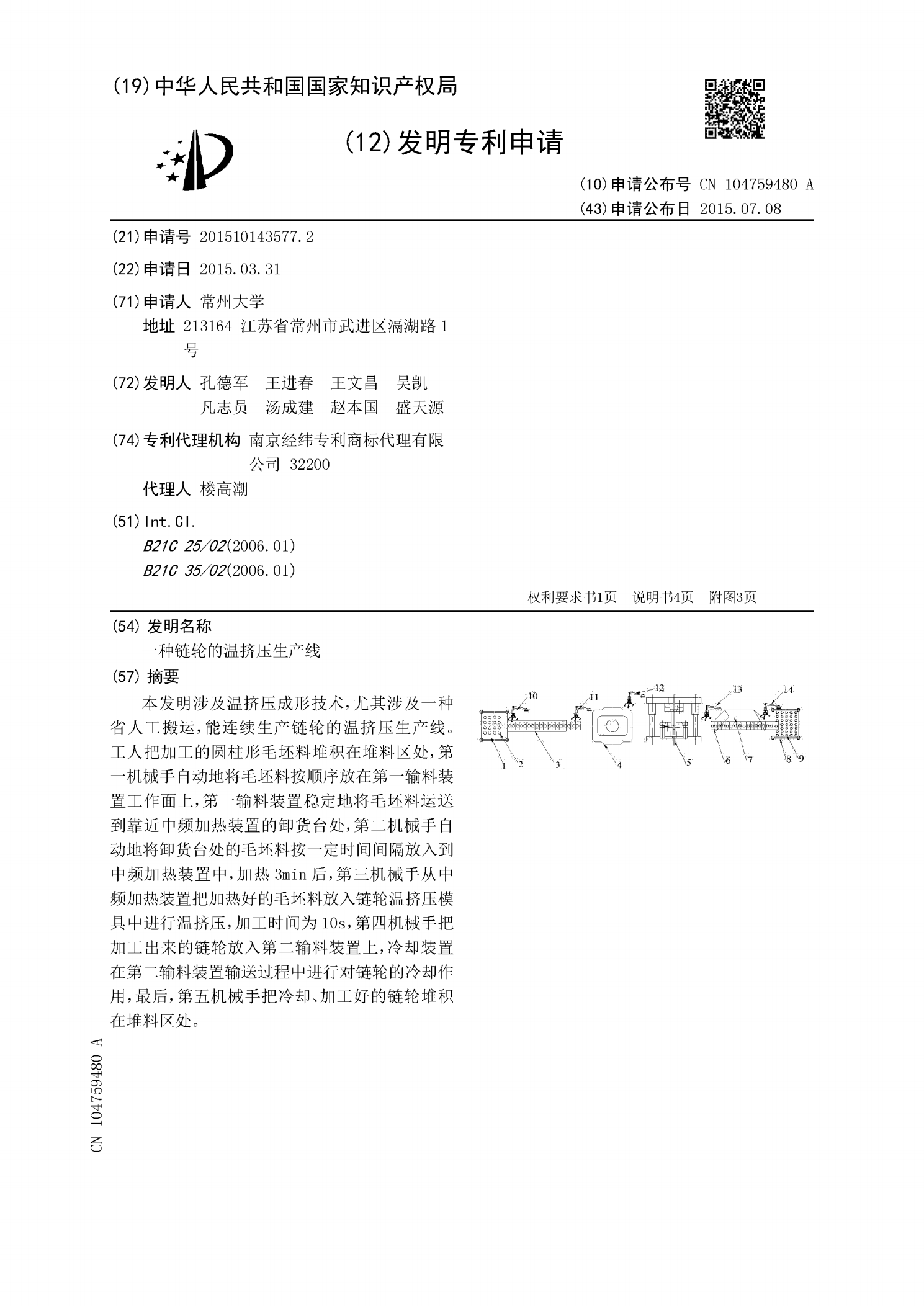
一种链轮的温挤压生产线.pdf
本发明涉及温挤压成形技术,尤其涉及一种省人工搬运,能连续生产链轮的温挤压生产线。工人把加工的圆柱形毛坯料堆积在堆料区处,第一机械手自动地将毛坯料按顺序放在第一输料装置工作面上,第一输料装置稳定地将毛坯料运送到靠近中频加热装置的卸货台处,第二机械手自动地将卸货台处的毛坯料按一定时间间隔放入到中频加热装置中,加热3min后,第三机械手从中频加热装置把加热好的毛坯料放入链轮温挤压模具中进行温挤压,加工时间为10s,第四机械手把加工出来的链轮放入第二输料装置上,冷却装置在第二输料装置输送过程中进行对链轮的冷却作用

一种直齿圆柱齿轮的温挤压成形方法.pdf
本发明公开了直齿圆柱齿轮的温挤压成形工艺方法,旨在采用温成形并结合差温成形对坯料进行加热,合理的模具设计和润滑的选择,其技术方案的要点是:方法一:挤压+镦粗+反向第二次挤压(同一套挤压模具);方法二:挤压+反向第二次挤压(不同尺寸的凹模)。此成形工艺可有效降低成形力,同时齿形充形良好。其优点是:不仅克服了切削加工方法材料利用率低,生产效率低,产品成本高,同时由于金属纤维被切断而导致齿轮强度和使用寿命降低等缺点。同时,克服了其它塑性成形方法遇到的成形力大,角隅填充困难,模具使用寿命低等问题,有望在塑性成形领

一种链轮冲裁成形方法和装置.pdf
本发明涉及链轮制备技术领域,特指一种链轮冲裁成形方法和装置。与挤压成形相比,本发明专利提出了精密冲裁方法,即在冲裁前用压边圈先压住毛坯,防止冲裁过程中内外金属板料窜动,在配合凸凹模间的小间隙(间隙值为0.5mm)以及凹模上表面的锥形突起,形成冲裁局部区域的三向压应力状态,保证冲裁的塑性变形顺利实现。本发明的精冲时间为2‑3s,缩短了链轮加工的时间,具有操作简便,废料少,振动低、噪声小等优点,避免了挤压成形所带来的成本上升,以及加工时间长问题。